S-ar putea să vă placă și
- RR C 271DDocument53 paginiRR C 271DJomon Varghese100% (1)
- Hydrostatic Test 3.1Document1 paginăHydrostatic Test 3.1yogitatanavadeÎncă nu există evaluări
- THIELE Grade80 A5 EnglishDocument52 paginiTHIELE Grade80 A5 EnglishalpÎncă nu există evaluări
- Sabs GuideDocument3 paginiSabs Guidealextentwenty0% (1)
- Iso 3874 1997Document87 paginiIso 3874 1997ferruxo69Încă nu există evaluări
- Owen Falls MovementsDocument12 paginiOwen Falls Movementssemuwemba100% (2)
- As 2740-2001 Wedge-Type SocketsDocument7 paginiAs 2740-2001 Wedge-Type SocketsSAI Global - APACÎncă nu există evaluări
- En 10204Document9 paginiEn 10204Uthayan SPÎncă nu există evaluări
- Tecnoplast SRL - Product ListDocument44 paginiTecnoplast SRL - Product Listbarino1966Încă nu există evaluări
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 paginiWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiÎncă nu există evaluări
- Product Maintenance Information: KM SeriesDocument12 paginiProduct Maintenance Information: KM Seriesdzamir203Încă nu există evaluări
- Weld Repair AWS D1.1Document3 paginiWeld Repair AWS D1.1Hemant PatelÎncă nu există evaluări
- BS 7262 1990Document27 paginiBS 7262 1990Ashim SadeghmomtazÎncă nu există evaluări
- En 1496Document13 paginiEn 1496Lavish LokhandeÎncă nu există evaluări
- Carbon Arc Cutting PDFDocument44 paginiCarbon Arc Cutting PDFMark InnesÎncă nu există evaluări
- Lifting EquipmentDocument10 paginiLifting EquipmentMohamedÎncă nu există evaluări
- LEEA-059-1 Documentation and Marking - Part 1 Manual Lifting Machines - Version 2 PDFDocument14 paginiLEEA-059-1 Documentation and Marking - Part 1 Manual Lifting Machines - Version 2 PDFopreamihÎncă nu există evaluări
- Cargo Net l3 Ast Le Adma 314Document6 paginiCargo Net l3 Ast Le Adma 314Anwar DeenÎncă nu există evaluări
- Holiday Detector PoroTest 7 enDocument4 paginiHoliday Detector PoroTest 7 enabcÎncă nu există evaluări
- Rules For Lifting Appliances 1Document62 paginiRules For Lifting Appliances 1TIZIANO CIVIDINOÎncă nu există evaluări
- ./ #Omponents For Slings 3afety 0art Orged Steel Components 'RadeDocument6 pagini./ #Omponents For Slings 3afety 0art Orged Steel Components 'RadePrasanth VarrierÎncă nu există evaluări
- Questionnaire Manufacturer Assessment PDFDocument27 paginiQuestionnaire Manufacturer Assessment PDFulasÎncă nu există evaluări
- ShackleDocument2 paginiShackleRizwan Ahmed100% (1)
- Method of Statement PDFDocument7 paginiMethod of Statement PDFSakib AyubÎncă nu există evaluări
- International Standard: Cranes - Inspections - GeneralDocument6 paginiInternational Standard: Cranes - Inspections - GeneralNational MarineÎncă nu există evaluări
- Astm F 541-04Document6 paginiAstm F 541-04Jorge ToribioÎncă nu există evaluări
- Product CatalogueDocument44 paginiProduct CatalogueTo Van TinhÎncă nu există evaluări
- BS 4278 Eyebolts For Lifting Purposes PDFDocument14 paginiBS 4278 Eyebolts For Lifting Purposes PDFmoha1984167% (3)
- Earth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresDocument69 paginiEarth-Moving Machinery - Laboratory Tests and Performance Requirements For Roll-Over Protective Structures - Metallic StructuresMontineriÎncă nu există evaluări
- Gantrail Welded Base Fixing: SpecificationsDocument2 paginiGantrail Welded Base Fixing: Specificationsaandueza_1Încă nu există evaluări
- F 1. 50 KG For 5 Min 2. 150 KG For 5 Min F 22 KN For Type A F 18 KN For Type BDocument2 paginiF 1. 50 KG For 5 Min 2. 150 KG For 5 Min F 22 KN For Type A F 18 KN For Type BMauricio GaviriaÎncă nu există evaluări
