S-ar putea să vă placă și
- Car - Id Make Model Year Date - Purchased PriceDocument1 paginăCar - Id Make Model Year Date - Purchased PriceMansi AroraÎncă nu există evaluări
- Book 1Document2 paginiBook 1Mansi AroraÎncă nu există evaluări
- Finance Homework Problems Due Wednesday March 7, 2018 Please Clearly Mark Your Answers Homework Counts 6 Points Towards Course GradeDocument6 paginiFinance Homework Problems Due Wednesday March 7, 2018 Please Clearly Mark Your Answers Homework Counts 6 Points Towards Course GradeMansi AroraÎncă nu există evaluări
- Latex Quickguide PDFDocument2 paginiLatex Quickguide PDFMalkavian KhaozÎncă nu există evaluări
- Gre WordsDocument1 paginăGre WordsMansi AroraÎncă nu există evaluări
- Numpy For PythonDocument27 paginiNumpy For PythonMansi AroraÎncă nu există evaluări
- Silk Fibers Coated With ChitosanDocument33 paginiSilk Fibers Coated With ChitosanMansi AroraÎncă nu există evaluări
- GRE PlannerDocument2 paginiGRE PlannerMansi AroraÎncă nu există evaluări
- Composites in Aerospace IndustryDocument20 paginiComposites in Aerospace IndustryMansi AroraÎncă nu există evaluări
- Composites in Aerospace IndustryDocument20 paginiComposites in Aerospace IndustryMansi AroraÎncă nu există evaluări
- DWD DtuDocument3 paginiDWD DtuMansi AroraÎncă nu există evaluări
- Composites in Aerospace IndustryDocument20 paginiComposites in Aerospace IndustryMansi AroraÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- WP05 - ACT 01 - Development 1909Document53 paginiWP05 - ACT 01 - Development 1909ramesh9966Încă nu există evaluări
- Alpha Tech India Limited - FinalDocument4 paginiAlpha Tech India Limited - FinalRahul rÎncă nu există evaluări
- Zoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesDocument13 paginiZoomlion Gulf FZE Introduction: 1.1 ME Service Support 1.2 Construction CasesArk TradingÎncă nu există evaluări
- CHAPTER I KyleDocument13 paginiCHAPTER I KyleCresiel Pontijon100% (1)
- Muscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksDocument8 paginiMuscular System Coloring Book: Now You Can Learn and Master The Muscular System With Ease While Having Fun - Pamphlet BooksducareliÎncă nu există evaluări
- Copy - of - Commonlit - Meet The Fearless Cook Who Secretly Fed and Funded The Civil Rights Movement - StudentDocument6 paginiCopy - of - Commonlit - Meet The Fearless Cook Who Secretly Fed and Funded The Civil Rights Movement - Studentlilywright08Încă nu există evaluări
- Game Audio - Tales of A Technical Sound Designer Volume 02Document154 paginiGame Audio - Tales of A Technical Sound Designer Volume 02Joshua HuÎncă nu există evaluări
- GRADE 1 MUSIC Week 1 Learning PacketsDocument16 paginiGRADE 1 MUSIC Week 1 Learning PacketsQuennie Rose EderÎncă nu există evaluări
- Jharkhand August 2014Document61 paginiJharkhand August 2014Ron 61Încă nu există evaluări
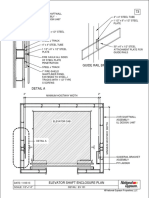
- Guide Rail Bracket AssemblyDocument1 paginăGuide Rail Bracket AssemblyPrasanth VarrierÎncă nu există evaluări
- 面向2035的新材料强国战略研究 谢曼Document9 pagini面向2035的新材料强国战略研究 谢曼hexuan wangÎncă nu există evaluări
- RRC & RabDocument14 paginiRRC & RabSyed Waqas AhmedÎncă nu există evaluări
- English 7 q3 Week2 Daily Lesson LogDocument5 paginiEnglish 7 q3 Week2 Daily Lesson LogKILVEN MASIONÎncă nu există evaluări
- ROBONIK - Prietest EasylabDocument2 paginiROBONIK - Prietest EasylabAlexis Armando Ramos C.Încă nu există evaluări
- Grammar and Oral Language Development (GOLD) : Reported By: Melyn A. Bacolcol Kate Batac Julie Ann OcampoDocument17 paginiGrammar and Oral Language Development (GOLD) : Reported By: Melyn A. Bacolcol Kate Batac Julie Ann Ocampoclara dupitasÎncă nu există evaluări
- Rated Operational Current: InstructionsDocument12 paginiRated Operational Current: InstructionsJhon SanabriaÎncă nu există evaluări
- Minimization Z Z Z Z Maximization Z Z : LP IPDocument13 paginiMinimization Z Z Z Z Maximization Z Z : LP IPSandeep Kumar JhaÎncă nu există evaluări
- Corporate Governance Guidelines GMDocument15 paginiCorporate Governance Guidelines GMWaqas MahmoodÎncă nu există evaluări
- Syllabus 9701 Chemistry AS: AS or A2 UnitsDocument4 paginiSyllabus 9701 Chemistry AS: AS or A2 UnitsHubbak KhanÎncă nu există evaluări
- Preparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesDocument10 paginiPreparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesIndhu ElangoÎncă nu există evaluări
- Haematology Test Name Results Biological Reference Interval Units Specimen Test Method CBC - Complete Blood CountDocument8 paginiHaematology Test Name Results Biological Reference Interval Units Specimen Test Method CBC - Complete Blood CountArun DheekshahÎncă nu există evaluări
- 1 s2.0 S0955221920305689 MainDocument19 pagini1 s2.0 S0955221920305689 MainJoaoÎncă nu există evaluări
- The Accreditation Committee Cityland Development CorporationDocument5 paginiThe Accreditation Committee Cityland Development Corporationthe apprenticeÎncă nu există evaluări
- Filtomat M300Document4 paginiFiltomat M300Sasa Jadrovski100% (1)
- 12 Layer PCB Manufacturing and Stack Up OptionsDocument12 pagini12 Layer PCB Manufacturing and Stack Up OptionsjackÎncă nu există evaluări
- SBR 2019 Revision KitDocument513 paginiSBR 2019 Revision KitTaskin Reza Khalid100% (1)
- Syllabus Math 305Document4 paginiSyllabus Math 305Nataly SusanaÎncă nu există evaluări
- MY-SDK-10000-EE-005 - Method Statement For Concrete Pole Installation - GVB Rev1Document7 paginiMY-SDK-10000-EE-005 - Method Statement For Concrete Pole Installation - GVB Rev1Seeths NairÎncă nu există evaluări
- Nanomedicine Lecture 2007Document59 paginiNanomedicine Lecture 200778912071Încă nu există evaluări
- PDF Cambridge Experience Readers American English Starter A Little Trouble in California Sample Chapter PDF CompressDocument11 paginiPDF Cambridge Experience Readers American English Starter A Little Trouble in California Sample Chapter PDF CompressSandra MacchiaÎncă nu există evaluări