S-ar putea să vă placă și
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Project Management ProcessDocument18 paginiProject Management Processvineetkrs002Încă nu există evaluări
- Position Description - Reliability EngineerDocument7 paginiPosition Description - Reliability EngineerAnonymous OuY6oAMggxÎncă nu există evaluări
- We Amp 2013Document339 paginiWe Amp 2013Anonymous OuY6oAMggxÎncă nu există evaluări
- Draw Now 30 Easy Exercises For BeginnersDocument78 paginiDraw Now 30 Easy Exercises For BeginnersDanut Alexandru100% (1)
- Mini-Fill Touch Manual v2 en 2016Document30 paginiMini-Fill Touch Manual v2 en 2016Anonymous OuY6oAMggxÎncă nu există evaluări
- Senior Asset Planner - M&E (HDWKS)Document8 paginiSenior Asset Planner - M&E (HDWKS)Anonymous OuY6oAMggxÎncă nu există evaluări
- MPS Day1 World Class Reliability PerformanceDocument142 paginiMPS Day1 World Class Reliability Performancemelator100% (1)
- PROJECT MANAGERS Implementation ManualDocument127 paginiPROJECT MANAGERS Implementation ManualAnonymous OuY6oAMggxÎncă nu există evaluări
- Position Description - Reliability EngineerDocument7 paginiPosition Description - Reliability EngineerAnonymous OuY6oAMggxÎncă nu există evaluări
- Productflyer - 978 3 319 02677 0Document1 paginăProductflyer - 978 3 319 02677 0Anonymous OuY6oAMggxÎncă nu există evaluări
- Senior Asset Planner - M&E (HDWKS)Document8 paginiSenior Asset Planner - M&E (HDWKS)Anonymous OuY6oAMggxÎncă nu există evaluări
- Position Description - Electrical Asset Engineer - February 2016Document2 paginiPosition Description - Electrical Asset Engineer - February 2016Anonymous OuY6oAMggxÎncă nu există evaluări
- NB604n Wireless Setup GuideDocument33 paginiNB604n Wireless Setup GuideAnonymous OuY6oAMggxÎncă nu există evaluări
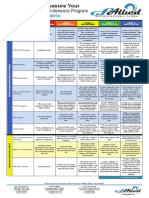
- Maturity Matrix: Preventive Maintenance ProgramDocument2 paginiMaturity Matrix: Preventive Maintenance ProgramAnonymous OuY6oAMggx100% (1)
- Maintenance Planner Job DescriptionDocument4 paginiMaintenance Planner Job Descriptionansar shafiiÎncă nu există evaluări
- Gpalliedmaturitymatrix8planning Scheduling1rev3 130926135255 Phpapp02 PDFDocument2 paginiGpalliedmaturitymatrix8planning Scheduling1rev3 130926135255 Phpapp02 PDFAnonymous OuY6oAMggxÎncă nu există evaluări
- Maturity Matrix: Preventive Maintenance ProgramDocument2 paginiMaturity Matrix: Preventive Maintenance ProgramAnonymous OuY6oAMggx100% (1)
- MPS Day1 World Class Reliability PerformanceDocument142 paginiMPS Day1 World Class Reliability Performancemelator100% (1)
- Maintenanceplanner PDFDocument3 paginiMaintenanceplanner PDFAnonymous OuY6oAMggxÎncă nu există evaluări
- 11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFDocument42 pagini11 - 8 Steps To Success in Maintenance Planning and Scheduling PDFmsaad19103564100% (2)
- Project Management "Made Simple": Using Technical and Behavioral Quick ConnectsDocument30 paginiProject Management "Made Simple": Using Technical and Behavioral Quick ConnectsAnonymous OuY6oAMggxÎncă nu există evaluări
- Maintenance Planner Role ResponsibilitiesDocument2 paginiMaintenance Planner Role ResponsibilitiesAnonymous OuY6oAMggxÎncă nu există evaluări
- BobResume ReliabilityDocument7 paginiBobResume ReliabilityAnonymous OuY6oAMggxÎncă nu există evaluări
- Maintenance Planning: Brian Parsons of Foresight Solutions Says To Have A First Rate Planning System Makes All TheDocument2 paginiMaintenance Planning: Brian Parsons of Foresight Solutions Says To Have A First Rate Planning System Makes All TheAnonymous OuY6oAMggxÎncă nu există evaluări
- Document 1Document5 paginiDocument 1Anonymous OuY6oAMggxÎncă nu există evaluări
- Karma Cola LTD Credit Application FormDocument4 paginiKarma Cola LTD Credit Application FormAnonymous OuY6oAMggxÎncă nu există evaluări
- Document 1Document2 paginiDocument 1Anonymous OuY6oAMggxÎncă nu există evaluări
