S-ar putea să vă placă și
- Aggregate Sub-Base Course and Base Course: Engr. Juniffen I. Tacadena, Meng-Ce, Pe-1, Me-1Document24 paginiAggregate Sub-Base Course and Base Course: Engr. Juniffen I. Tacadena, Meng-Ce, Pe-1, Me-1T JÎncă nu există evaluări
- D1330.17885-1 - Vol. 09.02Document2 paginiD1330.17885-1 - Vol. 09.02Jignesh TrivediÎncă nu există evaluări
- SSPC Ab 1Document5 paginiSSPC Ab 1anoopkumarÎncă nu există evaluări
- En 12513-2000 PDFDocument12 paginiEn 12513-2000 PDFSrinivasan Krishnamoorthy100% (1)
- Automotive Gray Iron Castings: Standard Specification ForDocument5 paginiAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezÎncă nu există evaluări
- Astm A143a143m.20Document4 paginiAstm A143a143m.20safak kahramanÎncă nu există evaluări
- Evaluating Coatings For High Temperature Service: Standard Test Methods ForDocument3 paginiEvaluating Coatings For High Temperature Service: Standard Test Methods ForFernando Berrospi Garay100% (1)
- Astm A126Document3 paginiAstm A126banglvhÎncă nu există evaluări
- A 941 - 04 QTK0MQDocument7 paginiA 941 - 04 QTK0MQTrầnHữuHòaÎncă nu există evaluări
- Technology Update No. 7Document24 paginiTechnology Update No. 7aRiTo!Încă nu există evaluări
- Determination of Saponification ValueDocument2 paginiDetermination of Saponification Valuetrs22Încă nu există evaluări
- The Gibbs Phase Rule RevisitedDocument3 paginiThe Gibbs Phase Rule Revisitedleizar_death640% (1)
- Astm A53 A53m PDFDocument39 paginiAstm A53 A53m PDFAadarsh Kumar ShitalÎncă nu există evaluări
- Astm G 44 - 99 - RZQ0Document4 paginiAstm G 44 - 99 - RZQ0Samuel EduardoÎncă nu există evaluări
- Astm B446-08Document5 paginiAstm B446-08Srinivasan KrishnamoorthyÎncă nu există evaluări
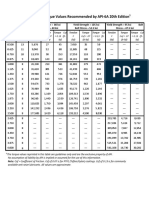
- Flange Bolting Torque Values API 6ADocument1 paginăFlange Bolting Torque Values API 6Aparthameister100% (1)
- Astm 860Document9 paginiAstm 860Pilar Medrano MenaÎncă nu există evaluări
- SSPC Pa2Document8 paginiSSPC Pa2Sergio CoRnejoÎncă nu există evaluări
- ASTM F363 Gaskets Corrosion TestingDocument3 paginiASTM F363 Gaskets Corrosion TestingDieguitoOmarMoralesÎncă nu există evaluări
- F1267-12 Standard Specification For Metal, Expanded, SteelDocument8 paginiF1267-12 Standard Specification For Metal, Expanded, Steeltjt4779100% (2)
- Pages From ASME B31.3 2018 PDFDocument6 paginiPages From ASME B31.3 2018 PDFAli AdnanÎncă nu există evaluări
- Mini Project StyereneDocument25 paginiMini Project StyereneMard Apik100% (1)
- C871Document5 paginiC871dinhtung2210Încă nu există evaluări
- Astm A 403Document7 paginiAstm A 403Gustavo276Încă nu există evaluări
- Astm A 790-2020Document10 paginiAstm A 790-2020Mohammed AliÎncă nu există evaluări
- SURFACTANTS ppt-1Document33 paginiSURFACTANTS ppt-1Ashraf Shaikh75% (4)
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 paginiApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawÎncă nu există evaluări
- Sa 961 PDFDocument10 paginiSa 961 PDFaruntpeÎncă nu există evaluări
- Astm A387 A387m-06 PDFDocument6 paginiAstm A387 A387m-06 PDFMohammad Akhtar AnsariÎncă nu există evaluări
- Astm B299-088Document3 paginiAstm B299-088Srinivasan KrishnamoorthyÎncă nu există evaluări
