S-ar putea să vă placă și
- Tutorial-Chapter 2 (June - Oct 2013)Document5 paginiTutorial-Chapter 2 (June - Oct 2013)paulineanakmawatÎncă nu există evaluări
- Manufacturing of StyreneDocument1 paginăManufacturing of StyreneNornadiahnadhirah MdNadzriÎncă nu există evaluări
- Tarea Extracción LiquidoDocument3 paginiTarea Extracción Liquidovanessa ramosÎncă nu există evaluări
- Problem Set 2 Part A: Kinetics Calculations for Batch ReactorsDocument1 paginăProblem Set 2 Part A: Kinetics Calculations for Batch ReactorsJannineÎncă nu există evaluări
- Introduction EthylbenzeneDocument3 paginiIntroduction Ethylbenzenesiti nur shuhadahÎncă nu există evaluări
- Platinum (II) Chloride-Catalyzed Stereoselective Domino Enyne Isomerization/Diels - Alder ReactionDocument3 paginiPlatinum (II) Chloride-Catalyzed Stereoselective Domino Enyne Isomerization/Diels - Alder ReactionDiogomussumÎncă nu există evaluări
- Extraction of Oil From Oil Cake by Soxhlet ExtractorDocument11 paginiExtraction of Oil From Oil Cake by Soxhlet Extractormahbub1332Încă nu există evaluări
- Polymer Science 406 Test 1 ReviewDocument6 paginiPolymer Science 406 Test 1 ReviewMohammad Amir AliÎncă nu există evaluări
- Tutorial Material & Energy BalanceDocument4 paginiTutorial Material & Energy BalanceMuiz ZahuriÎncă nu există evaluări
- Parametri Per L'equazione Di Antoine Ed Altre ProprietàDocument1 paginăParametri Per L'equazione Di Antoine Ed Altre ProprietàAlberto NovelloÎncă nu există evaluări
- Modulus of Elasticity of PVB-2Document2 paginiModulus of Elasticity of PVB-2songyanxinÎncă nu există evaluări
- How To Make Nano Silica From Extracted Silica Rice Husk (Discussion)Document1 paginăHow To Make Nano Silica From Extracted Silica Rice Husk (Discussion)MohdhafizFaiz MdAliÎncă nu există evaluări
- Pulp SynopsisDocument12 paginiPulp SynopsisnaiduÎncă nu există evaluări
- Extractive Distillation and Separation TechniquesDocument2 paginiExtractive Distillation and Separation TechniquesblueberrytimeÎncă nu există evaluări
- Stabilitas Beta SitosterolDocument3 paginiStabilitas Beta Sitosterolnurhayati novitaÎncă nu există evaluări
- Solubility of Carbon Dioxide in Alkanes Measured Without Phase AnalysisDocument3 paginiSolubility of Carbon Dioxide in Alkanes Measured Without Phase Analysisrezagholami87Încă nu există evaluări
- Heat Capacity Data and Formulas for 49 Inorganic and Organic CompoundsDocument7 paginiHeat Capacity Data and Formulas for 49 Inorganic and Organic CompoundsGabriel SugayaÎncă nu există evaluări
- BTX AromaticsDocument6 paginiBTX AromaticsEzekielÎncă nu există evaluări
- Liquid-Liquid Extraction (LLE)Document26 paginiLiquid-Liquid Extraction (LLE)soran najebÎncă nu există evaluări
- 2 Ethyl 2520hexanol IntroductionDocument1 pagină2 Ethyl 2520hexanol Introductionapi-3714811100% (1)
- Ethylene GlycolsDocument8 paginiEthylene GlycolsTanzim ZaidiÎncă nu există evaluări
- Spheripol Web ArtDocument2 paginiSpheripol Web ArtnahulaeÎncă nu există evaluări
- AKD ASA Paper Sizing ChemicalsDocument2 paginiAKD ASA Paper Sizing Chemicalsmaheshgir5844100% (1)
