S-ar putea să vă placă și
- Duplex Ss WPSDocument8 paginiDuplex Ss WPSVinu Raveendran100% (1)
- Paper 5qa 002 Sa2Document12 paginiPaper 5qa 002 Sa2Siva Kumar100% (1)
- WeldDecayTesting TechSheet Sfs PDFDocument0 paginiWeldDecayTesting TechSheet Sfs PDFNooruddin SheikÎncă nu există evaluări
- Ensaio de CorrosãoDocument9 paginiEnsaio de CorrosãoLeonardo MartinsÎncă nu există evaluări
- Duplex Stainless SteelsDocument19 paginiDuplex Stainless SteelsdinaksÎncă nu există evaluări
- Outokumpu Corrosion Management News Acom 1 2014 PDFDocument8 paginiOutokumpu Corrosion Management News Acom 1 2014 PDFJoshua WalkerÎncă nu există evaluări
- Material Ferrite DeterminationDocument5 paginiMaterial Ferrite DeterminationPemburu Jablay100% (1)
- Important Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)Document18 paginiImportant Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)MubeenÎncă nu există evaluări
- Datasheet-Saf-2507-En-V2021-03-05 18 - 06 Version 1Document19 paginiDatasheet-Saf-2507-En-V2021-03-05 18 - 06 Version 1aap aapÎncă nu există evaluări
- Properties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDocument15 paginiProperties of HAZ in Two-Pass Submerged Arc Welded Large-Diameter PipeDanem HalasÎncă nu există evaluări
- Duplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Document6 paginiDuplex Stainless Steel AL 2205™ Alloy: (UNS S31803 and S32205)Dell_RevanÎncă nu există evaluări
- Meccoct18 12388Document10 paginiMeccoct18 12388MikeÎncă nu există evaluări
- Duplex Ss WeldingDocument8 paginiDuplex Ss WeldingissamlamiriÎncă nu există evaluări
- Providing High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForDocument8 paginiProviding High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForIsraelÎncă nu există evaluări
- Calculation of Pitting Resistance Equivalent NumbersDocument7 paginiCalculation of Pitting Resistance Equivalent NumbersVivi OktaviantiÎncă nu există evaluări
- Joining Copper Nickel AlloysDocument9 paginiJoining Copper Nickel AlloyshboodhaiÎncă nu există evaluări
- Guidelines For Stainlesssteel WeldingDocument90 paginiGuidelines For Stainlesssteel Weldingquiron2010Încă nu există evaluări
- Weldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau UniversityDocument16 paginiWeldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau Universitygowtham_venkat_4Încă nu există evaluări
- Alloy 6moDocument2 paginiAlloy 6moqshaath100% (1)
- Metal-Cored Gas Metal Arc Welding Electrode For Producing Welds in Zinc-Coated Steels With Minimal PorosityDocument16 paginiMetal-Cored Gas Metal Arc Welding Electrode For Producing Welds in Zinc-Coated Steels With Minimal PorosityThương LêÎncă nu există evaluări
- 718 To 316 WeldingDocument9 pagini718 To 316 WeldingRagerishcire Kanaalaq100% (1)
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 paginiMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- 307691505-Duplex-Ss-WPS 3 PDFDocument8 pagini307691505-Duplex-Ss-WPS 3 PDFsteve aÎncă nu există evaluări
- Some Pitfalls in Welding Duplex Stainless Steels PDFDocument5 paginiSome Pitfalls in Welding Duplex Stainless Steels PDFsusanwebÎncă nu există evaluări
- Carbon Steel To CoppernickelDocument13 paginiCarbon Steel To CoppernickelValli RajuÎncă nu există evaluări
- Welding of Nickel AlloysDocument4 paginiWelding of Nickel AlloysMuhammed SulfeekÎncă nu există evaluări
- Mild Steel Welding Handbook Vol 4Document2 paginiMild Steel Welding Handbook Vol 4Fasil ParuvanathÎncă nu există evaluări
- Datasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Document15 paginiDatasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Ade Indra WijayaÎncă nu există evaluări
- Final Poster PPT of ERWDocument1 paginăFinal Poster PPT of ERWMaksudur Rahman SumonÎncă nu există evaluări