- Slop Oil and Oily Sludge Recovery Brochure - tcm11 68550Document16 paginiSlop Oil and Oily Sludge Recovery Brochure - tcm11 68550Irelena RomeroÎncă nu există evaluări
- Astm A707 PDFDocument5 paginiAstm A707 PDFCristian OtivoÎncă nu există evaluări
- Astm A293-2022Document10 paginiAstm A293-2022CarlosÎncă nu există evaluări
- BS en 1562-1997Document10 paginiBS en 1562-1997Srinivasan KrishnamoorthyÎncă nu există evaluări
- BS en 1562-1997Document10 paginiBS en 1562-1997Srinivasan KrishnamoorthyÎncă nu există evaluări
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 paginiASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaÎncă nu există evaluări
- ASTM A572 Grade 50: General Product DescriptionDocument1 paginăASTM A572 Grade 50: General Product Descriptionawesome_600Încă nu există evaluări
- A434Document3 paginiA434alirioÎncă nu există evaluări
- Castings, Austenitic, For Pressure-Containing PartsDocument7 paginiCastings, Austenitic, For Pressure-Containing Partsist93993100% (1)
- Astm B393-09Document6 paginiAstm B393-09Srinivasan KrishnamoorthyÎncă nu există evaluări
- AluminiumDocument19 paginiAluminiumAnkur Jain100% (1)
- ASTM A194 A194M 2022 InglesDocument3 paginiASTM A194 A194M 2022 InglesErickÎncă nu există evaluări
- Common Requirements For Wrought Steel Piping FittingsDocument10 paginiCommon Requirements For Wrought Steel Piping FittingsLemir LopezÎncă nu există evaluări
- Astm B344-01Document3 paginiAstm B344-01Srinivasan KrishnamoorthyÎncă nu există evaluări
- Abrasive Specification No. 2Document4 paginiAbrasive Specification No. 2Dang Thanh TuanÎncă nu există evaluări
- A500/a500m - 09Document5 paginiA500/a500m - 09Jeff GallandÎncă nu există evaluări
- BIOBASE Autoclave BKQ-H300 User ManualDocument47 paginiBIOBASE Autoclave BKQ-H300 User ManualBayardo AlvaradoÎncă nu există evaluări
- A573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1Document2 paginiA573 A573M-00 Structural Carbon Steel Plates of Improved Toughness1AckmonÎncă nu există evaluări
- Astm A126 PDFDocument3 paginiAstm A126 PDFCarlos DueñasÎncă nu există evaluări
- G50Document5 paginiG50FrengkiÎncă nu există evaluări
- Astm A 506 - 00Document4 paginiAstm A 506 - 00Alvaro HernandezÎncă nu există evaluări
- Jis G3466Document9 paginiJis G3466魏雨辰Încă nu există evaluări
- Astm A 490Document6 paginiAstm A 490Pedro Diaz UzcateguiÎncă nu există evaluări
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 paginiCopper-Brazed Steel Tubing: Standard Specification Forrgi178Încă nu există evaluări
- Astm A319Document2 paginiAstm A319Mailson RochaÎncă nu există evaluări
- ASTZM E1476-97 Metals Sorting Guide PDFDocument12 paginiASTZM E1476-97 Metals Sorting Guide PDFKewell LimÎncă nu există evaluări
- Astm A106 1999Document13 paginiAstm A106 1999Rolando CastilloÎncă nu există evaluări
- A 455 - A 455M - 12a PDFDocument3 paginiA 455 - A 455M - 12a PDFأسامة وحيد الدين رمضانÎncă nu există evaluări
- Nace Withdrawn Standards PDFDocument2 paginiNace Withdrawn Standards PDFyusbelis0% (1)
- Asme Section II A-2 Sa-592 Sa-592mDocument4 paginiAsme Section II A-2 Sa-592 Sa-592mAnonymous GhPzn1xÎncă nu există evaluări
- U1CDocument4 paginiU1CAdriana HernandezÎncă nu există evaluări
- C156 PDFDocument5 paginiC156 PDFMateriales FicÎncă nu există evaluări
- A194a194m 17Document13 paginiA194a194m 17jcarlos7411Încă nu există evaluări