- Toluene MethylationDocument18 paginiToluene MethylationVăn Đại - BKHNÎncă nu există evaluări
- Separation ProcessesDocument3 paginiSeparation ProcessesJoshua SolomonÎncă nu există evaluări
- AnDocument4 paginiAnBidyasagar TalukdarÎncă nu există evaluări
- Vacuum Distillation DillaDocument3 paginiVacuum Distillation DillaRifqi Dwi RamadhaniÎncă nu există evaluări
- Dimethyl TerephthalateDocument5 paginiDimethyl TerephthalateEver PerezÎncă nu există evaluări
- Crops of TruthDocument47 paginiCrops of Truthyoann666100% (1)
- Simple DistillationDocument5 paginiSimple DistillationinstrutechÎncă nu există evaluări
- Reductions PPT 29-08-2020Document12 paginiReductions PPT 29-08-2020jkc collegeÎncă nu există evaluări
- Molecular Weight of Carbopol and PemulenDocument3 paginiMolecular Weight of Carbopol and PemulenMawarniÎncă nu există evaluări
- Distillation Theory of Pentane and HexaneDocument4 paginiDistillation Theory of Pentane and HexaneKeshab PradhanÎncă nu există evaluări
- 2 Ethyl 2520hexanol - Introduction PDFDocument1 pagină2 Ethyl 2520hexanol - Introduction PDFJacky WongÎncă nu există evaluări
- From The Arrhenius To The Clausius-Clapeyron Equation: Igor NovakDocument2 paginiFrom The Arrhenius To The Clausius-Clapeyron Equation: Igor NovakJonathanÎncă nu există evaluări
- Palaganas Hw2 Che 197Document5 paginiPalaganas Hw2 Che 197Elah Palaganas100% (1)
- Chapter 1 Feasibility StudyDocument102 paginiChapter 1 Feasibility Studyolescoot67% (3)
- Surface ChemistryDocument5 paginiSurface ChemistryHarish DharavathÎncă nu există evaluări
- Polybutadiene Rubber Properties and UsesDocument3 paginiPolybutadiene Rubber Properties and UsesHamzah A. LaftaÎncă nu există evaluări
- Fractional DistillationDocument15 paginiFractional DistillationAlyan Srijaya0% (1)
- Pinch Analysis For Cumene ProductionDocument1 paginăPinch Analysis For Cumene ProductionCarlos FrançaÎncă nu există evaluări
- Experiment No.8 Cyclone SeparatorDocument3 paginiExperiment No.8 Cyclone SeparatorShubham KumarÎncă nu există evaluări
- Surface Tension of Aqueous Glycol SolutionsDocument2 paginiSurface Tension of Aqueous Glycol SolutionsJack Yoseph Martinez OrtegaÎncă nu există evaluări
- Fractional Distillation Separates Vodka ComponentsDocument4 paginiFractional Distillation Separates Vodka ComponentsJanine LauretaÎncă nu există evaluări
- Fractional DistillationDocument5 paginiFractional Distillationihack_101Încă nu există evaluări
- CHEM35.1 E4 Free-Radical Polymerization of StyreneDocument4 paginiCHEM35.1 E4 Free-Radical Polymerization of StyreneGlenn Vincent TumimbangÎncă nu există evaluări
- Solution Polymerization of Styrene (10.54% YieldDocument4 paginiSolution Polymerization of Styrene (10.54% YieldMatthew Ong75% (4)
- Tartaric Acid: Key Properties and Uses in WinemakingDocument2 paginiTartaric Acid: Key Properties and Uses in WinemakingAina ReduzanÎncă nu există evaluări
- Chapter 2Document10 paginiChapter 2Berry101Încă nu există evaluări
- "Production of Ethanol From Bagasse PDFDocument64 pagini"Production of Ethanol From Bagasse PDFGimei Benedict100% (1)