- VardonDocument2 paginiVardonAnonymous OuY6oAMggxÎncă nu există evaluări
- Document 1Document5 paginiDocument 1Anonymous OuY6oAMggxÎncă nu există evaluări
- Karma Cola LTD Credit Application FormDocument4 paginiKarma Cola LTD Credit Application FormAnonymous OuY6oAMggxÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Product:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMDocument2 paginiProduct:: Electronic, 2 C #18 STR TC, PE Ins, OS, PVC JKT, CMAnonymous XYAPaxjbYÎncă nu există evaluări
- Datos CableDocument3 paginiDatos CablePablo Briceño NavarroÎncă nu există evaluări
- PagesDocument1 paginăPagesEnedis Pimentel0% (1)
- Eddy Current SensorsDocument61 paginiEddy Current SensorsVhan DarshÎncă nu există evaluări
- Heat GameDocument41 paginiHeat Gameapi-381308026Încă nu există evaluări
- Specification 1.5 FRLSDocument2 paginiSpecification 1.5 FRLSMusfiqul AzadÎncă nu există evaluări
- AC and DC Voltage Drop Calculator With Formulas and ExamplesDocument13 paginiAC and DC Voltage Drop Calculator With Formulas and ExamplesNANDHAKUMAR AÎncă nu există evaluări
- IT0340 - A - US Army Electronics Course - Conductors, Resistors, Insulators and Color CodesDocument40 paginiIT0340 - A - US Army Electronics Course - Conductors, Resistors, Insulators and Color Codesgustav_goodstuff8176Încă nu există evaluări
- N1P-1.5 Mgt-Xosswah-LDocument2 paginiN1P-1.5 Mgt-Xosswah-LRijo RajanÎncă nu există evaluări
- RZ1-K Power CableDocument5 paginiRZ1-K Power CablegarysÎncă nu există evaluări
- Terminal BlocksWiring SystemsSignal ConditionersDocument212 paginiTerminal BlocksWiring SystemsSignal Conditionersvictoros27Încă nu există evaluări
- Electrical Installation Guide - Part 52: Selection and Erection of Electrical Equipment - Wiring SystemsDocument6 paginiElectrical Installation Guide - Part 52: Selection and Erection of Electrical Equipment - Wiring SystemsEgyptman JanÎncă nu există evaluări
- Introduction To Battery Pack Design and Building, Part-2 PDFDocument18 paginiIntroduction To Battery Pack Design and Building, Part-2 PDFsnvvÎncă nu există evaluări
- Ap10 - Cranes - Cabling GuidesDocument59 paginiAp10 - Cranes - Cabling GuidesgabrielaÎncă nu există evaluări
- He IdlerDocument13 paginiHe IdlerToma RaduÎncă nu există evaluări
- Electrical Sor DSR 2018Document114 paginiElectrical Sor DSR 2018rwd contractor0% (1)
- Formation Evaluation CourseDocument11 paginiFormation Evaluation CourseMoataz El-tantawyÎncă nu există evaluări
- Standard Manual LV Motors ML RevF LoresDocument164 paginiStandard Manual LV Motors ML RevF LoresAlicsirp Bericoto TorrealbaÎncă nu există evaluări
- Operation Manual of Overhead Crane EnglishDocument21 paginiOperation Manual of Overhead Crane EnglishParthiban Karuna83% (6)
- International Standard: Conductors of Insulated CablesDocument6 paginiInternational Standard: Conductors of Insulated Cablessarang50% (2)
- Midal Cable ReportDocument9 paginiMidal Cable ReportFaYzYÎncă nu există evaluări
- Ampacity Calculator RevODocument40 paginiAmpacity Calculator RevOshepyÎncă nu există evaluări
- N1 Industrial ElectronicsDocument238 paginiN1 Industrial ElectronicsFuture Managers Pty Ltd86% (49)
- Lecture 5 (Chaptr 3)Document58 paginiLecture 5 (Chaptr 3)Eti'el Films / ኢትኤል ፊልሞችÎncă nu există evaluări
- ACDBDocument88 paginiACDBuvilasÎncă nu există evaluări
- Class 12 Physics Competency Based QuestionsDocument17 paginiClass 12 Physics Competency Based QuestionsLochana T SÎncă nu există evaluări
- Rooftop Trane Svx33a en 11012009Document60 paginiRooftop Trane Svx33a en 11012009Ricardo0% (1)
- CH - 3 Current ElectricityDocument26 paginiCH - 3 Current ElectricitykaranÎncă nu există evaluări
- Economic Choice of Conductor SizeDocument8 paginiEconomic Choice of Conductor SizePrakhar Saxena100% (1)
- Power Flex 40pDocument198 paginiPower Flex 40pFernando Soca BaldeonÎncă nu există evaluări