S-ar putea să vă placă și
- Tiến Bộ Trong Quá Trình Alkyl HóaDocument125 paginiTiến Bộ Trong Quá Trình Alkyl HóaHưng LucaÎncă nu există evaluări
- Process Flow Diagram (PFD) in Cho SVDocument20 paginiProcess Flow Diagram (PFD) in Cho SVHuu LinhÎncă nu există evaluări
- T Basak AromaticsDocument41 paginiT Basak AromaticsDP PurwadiÎncă nu există evaluări
- 6.6.2 Poly (Ethylene Tere Phthalate)Document13 pagini6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirÎncă nu există evaluări
- Một Chút Về Alkyl HóaDocument14 paginiMột Chút Về Alkyl HóaHưng LucaÎncă nu există evaluări
- 6.6.2 Poly (Ethylene Tere Phthalate)Document13 pagini6.6.2 Poly (Ethylene Tere Phthalate)Taufik Abdillah NatsirÎncă nu există evaluări
- UOP Reforming Solutions For .Improved Profits PaperDocument32 paginiUOP Reforming Solutions For .Improved Profits PaperstevemetroÎncă nu există evaluări
- Summary of Cat Ref of TolueneDocument8 paginiSummary of Cat Ref of TolueneSaarvin VignesvaranÎncă nu există evaluări
- Ref Omer Operations Out Look With To CDocument9 paginiRef Omer Operations Out Look With To CHưng LucaÎncă nu există evaluări
- Aromatics Và Các Phương Pháp Sản XuấtDocument24 paginiAromatics Và Các Phương Pháp Sản XuấtHưng LucaÎncă nu există evaluări
- Udex PlantDocument4 paginiUdex PlantMiko Yee Teng100% (1)
- The Synthesis and Structural Properties of (M (Dippe) (G - C H S) ) Complexes of PD and PT and Comparison With Their Ni AnalogDocument8 paginiThe Synthesis and Structural Properties of (M (Dippe) (G - C H S) ) Complexes of PD and PT and Comparison With Their Ni AnalogHưng LucaÎncă nu există evaluări
- MAXOFIN TechnologyDocument2 paginiMAXOFIN TechnologyHưng LucaÎncă nu există evaluări
- 28 A524Document6 pagini28 A524Imtinan MohsinÎncă nu există evaluări
- Paper 3 A TECHNOECONOMIC ASSESSMENTDocument22 paginiPaper 3 A TECHNOECONOMIC ASSESSMENTMarsha WijayaÎncă nu există evaluări
- Booz Company Feedstock Developments Nov26 PresentationDocument21 paginiBooz Company Feedstock Developments Nov26 PresentationHưng LucaÎncă nu există evaluări
- Benzene Methods 2520of 2520productionDocument4 paginiBenzene Methods 2520of 2520productionHưng LucaÎncă nu există evaluări
- Chevron Fuel ReportDocument96 paginiChevron Fuel ReportAndrew McCannÎncă nu există evaluări
- CEP May 09 Piping and Instrument Diagrams COADEDocument8 paginiCEP May 09 Piping and Instrument Diagrams COADERupshaBÎncă nu există evaluări
- Aromatics Và Các Phương Pháp Sản XuấtDocument24 paginiAromatics Và Các Phương Pháp Sản XuấtHưng LucaÎncă nu există evaluări
- luận án nước ngoàiDocument21 paginiluận án nước ngoàiHưng LucaÎncă nu există evaluări
- Simulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessDocument5 paginiSimulation, Sensitivity Analysis and Optimization of An Industrial Continuous Catalytic Naphtha Reforming ProcessHưng Luca100% (1)
- Motor Fuels TCH RVW - 2008Document85 paginiMotor Fuels TCH RVW - 2008Agoeng MawonÎncă nu există evaluări
- Part 1-LubeDocument133 paginiPart 1-LubeHưng Luca100% (1)
- Motor Gasolines Technical ReviewDocument124 paginiMotor Gasolines Technical Reviewpurple_onionÎncă nu există evaluări
- Diesel Fuel Tech ReviewDocument116 paginiDiesel Fuel Tech ReviewLussy MosquedaÎncă nu există evaluări
- Biodiesel 36244Document110 paginiBiodiesel 36244api-3802837100% (1)
- Part 3-LubeDocument101 paginiPart 3-LubeHưng LucaÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Uop Butamer Process: Nelson A. CusherDocument8 paginiUop Butamer Process: Nelson A. CusherBharavi K SÎncă nu există evaluări
- Princeton Solid AcidDocument6 paginiPrinceton Solid AcidChristian ChiodoÎncă nu există evaluări