- Gas Liquid Absorption ExperimentDocument13 paginiGas Liquid Absorption ExperimentShivansh SinghÎncă nu există evaluări
- Extraction of Essential Oil from Orange PeelDocument67 paginiExtraction of Essential Oil from Orange Peelfanus100% (1)
- A Project Report Submitted By: in Partial Fulfilment For The Award of The DegreeDocument91 paginiA Project Report Submitted By: in Partial Fulfilment For The Award of The DegreeHari BharathiÎncă nu există evaluări
- 1,3 Butadiene: (Extraction From Mixed C)Document2 pagini1,3 Butadiene: (Extraction From Mixed C)Rudy Mamani CuellarÎncă nu există evaluări
- Amino ResinsDocument1 paginăAmino ResinsMuthu KumarÎncă nu există evaluări
- Chem 31.1 DistillationDocument3 paginiChem 31.1 DistillationMonroe OrlinaÎncă nu există evaluări
- Separating gases with membranes and adsorptionDocument4 paginiSeparating gases with membranes and adsorptionHanee Farzana HizaddinÎncă nu există evaluări
- 1165r05320801 Mass Transfer Operations IIDocument9 pagini1165r05320801 Mass Transfer Operations IIsobichemÎncă nu există evaluări
- Che F244 1183 C 2015 2Document4 paginiChe F244 1183 C 2015 2shubhamÎncă nu există evaluări
- Tutorial 4 Che422 Spring 2015Document3 paginiTutorial 4 Che422 Spring 2015tarhuni100% (2)
- Development of Antioxidant Packaging MaterialDocument7 paginiDevelopment of Antioxidant Packaging MaterialAmesh ChiyogamiÎncă nu există evaluări
- Polymer DegradationDocument10 paginiPolymer DegradationMeiimeii Puri IqbalbalLzÎncă nu există evaluări
- Minyak JelantahDocument8 paginiMinyak JelantahRiyadi HaykalÎncă nu există evaluări
- Fuwafuwa TimeDocument6 paginiFuwafuwa TimeAmesh ChiyogamiÎncă nu există evaluări
- Lyrics GEMINI-0-eternal - Alice Nine: Romaji KanjiDocument2 paginiLyrics GEMINI-0-eternal - Alice Nine: Romaji KanjiAmesh ChiyogamiÎncă nu există evaluări
- HE3 - Semi-Batch Reactor - Text PDFDocument5 paginiHE3 - Semi-Batch Reactor - Text PDFAmesh ChiyogamiÎncă nu există evaluări
- Grafik KalorimeterDocument4 paginiGrafik KalorimeterAmesh ChiyogamiÎncă nu există evaluări
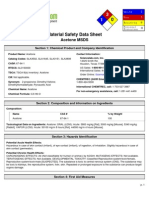
- MSDS AcetoneDocument6 paginiMSDS AcetonePiyush GundechaÎncă nu există evaluări
- Urea Formaldehid MSDSDocument3 paginiUrea Formaldehid MSDSAmesh ChiyogamiÎncă nu există evaluări
- MSDS AcetoneDocument6 paginiMSDS AcetonePiyush GundechaÎncă nu există evaluări
- Origami Ice CreamDocument2 paginiOrigami Ice CreamAmesh Chiyogami100% (1)
- Teaching and Learning ResourcesDocument4 paginiTeaching and Learning ResourcesTey Lee PohÎncă nu există evaluări
- 2-STM Answers SokhaDocument6 pagini2-STM Answers SokhamenghokcÎncă nu există evaluări
- A Short Example Presentation On Molecules Slash Molecular Chemistry in LatexDocument8 paginiA Short Example Presentation On Molecules Slash Molecular Chemistry in LatexintangibilidadeÎncă nu există evaluări
- Some Technical Aspects of Open Pit Mine Dewatering: Section2Document11 paginiSome Technical Aspects of Open Pit Mine Dewatering: Section2Thiago MarquesÎncă nu există evaluări
- Laptop repair messageDocument3 paginiLaptop repair messagePonpes Manbaul MaarifÎncă nu există evaluări