- Thorough Examination of Lifting Tables: GuidelineDocument11 paginiThorough Examination of Lifting Tables: Guidelineairdrop makrotestÎncă nu există evaluări
- LEEA-016 Correspondence Course Prospectus 2012-13docDocument7 paginiLEEA-016 Correspondence Course Prospectus 2012-13docAjith KumarÎncă nu există evaluări
- Copie de Standards Check ListDocument7 paginiCopie de Standards Check ListAbakar MahamatÎncă nu există evaluări
- 2012 OL1 1.2 E Student 017717 Marker 42Document3 pagini2012 OL1 1.2 E Student 017717 Marker 42alexedamalaÎncă nu există evaluări
- Sans2415 PDFDocument27 paginiSans2415 PDFCwenga CwestarÎncă nu există evaluări
- Horizontal Lifeline Systems GuidelineDocument4 paginiHorizontal Lifeline Systems GuidelinemohanÎncă nu există evaluări
- ISO 19840 2004 en PreviewDocument8 paginiISO 19840 2004 en PreviewBalbhim JagdaleÎncă nu există evaluări
- 13480-5 - 2017 - EN-Inspection and TestingDocument34 pagini13480-5 - 2017 - EN-Inspection and TestingPaulo VidasinhaÎncă nu există evaluări
- LEEA-080 Information On EU Use of Work Equipment Legislation Version 1 March 2020Document36 paginiLEEA-080 Information On EU Use of Work Equipment Legislation Version 1 March 2020GaniyuÎncă nu există evaluări
- Technical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedDocument20 paginiTechnical Data Manual: Developed & Manufactured in The UK by Millfield Enterprises (Manufacturing) LimitedAlberto CárdenasÎncă nu există evaluări
- Aws A2.4 - 1998 PDFDocument118 paginiAws A2.4 - 1998 PDFLongTuanÎncă nu există evaluări
- Iso 8792 1986Document9 paginiIso 8792 1986Ather SeemabÎncă nu există evaluări
- Iso 4310 - 2009 Cranes - Test Code and Procedures - PDFDocument19 paginiIso 4310 - 2009 Cranes - Test Code and Procedures - PDFpranayasharma022Încă nu există evaluări
- StandardsDocument7 paginiStandardsmac1677Încă nu există evaluări
- h02b CranesDocument3 paginih02b CranesDheeraj KumarÎncă nu există evaluări
- Australian Standard: Cranes, Hoists and Winches-Safe Use Part 1: General RequirementsDocument8 paginiAustralian Standard: Cranes, Hoists and Winches-Safe Use Part 1: General RequirementsMaxaÎncă nu există evaluări
- HR RPP-40736 R1 - Freight Container Lifting StandardsDocument28 paginiHR RPP-40736 R1 - Freight Container Lifting StandardsMinh Nguyen VanÎncă nu există evaluări
- m571c XL Cat d7g Web Spec SheetDocument2 paginim571c XL Cat d7g Web Spec SheetRahmat RiskiÎncă nu există evaluări
- 1 - 2012 - Cranes - Wheels and Tracks Copy-TRDocument28 pagini1 - 2012 - Cranes - Wheels and Tracks Copy-TRmehmet türeÎncă nu există evaluări
- DNV, TIFF TIN For Case-Hardened GearsDocument6 paginiDNV, TIFF TIN For Case-Hardened GearsPeter Carden100% (1)
- Quick Lashing Guide ForankraDocument15 paginiQuick Lashing Guide ForankraSebastian ZarzyckiÎncă nu există evaluări
- 5102037E - 120 - User ManualTX, TXS, TXR PDFDocument76 pagini5102037E - 120 - User ManualTX, TXS, TXR PDFAbhijeet SahuÎncă nu există evaluări
- A Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIDocument8 paginiA Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIMUHAMMAD FAHAD RANAÎncă nu există evaluări
- A Comparison of BS en 287 Part 1 9606Document2 paginiA Comparison of BS en 287 Part 1 9606Amin ThabetÎncă nu există evaluări
- A Comparison of ISO 15614 Part 1 and ASME IXDocument2 paginiA Comparison of ISO 15614 Part 1 and ASME IXtuanÎncă nu există evaluări
- A Comparison of ISO 15614 Part 1 and ASME IXDocument2 paginiA Comparison of ISO 15614 Part 1 and ASME IXippon_osotoÎncă nu există evaluări