- Acom87 - 1 Corrosion Engineering of High Pressure Piping in RO-PlantsDocument8 paginiAcom87 - 1 Corrosion Engineering of High Pressure Piping in RO-Plantspipedown456Încă nu există evaluări
- Welding of Ferritic/martensitic Stainless Steels: Job KnowledgeDocument2 paginiWelding of Ferritic/martensitic Stainless Steels: Job KnowledgeMuhammed SulfeekÎncă nu există evaluări
- Braze WeldingDocument2 paginiBraze Weldingkevin herryÎncă nu există evaluări
- Technical Reference On Hydrogen Compatibility of Materials: Austenitic Stainless Steels: Type 304 & 304L (Code 2101)Document19 paginiTechnical Reference On Hydrogen Compatibility of Materials: Austenitic Stainless Steels: Type 304 & 304L (Code 2101)nktiah1207Încă nu există evaluări
- Arc Welding Cracks SolidificationDocument3 paginiArc Welding Cracks SolidificationShaher YarÎncă nu există evaluări
- Grain DroppingDocument10 paginiGrain DroppingAnonymous WCzDIuHÎncă nu există evaluări
- Wem300 Welding PracticesDocument71 paginiWem300 Welding PracticesjudicejrÎncă nu există evaluări
- Metrode Duplex Welding EWDDocument7 paginiMetrode Duplex Welding EWDClaudia MmsÎncă nu există evaluări
- Duplex Stainless Steel - Part 1 - TWIDocument6 paginiDuplex Stainless Steel - Part 1 - TWItuanÎncă nu există evaluări
- Welding Duplex Stainless SteelDocument44 paginiWelding Duplex Stainless SteelTran Thanh HaoÎncă nu există evaluări
- Duplex Stainless Steel Welding - Best PracticesDocument4 paginiDuplex Stainless Steel Welding - Best PracticesjosemiguelzuÎncă nu există evaluări
- Implementation Reliability Lead Free SoldersDocument13 paginiImplementation Reliability Lead Free SoldersArvind KumarÎncă nu există evaluări
- Acom86 - 1+2 Engineering Properties of Duplex SS (2205, 2307) PDFDocument24 paginiAcom86 - 1+2 Engineering Properties of Duplex SS (2205, 2307) PDFpipedown456Încă nu există evaluări
- Implementation of Lead-Free Wave Soldering ProcessDocument15 paginiImplementation of Lead-Free Wave Soldering ProcessXuan HoangÎncă nu există evaluări
- Ferrite Limitation For SS316LDocument12 paginiFerrite Limitation For SS316LchowhkÎncă nu există evaluări
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 paginiGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Încă nu există evaluări
- Duplex WeldingDocument4 paginiDuplex WeldingVishal Sparkle QE3100% (1)
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 paginiWelding of Austenitic Stainless Steel - Part 2 - TWISumantaÎncă nu există evaluări
- A Visual GuideDocument6 paginiA Visual GuideAbd Elkarim ElshebainyÎncă nu există evaluări
- P1 To P8Document9 paginiP1 To P8Pat AuffretÎncă nu există evaluări
- Duplex Stainless Steel 2507-Spec-SheetDocument2 paginiDuplex Stainless Steel 2507-Spec-SheetAnoob NarayananÎncă nu există evaluări
- AVESTA How To Weld Duplex SteelDocument20 paginiAVESTA How To Weld Duplex SteelGMacella100% (1)
- Welding Consumables-Mild Steel BocDocument43 paginiWelding Consumables-Mild Steel Bocargentino_ar01Încă nu există evaluări
- B. Phosphoric Acid Processes It Is Estimated That Around 90% of The Phosphoric Acid (H3PO4)Document3 paginiB. Phosphoric Acid Processes It Is Estimated That Around 90% of The Phosphoric Acid (H3PO4)nÎncă nu există evaluări
- Sorelmetal: 111 Advances in Welding Ductile Iron To SteelDocument2 paginiSorelmetal: 111 Advances in Welding Ductile Iron To Steelhrk100Încă nu există evaluări
- Etals Nternational Imited: Significant Welding VariablesDocument2 paginiEtals Nternational Imited: Significant Welding VariablesSSMÎncă nu există evaluări
- 254 SMO-Outu KumpuDocument8 pagini254 SMO-Outu KumpujoseritoÎncă nu există evaluări
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesDe la EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesÎncă nu există evaluări