- A485 PDFDocument4 paginiA485 PDFProduction DepartmentÎncă nu există evaluări
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 paginiAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezÎncă nu există evaluări
- A276a276m 2023Document8 paginiA276a276m 20237620383tlÎncă nu există evaluări
- A255 10 PDFDocument26 paginiA255 10 PDFwinky100% (2)
- D946D946M 15.pdf (EngPedia - Ir)Document2 paginiD946D946M 15.pdf (EngPedia - Ir)Baba Mountain Gem ServicesÎncă nu există evaluări
- A606a606m 2895Document4 paginiA606a606m 2895Jaleel ClaasenÎncă nu există evaluări
- Astm A 450Document10 paginiAstm A 450Telmo VianaÎncă nu există evaluări
- Astm A240-16Document14 paginiAstm A240-16VIPAN RAIÎncă nu există evaluări
- Astm A131 2019 PDFDocument8 paginiAstm A131 2019 PDFazam RazzaqÎncă nu există evaluări
- Astm2241 09 PDFDocument9 paginiAstm2241 09 PDFPaola MenaÎncă nu există evaluări
- Astm C305-06Document3 paginiAstm C305-06EliKax!Încă nu există evaluări
- Chromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceDocument2 paginiChromium, Chromium-Nickel, and Silicon Alloy Steel Bars and Shapes For Corrosion and Heat-Resisting ServiceGustavo SuarezÎncă nu există evaluări
- A 748 - A 748M - 87 R03 Qtc0oc9bnzq4tq - PDFDocument2 paginiA 748 - A 748M - 87 R03 Qtc0oc9bnzq4tq - PDFMung Duong XuanÎncă nu există evaluări
- Ni-Fe-Cr-Mo-Cu-N Low-Carbon Alloys (UNS N08925, UNS N08031, UNS N08354, and UNS N08926), and Cr-Ni-Fe-N Low-Carbon Alloy (UNS R20033) Bar and Wire, and Ni-Cr-Fe-Mo-N Alloy (UNS N08936) WireDocument7 paginiNi-Fe-Cr-Mo-Cu-N Low-Carbon Alloys (UNS N08925, UNS N08031, UNS N08354, and UNS N08926), and Cr-Ni-Fe-N Low-Carbon Alloy (UNS R20033) Bar and Wire, and Ni-Cr-Fe-Mo-N Alloy (UNS N08936) WireSrinivasan KrishnamoorthyÎncă nu există evaluări
- Din en Iso 945 - 1994Document12 paginiDin en Iso 945 - 1994Srinivasan Krishnamoorthy100% (2)
- B477-1997 (2008)Document3 paginiB477-1997 (2008)Srinivasan KrishnamoorthyÎncă nu există evaluări
- B424 05Document4 paginiB424 05Srinivasan KrishnamoorthyÎncă nu există evaluări
- Standard Specification For: Designation: B546 - 04 (Reapproved 2009)Document4 paginiStandard Specification For: Designation: B546 - 04 (Reapproved 2009)Srinivasan KrishnamoorthyÎncă nu există evaluări
- Nickel-Iron-Chromium-Silicon Alloys (UNS N08330 and N08332) Seamless Pipe and TubeDocument3 paginiNickel-Iron-Chromium-Silicon Alloys (UNS N08330 and N08332) Seamless Pipe and TubeSrinivasan KrishnamoorthyÎncă nu există evaluări
- B364 96Document3 paginiB364 96Srinivasan KrishnamoorthyÎncă nu există evaluări
- Ducast, Dubai Location MapDocument2 paginiDucast, Dubai Location MapSrinivasan KrishnamoorthyÎncă nu există evaluări
- Wrought Zirconium and Zirconium Alloy Seamless and Welded Tubes For Nuclear Service (Except Nuclear Fuel Cladding)Document18 paginiWrought Zirconium and Zirconium Alloy Seamless and Welded Tubes For Nuclear Service (Except Nuclear Fuel Cladding)Srinivasan KrishnamoorthyÎncă nu există evaluări
- Nickel Rod and Bar: Standard Specification ForDocument6 paginiNickel Rod and Bar: Standard Specification ForSrinivasan KrishnamoorthyÎncă nu există evaluări
- Astm 1394-2009Document4 paginiAstm 1394-2009Srinivasan KrishnamoorthyÎncă nu există evaluări
- Zirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationDocument6 paginiZirconium and Zirconium Alloy Sheet, Strip, and Plate For Nuclear ApplicationSrinivasan KrishnamoorthyÎncă nu există evaluări
- B551 07Document10 paginiB551 07Srinivasan KrishnamoorthyÎncă nu există evaluări
- B932-2004 (2010)Document3 paginiB932-2004 (2010)Srinivasan KrishnamoorthyÎncă nu există evaluări
- B413 08Document3 paginiB413 08Srinivasan KrishnamoorthyÎncă nu există evaluări
- Measuring Voltage Drop On Closed Arcing Contacts: Standard Guide ForDocument3 paginiMeasuring Voltage Drop On Closed Arcing Contacts: Standard Guide ForSrinivasan KrishnamoorthyÎncă nu există evaluări
- Astm B335-08Document4 paginiAstm B335-08Srinivasan KrishnamoorthyÎncă nu există evaluări
- Astm B476-06Document4 paginiAstm B476-06Srinivasan KrishnamoorthyÎncă nu există evaluări
- XTRACT: A Tool For Axial Force - Ultimate Curvature InteractionsDocument9 paginiXTRACT: A Tool For Axial Force - Ultimate Curvature InteractionscvlengÎncă nu există evaluări
- Literature Review of BearingDocument5 paginiLiterature Review of Bearingea4c954q100% (1)
- Ibrahim Ahmadzai Syn CorrectedDocument10 paginiIbrahim Ahmadzai Syn CorrectedzahidÎncă nu există evaluări
- Silt CurtainDocument3 paginiSilt CurtainarvindkaushikÎncă nu există evaluări
- GE SSG4000 UltraGlaze DatasheetDocument8 paginiGE SSG4000 UltraGlaze DatasheetTomÎncă nu există evaluări
- Magnetic HysteresisDocument4 paginiMagnetic HysteresisSandipan SamantaÎncă nu există evaluări
- 510 (K) Guideline For Bone AnchorsDocument19 pagini510 (K) Guideline For Bone AnchorsKarishmaÎncă nu există evaluări
- Application of Nanoparticles in Biofuels - An OverviewDocument18 paginiApplication of Nanoparticles in Biofuels - An OverviewYashvir SinghÎncă nu există evaluări
- Conventional Lightning Protection System Components - Part ThreeDocument17 paginiConventional Lightning Protection System Components - Part ThreeHansika RajapakshaÎncă nu există evaluări
- Swimming Pool BOQ - Water ProofingDocument2 paginiSwimming Pool BOQ - Water ProofingStephen RajÎncă nu există evaluări
- SG 6.6-155 - Estimated Foundation Design T122.5-51ADocument4 paginiSG 6.6-155 - Estimated Foundation Design T122.5-51AJIMYJONÎncă nu există evaluări
- Chapter14 (Solutions)Document96 paginiChapter14 (Solutions)Kaye DomingoÎncă nu există evaluări
- The Behaviour of Organic Compounds in Sulphuric Acid PDFDocument27 paginiThe Behaviour of Organic Compounds in Sulphuric Acid PDFTazkiyatan IsriaÎncă nu există evaluări
- ParvejDocument8 paginiParvejjhparvejÎncă nu există evaluări
- Roxas PWD BuildingDocument32 paginiRoxas PWD BuildingDennis SariegoÎncă nu există evaluări
- Pipe and Equipment Install Manual (Pyrogel)Document4 paginiPipe and Equipment Install Manual (Pyrogel)EdinsonÎncă nu există evaluări
- Silglaze N 10Document2 paginiSilglaze N 10Hanafi MansorÎncă nu există evaluări
- Exceed XP 8784 SeriesDocument2 paginiExceed XP 8784 SeriesAli RazuÎncă nu există evaluări
- A Seminar Report On: Production of Ball BearingDocument25 paginiA Seminar Report On: Production of Ball BearingParveen KumarÎncă nu există evaluări
- Staircase DesignDocument28 paginiStaircase DesignIbnuyusoff77Încă nu există evaluări
- LPP BiomoleculesDocument6 paginiLPP BiomoleculesAashiÎncă nu există evaluări