- Dokumen - Tips - A Comparison of Iso 15614 Part 1 and Asme IxDocument2 paginiDokumen - Tips - A Comparison of Iso 15614 Part 1 and Asme Ixjuan carlos beltranÎncă nu există evaluări
- Welding Procedure: Job KnowledgeDocument4 paginiWelding Procedure: Job KnowledgeMuhammed SulfeekÎncă nu există evaluări
- How to prepare Welding Procedures for Oil & Gas PipelinesDe la EverandHow to prepare Welding Procedures for Oil & Gas PipelinesEvaluare: 5 din 5 stele5/5 (1)
- General Knowledge Trivia - Side Games - Silent AuctionDocument1 paginăGeneral Knowledge Trivia - Side Games - Silent AuctionJoe ClarkeÎncă nu există evaluări
- ProQC ExampleReport TS16949 Audit PDFDocument39 paginiProQC ExampleReport TS16949 Audit PDFJoe Clarke100% (3)
- Metra Rail Vendor RegDocument2 paginiMetra Rail Vendor RegJoe ClarkeÎncă nu există evaluări
- Keokuk Steel Castings Job Description: General InformationDocument2 paginiKeokuk Steel Castings Job Description: General InformationJoe ClarkeÎncă nu există evaluări
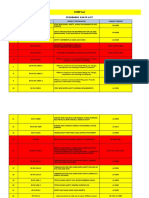
- Pressure Test Sample Form R2Document1 paginăPressure Test Sample Form R2Joe ClarkeÎncă nu există evaluări
- Request For Information Jan 2017Document3 paginiRequest For Information Jan 2017Joe ClarkeÎncă nu există evaluări
- Pressure Test Sample Form R2Document1 paginăPressure Test Sample Form R2Joe ClarkeÎncă nu există evaluări
- PRP 5.7 StorageDocument2 paginiPRP 5.7 StorageJoe ClarkeÎncă nu există evaluări
- ThesisDocument248 paginiThesisJoe ClarkeÎncă nu există evaluări
- Mills KSC Capabilities Statement Rev 0Document7 paginiMills KSC Capabilities Statement Rev 0Joe ClarkeÎncă nu există evaluări
- Mills KSC Capabilities Statement Rev 0Document1 paginăMills KSC Capabilities Statement Rev 0Joe ClarkeÎncă nu există evaluări
- Mills KSC Capabilities Statement Rev 0Document1 paginăMills KSC Capabilities Statement Rev 0Joe ClarkeÎncă nu există evaluări
- Keokuk Steel Castings Presentation - GenericDocument23 paginiKeokuk Steel Castings Presentation - GenericJoe ClarkeÎncă nu există evaluări
- Haz An WKSHTDocument2 paginiHaz An WKSHTJoe ClarkeÎncă nu există evaluări
- Fire Prevention - PolicyDocument16 paginiFire Prevention - PolicyJoe ClarkeÎncă nu există evaluări
- HM 7 HACCP Flowchart Verification PDFDocument1 paginăHM 7 HACCP Flowchart Verification PDFJoe ClarkeÎncă nu există evaluări
- App D SuppliersDocument4 paginiApp D SuppliersJoe ClarkeÎncă nu există evaluări
- Haccp Bear Lake EggtakeDocument8 paginiHaccp Bear Lake EggtakeJoe ClarkeÎncă nu există evaluări
- Haccp Bear Lake EggtakeDocument8 paginiHaccp Bear Lake EggtakeJoe ClarkeÎncă nu există evaluări
- QCI Services PricelistDocument15 paginiQCI Services PricelistJoe ClarkeÎncă nu există evaluări
- Glass Policy Verification RecordDocument2 paginiGlass Policy Verification RecordJoe ClarkeÎncă nu există evaluări
- Charlie Craig CatfishDocument12 paginiCharlie Craig CatfishJoe ClarkeÎncă nu există evaluări
- Fish Haccp Model 2 - enDocument14 paginiFish Haccp Model 2 - enTRANDAFÎncă nu există evaluări
- PO Terms and ConditionsDocument1 paginăPO Terms and ConditionsJoe Clarke0% (1)
- Invitation To Bid and Instructions To BiddersDocument16 paginiInvitation To Bid and Instructions To BiddersJoe ClarkeÎncă nu există evaluări
- PAA - 001 Open Sample Status ReportDocument1 paginăPAA - 001 Open Sample Status ReportJoe ClarkeÎncă nu există evaluări
- ProQC ExampleReport TS16949 Audit PDFDocument39 paginiProQC ExampleReport TS16949 Audit PDFJoe Clarke100% (3)
- Kpfsteel 2009 CPDocument13 paginiKpfsteel 2009 CPJoe ClarkeÎncă nu există evaluări