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyDe la EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyEvaluare: 4 din 5 stele4/5 (1)
- Dhir 1988Document11 paginiDhir 1988AhmadrazatahirÎncă nu există evaluări
- 2701 MSDSDocument5 pagini2701 MSDSAhmed Emad AhmedÎncă nu există evaluări
- Plant Design of Acetone ProductionDocument20 paginiPlant Design of Acetone ProductionMary Grace VelitarioÎncă nu există evaluări
- Catálogo de Herramientas Phoenix Contact 2Document44 paginiCatálogo de Herramientas Phoenix Contact 2Auxiliadora LopezÎncă nu există evaluări
- Shell Lubricants Tco Manufacturing PaperDocument13 paginiShell Lubricants Tco Manufacturing PaperNokiabhre WijayaÎncă nu există evaluări
- List of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022Document52 paginiList of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022RED MART100% (2)
- Energy Saving Opportunities in IndustriesDocument70 paginiEnergy Saving Opportunities in IndustriesIrawan SutionoÎncă nu există evaluări
- Stoichiometric ProblemsDocument2 paginiStoichiometric ProblemsJep Balisi PayusanÎncă nu există evaluări
- Catalogue FX03 enDocument2 paginiCatalogue FX03 enonur_guzel6403100% (1)
- Tofflon Service Engineer JD - IndonesiaDocument4 paginiTofflon Service Engineer JD - IndonesiaTamilÎncă nu există evaluări
- Is 3589Document19 paginiIs 3589kishor.kokate60% (5)
- Montacargas KalmarDocument974 paginiMontacargas KalmarJohn MkCito KI100% (12)
- Synthesis and Application of Zinc Oxide Nanoparticles On Nylon Fabric by Layer by Layer Technique As Antimicrobial PropertyDocument8 paginiSynthesis and Application of Zinc Oxide Nanoparticles On Nylon Fabric by Layer by Layer Technique As Antimicrobial PropertyÖzkan YaparÎncă nu există evaluări
- Manesty DistillationDocument15 paginiManesty DistillationGaurav Sharma0% (1)
- Cador 300 - Manual de OperacionDocument99 paginiCador 300 - Manual de OperacionAndreyna BreaÎncă nu există evaluări
- NZ Container-PartsDocument32 paginiNZ Container-PartsNagendra PratapÎncă nu există evaluări
- Catalog: Application ShowcaseDocument20 paginiCatalog: Application ShowcasecristhmartÎncă nu există evaluări
- History of The Development of Cement and Concrete (Non-HydraulicDocument2 paginiHistory of The Development of Cement and Concrete (Non-HydraulicourebooksÎncă nu există evaluări
- 938H Series Spec Sheet PDFDocument24 pagini938H Series Spec Sheet PDFLeandro SalÎncă nu există evaluări
- Electrical Maintenance VRM Shutdown Activities PlanDocument1 paginăElectrical Maintenance VRM Shutdown Activities Planabay firewÎncă nu există evaluări
- Process Technology Division: Food Supply Brewery & Beverages TechnologyDocument8 paginiProcess Technology Division: Food Supply Brewery & Beverages TechnologyR.ArumugamÎncă nu există evaluări
- Sonja ResumeDocument2 paginiSonja Resumeapi-283801127Încă nu există evaluări
- Carte Automatic TransmissionsDocument20 paginiCarte Automatic TransmissionsGigelÎncă nu există evaluări
- AEC Air Eraser Parts ListDocument2 paginiAEC Air Eraser Parts Listspaced_boyÎncă nu există evaluări
- Flushing ProcedureDocument1 paginăFlushing Proceduremahi1437Încă nu există evaluări
- Nanoparticles From Mechanical Attrition PDFDocument15 paginiNanoparticles From Mechanical Attrition PDFmmbaig1234100% (1)
- Solved SAILMT Exam Paper For Mechanical EngineerDocument12 paginiSolved SAILMT Exam Paper For Mechanical EngineerSudeesh BabuÎncă nu există evaluări
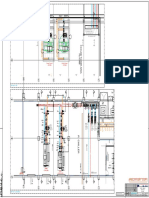
- A-16-1-0028-K-050b - Chiller-House - Plan View - 20170303Document1 paginăA-16-1-0028-K-050b - Chiller-House - Plan View - 20170303Danur RiswantoÎncă nu există evaluări
- List of Tools in Tool Store 10 04 2019Document2 paginiList of Tools in Tool Store 10 04 2019Ravishek SharmaÎncă nu există evaluări
- Aqua Gel2Document2 paginiAqua Gel2ebrahimÎncă nu există evaluări