- Alkylation PDFDocument7 paginiAlkylation PDFAnagha kvÎncă nu există evaluări
- Uop Pacol Dehydrogenation Process: Peter R. PujadóDocument10 paginiUop Pacol Dehydrogenation Process: Peter R. PujadóBharavi K S100% (1)
- Refinery Presentation On 07th July 07Document83 paginiRefinery Presentation On 07th July 07meenuÎncă nu există evaluări
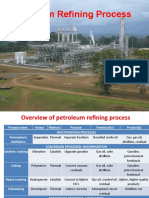
- Petroleum Refining ProcessDocument26 paginiPetroleum Refining Processdana mohammedÎncă nu există evaluări
- Catalagram 120 PDFDocument44 paginiCatalagram 120 PDFMón Quà Vô GiáÎncă nu există evaluări
- WP HFU UNIT EN-A4-hr PDFDocument8 paginiWP HFU UNIT EN-A4-hr PDFDiego CastroÎncă nu există evaluări
- Alkylation Technology StudyDocument41 paginiAlkylation Technology StudyGabriel ManavellaÎncă nu există evaluări
- 3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitDocument8 pagini3.various Units of IOCL Paradip: 3.1. Avu/Srlpg UnitAkankshya MishraÎncă nu există evaluări
- Instrumentation Part1omkarDocument173 paginiInstrumentation Part1omkaromkarvadlooriÎncă nu există evaluări
- Sez - Iii.project Description-Rev IFCDocument49 paginiSez - Iii.project Description-Rev IFCOmar SaeedÎncă nu există evaluări
- Refinery Process: Application Solutions GuideDocument168 paginiRefinery Process: Application Solutions Guide최승원Încă nu există evaluări
- 20 - Optimising FCC Operation - UOPDocument24 pagini20 - Optimising FCC Operation - UOPVirgo LeezdevilÎncă nu există evaluări
- Instrument Engineer in Refining Industry - Emerson PDFDocument192 paginiInstrument Engineer in Refining Industry - Emerson PDFRenatto Guerrero EspinozaÎncă nu există evaluări
- Uop Alkylation UnitDocument32 paginiUop Alkylation UnitMauricio Huerta JaraÎncă nu există evaluări
- Industrial Catalytic Processes Phenol PRDocument15 paginiIndustrial Catalytic Processes Phenol PRJesús MorenoÎncă nu există evaluări
- Alkylation: Tert-Butyl Ether) in Some US States Has FurtherDocument12 paginiAlkylation: Tert-Butyl Ether) in Some US States Has FurtherrujunliÎncă nu există evaluări
- Linear Alkyl BenzeneDocument4 paginiLinear Alkyl BenzeneSavita GuptaÎncă nu există evaluări
- 16 - Upgrading Olefins For Gasoline BlendingDocument21 pagini16 - Upgrading Olefins For Gasoline BlendingAbhimanyu SharmaÎncă nu există evaluări
- 4.isomerization Process (Will Be Tough by UOP)Document93 pagini4.isomerization Process (Will Be Tough by UOP)An Lê Trường100% (1)
- HF Alkylation and NExOCTANE Tech For Gasoline ProductionDocument42 paginiHF Alkylation and NExOCTANE Tech For Gasoline ProductionUsama Shakil0% (1)
- Guidelines and Application Procedures For API 578 PMI FinalDocument26 paginiGuidelines and Application Procedures For API 578 PMI Finalixotee100% (1)
- 2014 AFPM Q&A - Answer BookDocument93 pagini2014 AFPM Q&A - Answer Booksaleh4060Încă nu există evaluări
- Alkemax Sulfuric Acid Alkylation Technology: Provides Superior Blendstock For High-Octane Motor FuelsDocument2 paginiAlkemax Sulfuric Acid Alkylation Technology: Provides Superior Blendstock For High-Octane Motor FuelsEfrain TorrezÎncă nu există evaluări
- UOP Processing GuideDocument144 paginiUOP Processing GuideNattapong Pongboot100% (5)
- Integrity Matters Issue 2Document24 paginiIntegrity Matters Issue 2Randyll TarlyÎncă nu există evaluări
- Manufacture of Mono - Olefin From N-ParaffinDocument101 paginiManufacture of Mono - Olefin From N-Paraffinsandys8754Încă nu există evaluări
- K-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsDocument17 paginiK-SAAT - A Break-Through Solid Acid Alkylation Technology: Edward GriffithsmarraezÎncă nu există evaluări
- Case StudyDocument14 paginiCase StudySAYMA ARFINÎncă nu există evaluări