- University of Maine Maple SyrupDocument12 paginiUniversity of Maine Maple SyrupJoe ClarkeÎncă nu există evaluări
- GX5CrNi19-10 - 1Document2 paginiGX5CrNi19-10 - 1Joe ClarkeÎncă nu există evaluări
- Metal ForgingDocument17 paginiMetal ForgingcemekaobiÎncă nu există evaluări
- MRS Brochure - Heat Exchangers - EN PDFDocument20 paginiMRS Brochure - Heat Exchangers - EN PDFMohamed MaachÎncă nu există evaluări
- Mangalam CementDocument65 paginiMangalam Cementsejal2009100% (1)
- Intumescent Paint - W.BDocument3 paginiIntumescent Paint - W.Bmuhdrafi100% (1)
- Organic Coagulant - KlarAid™ PC1195Document2 paginiOrganic Coagulant - KlarAid™ PC1195Hyun Jin YooÎncă nu există evaluări
- 7 PDFDocument8 pagini7 PDFSri PuduÎncă nu există evaluări
- Radiography Test & Liquid Penetrant Test ProcedureDocument7 paginiRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveÎncă nu există evaluări
- Abdul Rauf - Mechanical Engineer-Production ManagerDocument3 paginiAbdul Rauf - Mechanical Engineer-Production ManagercdeekyÎncă nu există evaluări
- Copper Tubes - ASTM B88Document4 paginiCopper Tubes - ASTM B88Jacques SwartÎncă nu există evaluări
- Complete EDM Handbook - 11Document15 paginiComplete EDM Handbook - 11Muhammad Aamir HayatÎncă nu există evaluări
- Tablet EvaluationDocument5 paginiTablet EvaluationsudhansupÎncă nu există evaluări
- CO2 Production PlantDocument4 paginiCO2 Production PlantRodrigo Lagos EscobarÎncă nu există evaluări
- 4182 e Linear Ball BrgsDocument55 pagini4182 e Linear Ball BrgsAndreaDeCrescenzoÎncă nu există evaluări
- SCI Industrial PVF CatalogDocument184 paginiSCI Industrial PVF Catalogluonganh89Încă nu există evaluări
- Kanpur Confectionaries Private Limited: Case Study AnalysisDocument18 paginiKanpur Confectionaries Private Limited: Case Study Analysispraku_jhaÎncă nu există evaluări
- Hydrogen From Refinery Off GasDocument3 paginiHydrogen From Refinery Off Gaskulaspiro100% (1)
- 357 1410 1 PB PDFDocument172 pagini357 1410 1 PB PDFZaihazra watyÎncă nu există evaluări
- GTDocument19 paginiGTraj mÎncă nu există evaluări
- Care LabellingDocument26 paginiCare LabellingShashi PrakashÎncă nu există evaluări
- Casting ChecklistDocument4 paginiCasting Checklistmihai90Încă nu există evaluări
- Direct: CNC Machining CentreDocument2 paginiDirect: CNC Machining CentreRivas IsaacÎncă nu există evaluări
- Company Profile PT. SUA 112020 - Compressed 1Document18 paginiCompany Profile PT. SUA 112020 - Compressed 1Pradana MandalaÎncă nu există evaluări
- Flat Products Made of Steel BS EN10028 - 2Document26 paginiFlat Products Made of Steel BS EN10028 - 2Javier OrnaÎncă nu există evaluări
- Rafter To Column Top Connection Design Given DataDocument10 paginiRafter To Column Top Connection Design Given DataSafi Zabihullah SafiÎncă nu există evaluări
- Gears MachiningDocument49 paginiGears Machiningtapas ranjan jenaÎncă nu există evaluări
- MEP General Specifications PDFDocument620 paginiMEP General Specifications PDFtafseerahmed100% (2)
- Grouting Steel PlatesDocument2 paginiGrouting Steel PlatesaygunbayramÎncă nu există evaluări
- A Project Report Onoperations Management in Shoppers' StopDocument18 paginiA Project Report Onoperations Management in Shoppers' Stopnaruto_u91% (11)
- Utilization of Coking Coal in Metallurgical ProcessDocument14 paginiUtilization of Coking Coal in Metallurgical ProcessVinay MathadÎncă nu există evaluări
- Essay Dev Econ Kalihputro Fachriansyah 30112016 PDFDocument7 paginiEssay Dev Econ Kalihputro Fachriansyah 30112016 PDFKalihÎncă nu există evaluări