S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Expansion Joint in CAESARDocument5 paginiExpansion Joint in CAESARkaruna346Încă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- If I Were You ExamplesDocument1 paginăIf I Were You Exampleskaruna346Încă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Use of Branch Connections: Standard Practice ForDocument5 paginiUse of Branch Connections: Standard Practice ForFelix Rodriguez LiraÎncă nu există evaluări
- I Have +PP ExamplesDocument1 paginăI Have +PP Exampleskaruna346Încă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- I Have To + Verb ExamplesDocument1 paginăI Have To + Verb Exampleskaruna346Încă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- How Was + (Noun)Document1 paginăHow Was + (Noun)karuna346Încă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Iam Good at ExaplesDocument1 paginăIam Good at Exapleskaruna346Încă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Component Material Equivalent ASTMDocument1 paginăComponent Material Equivalent ASTMkaruna346Încă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- I Have + Noun ExamplesDocument1 paginăI Have + Noun Exampleskaruna346Încă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Plant DesignDocument17 paginiPlant Designkaruna346Încă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- CCI Power ApplicationsDocument57 paginiCCI Power Applicationssukanya_ravichandran100% (1)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Turbine Heat Rate CalculationDocument2 paginiTurbine Heat Rate Calculationkaruna34650% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- I Am Gonna + Verb ExeDocument1 paginăI Am Gonna + Verb Exekaruna346Încă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
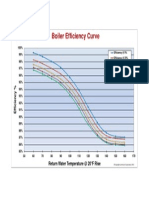
- Boiler Efficiency CurvesDocument1 paginăBoiler Efficiency Curveskaruna346Încă nu există evaluări
- Design & Construction of Piping SystemsDocument115 paginiDesign & Construction of Piping SystemsSuresh Babu100% (13)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- HRSG SimulationDocument7 paginiHRSG Simulationkaruna346Încă nu există evaluări
- 210MW PPS SimulationDocument11 pagini210MW PPS Simulationkaruna346Încă nu există evaluări
- Specifying Waste Heat BoilersDocument5 paginiSpecifying Waste Heat Boilerskaruna346Încă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Stress Analysis of Piping Systems and Pipelines - Harvard - UniversityDocument542 paginiStress Analysis of Piping Systems and Pipelines - Harvard - Universitykaruna346100% (11)
- G-ST-P/OE: Elastomerlips ProfilesDocument1 paginăG-ST-P/OE: Elastomerlips Profileskaruna346Încă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Archery Association of IndiaDocument17 paginiArchery Association of Indiakaruna346Încă nu există evaluări
- Probability H Venn Diagrams v2 SOLUTIONS v2 2 PDFDocument7 paginiProbability H Venn Diagrams v2 SOLUTIONS v2 2 PDFEcho BaguinonÎncă nu există evaluări
- How To Upload Excel File Into Internal Table With Required FormatDocument2 paginiHow To Upload Excel File Into Internal Table With Required FormatErick ViteÎncă nu există evaluări
- NOJA 520 05 SCADA Interface Description PDFDocument24 paginiNOJA 520 05 SCADA Interface Description PDFsergio torrez vargasÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Assignments CHSSCDocument7 paginiAssignments CHSSCphani12_chem5672Încă nu există evaluări
- JP MS Ramaiah Edhitha 2015Document21 paginiJP MS Ramaiah Edhitha 2015UtkarshÎncă nu există evaluări
- Bread and Pastry ProductionDocument9 paginiBread and Pastry Productionwhite newgatesÎncă nu există evaluări
- Intro To Decision AnalysisDocument38 paginiIntro To Decision AnalysisAna Paula Albert100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Cell Biology: Science Explorer - Cells and HeredityDocument242 paginiCell Biology: Science Explorer - Cells and HeredityZeinab ElkholyÎncă nu există evaluări
- Teaching Addition Facts PDFDocument75 paginiTeaching Addition Facts PDFsoraya gonzalezÎncă nu există evaluări
- Exercises Conditional SentencesDocument2 paginiExercises Conditional SentencesDivine GuancoÎncă nu există evaluări
- Electronic Devices & Practice: InstructorDocument23 paginiElectronic Devices & Practice: Instructorjavaid musaÎncă nu există evaluări
- Analytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidDocument30 paginiAnalytical Investigation of Entropy Production With Convective Heat Transfer in Pressure Driven Flow of A Generalised Newtonian FluidUğur DemirÎncă nu există evaluări
- CS405PC JP Unit-3Document44 paginiCS405PC JP Unit-3MEGHANA 3Încă nu există evaluări
- Quid 2005Document85 paginiQuid 2005mayan73Încă nu există evaluări
- SampleDocument43 paginiSampleSri E.Maheswar Reddy Assistant ProfessorÎncă nu există evaluări
- All The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BDocument4 paginiAll The Questions of Section - A Are in Google Form and The Link To Attempt Them Is " Https://Forms - Gle/Jfvq8Wszicewchrj7 " 12 M Section - BKamal AnandÎncă nu există evaluări
- Gree Dehumidifier Service ManualDocument58 paginiGree Dehumidifier Service Manualjdv1234Încă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Mobile HardwereDocument19 paginiMobile Hardwereanil8481Încă nu există evaluări
- LAB211 Assignment: Title Background ContextDocument2 paginiLAB211 Assignment: Title Background ContextDuong Quang Long QP3390Încă nu există evaluări
- HabilitationDocument186 paginiHabilitationAland MediaÎncă nu există evaluări
- National Programming Skills Report - Engineers 2017 - Report BriefDocument20 paginiNational Programming Skills Report - Engineers 2017 - Report BriefNewsBharati100% (2)
- Construction Cost EstimatesDocument25 paginiConstruction Cost EstimatesAnonymous zwnFXURJÎncă nu există evaluări
- Programming in C - CPU Scheduling - Round RobinDocument3 paginiProgramming in C - CPU Scheduling - Round RobinGenus SumÎncă nu există evaluări
- Esam AliDocument23 paginiEsam AliYoussef AliÎncă nu există evaluări
- Java OOP Arrays and ExceptionsDocument11 paginiJava OOP Arrays and ExceptionsJava OOPÎncă nu există evaluări
- Copeland Discus Digital Compressors Coresense Technology en 2884258Document2 paginiCopeland Discus Digital Compressors Coresense Technology en 2884258Roberto CastilloÎncă nu există evaluări
- Normal Motor and Sensory Nerve Conduction VelocityDocument3 paginiNormal Motor and Sensory Nerve Conduction Velocitycemm_11Încă nu există evaluări
- CN101A Timer ManualDocument2 paginiCN101A Timer ManualMauricioVilalvaJr.0% (1)
- BGP Tutorial SimplifiedDocument41 paginiBGP Tutorial SimplifiedAashish ChaudhariÎncă nu există evaluări
- DeskView Client 6 45 enDocument166 paginiDeskView Client 6 45 enRazvan22081997Încă nu există evaluări
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontDe la EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontEvaluare: 4.5 din 5 stele4.5/5 (18)
- Waste: One Woman’s Fight Against America’s Dirty SecretDe la EverandWaste: One Woman’s Fight Against America’s Dirty SecretEvaluare: 5 din 5 stele5/5 (1)
- The Cyanide Canary: A True Story of InjusticeDe la EverandThe Cyanide Canary: A True Story of InjusticeEvaluare: 4 din 5 stele4/5 (52)
- Introduction to Ecology and Environmental Laws in IndiaDe la EverandIntroduction to Ecology and Environmental Laws in IndiaÎncă nu există evaluări
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksDe la EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksÎncă nu există evaluări