- Assignment - Stocks and CBDocument2 paginiAssignment - Stocks and CBGhulam HassanÎncă nu există evaluări
- Applied SciencesDocument25 paginiApplied SciencesMario BarbarossaÎncă nu există evaluări
- Conics, Parametric Equations, and Polar CoordinatesDocument34 paginiConics, Parametric Equations, and Polar CoordinatesGARO OHANOGLUÎncă nu există evaluări
- HandoutDocument4 paginiHandoutZack CullenÎncă nu există evaluări
- Blink CodesDocument3 paginiBlink CodesNightin VargheseÎncă nu există evaluări
- Ballari City Corporation: Government of KarnatakaDocument37 paginiBallari City Corporation: Government of KarnatakaManish HbÎncă nu există evaluări
- De Thi Thu Tuyen Sinh Lop 10 Mon Anh Ha Noi Nam 2022 So 2Document6 paginiDe Thi Thu Tuyen Sinh Lop 10 Mon Anh Ha Noi Nam 2022 So 2Ngọc LinhÎncă nu există evaluări
- Boat DesignDocument8 paginiBoat DesignporkovanÎncă nu există evaluări
- Reasons for Conducting Qualitative ResearchDocument12 paginiReasons for Conducting Qualitative ResearchMa. Rhona Faye MedesÎncă nu există evaluări
- Bond Strength of Normal-to-Lightweight Concrete InterfacesDocument9 paginiBond Strength of Normal-to-Lightweight Concrete InterfacesStefania RinaldiÎncă nu există evaluări
- Chapter 9 Screw ConveyorsDocument7 paginiChapter 9 Screw ConveyorsMarew Getie100% (1)
- Youtube SrsDocument23 paginiYoutube Srsabhinandan PandeyÎncă nu există evaluări
- List of OperationsDocument3 paginiList of OperationsGibs_9122100% (3)
- Optra - NubiraDocument37 paginiOptra - NubiraDaniel Castillo PeñaÎncă nu există evaluări
- Canary TreatmentDocument117 paginiCanary TreatmentRam KLÎncă nu există evaluări
- GTA Max Profit Bunker Locations Update v1.4Document1 paginăGTA Max Profit Bunker Locations Update v1.4Sam FarrelÎncă nu există evaluări
- TheSun 2008-11-04 Page16 Asian Stocks Rally Continues On Policy HopesDocument1 paginăTheSun 2008-11-04 Page16 Asian Stocks Rally Continues On Policy HopesImpulsive collectorÎncă nu există evaluări
- Primary Checkpoint - Science (0846) October 2016 Paper 2 MSDocument12 paginiPrimary Checkpoint - Science (0846) October 2016 Paper 2 MSdinakarc78% (9)
- Organization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcDocument32 paginiOrganization & Management: Manuel L. Hermosa, RN, Mba, Man, Edd, LPT, MaedcManny HermosaÎncă nu există evaluări
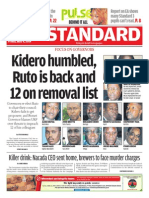
- The Standard 09.05.2014Document96 paginiThe Standard 09.05.2014Zachary Monroe100% (1)
- 935 Ubi PBK Statement PDFDocument20 pagini935 Ubi PBK Statement PDFTECHNO ACCOUNTÎncă nu există evaluări
- Interviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonDocument8 paginiInterviews: Personal Interview. Advantages and Disadvantages Business Is Largely A Social PhenomenonSanjeev JayaratnaÎncă nu există evaluări
- Chiller Carrier - 30gn-9siDocument28 paginiChiller Carrier - 30gn-9siZJ Limited (ZJLimited)Încă nu există evaluări
- Parts of A Computer With Their FunctionsDocument19 paginiParts of A Computer With Their FunctionsJaried SumbaÎncă nu există evaluări