S-ar putea să vă placă și
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Effective Use of Cast Steel Shot For Shot PeeningDocument26 paginiEffective Use of Cast Steel Shot For Shot PeeningAhmed SobhiÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- All Stock Position As On 31-05-2014Document1 paginăAll Stock Position As On 31-05-2014Ahmed SobhiÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Design and Construction of An Induction Furnace (Cooling SysDocument143 paginiDesign and Construction of An Induction Furnace (Cooling SysKalyanHalder100% (10)
- Downloads Bulletin Steel-DataDocument76 paginiDownloads Bulletin Steel-DataAhmed Sobhi0% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Studies On Direct Reduced Iron Melting in Induction FurnaceDocument10 paginiStudies On Direct Reduced Iron Melting in Induction FurnaceAhmed SobhiÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Heat Transfer CalculationsDocument3 paginiHeat Transfer CalculationsAhmed SobhiÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Flat ProductsDocument2 paginiFlat ProductsAhmed SobhiÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
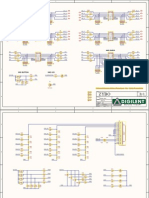
- PG 3 ZYBO - SCHDocument13 paginiPG 3 ZYBO - SCHanuptonemeÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- MPXM2010DT1Document9 paginiMPXM2010DT1Nery CorrêaÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Inversor - 204102.UM01.User Manual SG250HX EN10Document106 paginiInversor - 204102.UM01.User Manual SG250HX EN10LucianoÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Objective: MethodologyDocument6 paginiObjective: MethodologyDzulÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Littelfuse SIDACtor DO 214 Datasheet PDFDocument5 paginiLittelfuse SIDACtor DO 214 Datasheet PDFdvalinaÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Bengkel Perkongsian Teknik Menjawab Kertas 3 SPM SMKRDDocument17 paginiBengkel Perkongsian Teknik Menjawab Kertas 3 SPM SMKRDMThana BalanÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Audio System: 2004 LEXUS LS 430 (EWD577U)Document8 paginiAudio System: 2004 LEXUS LS 430 (EWD577U)bob loblawÎncă nu există evaluări
- 207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Document24 pagini207.OTN 260SCX2 and 130SCX10 Cards V1 04 11feb16Ronald N Meza C100% (1)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Aspire 8930qDocument124 paginiAspire 8930qSg TopolinoÎncă nu există evaluări
- Ultimate Winamp Audio GuideDocument30 paginiUltimate Winamp Audio GuideСтефан МршевићÎncă nu există evaluări
- 9098i Circuit Diagrams Overlays Issue 2Document321 pagini9098i Circuit Diagrams Overlays Issue 2Robert Morris100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- 3D Holographic Projection TechniqueDocument26 pagini3D Holographic Projection TechniqueGagan Shrivastava0% (1)
- Jonnala 2016Document8 paginiJonnala 2016sanjay sÎncă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Isow7741 q1Document59 paginiIsow7741 q1gwegawÎncă nu există evaluări
- 1000 KVA DG Generator ParametersDocument14 pagini1000 KVA DG Generator ParametersdinukaeeÎncă nu există evaluări
- KontolDocument144 paginiKontolAnonymous ssieDC50% (2)
- Samsung Ue32h5000aw Chassis U8aaDocument62 paginiSamsung Ue32h5000aw Chassis U8aaBiju PrestcomÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- PosiTector 6000 Full Manual 7.1Document30 paginiPosiTector 6000 Full Manual 7.1Ctr YlÎncă nu există evaluări
- BJT Cross ReferenceDocument7 paginiBJT Cross ReferenceNoel BalugoÎncă nu există evaluări
- Assignment No: 3: NFC-IEFR-FaisalabadDocument4 paginiAssignment No: 3: NFC-IEFR-FaisalabadaliÎncă nu există evaluări
- Ee2428j - Question - Part 1 - Epo622 - Feb2022Document10 paginiEe2428j - Question - Part 1 - Epo622 - Feb2022MOHD ENDRA SHAFIQÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Bollet Point To Lodha LetterDocument3 paginiBollet Point To Lodha Letterchief engineer CommercialÎncă nu există evaluări
- Electrical Position Indicators For Quarter Turn Actuators: LS SeriesDocument6 paginiElectrical Position Indicators For Quarter Turn Actuators: LS SeriesSanjay MaheshÎncă nu există evaluări
- Ht882 NPN Epitaxial Planar TransistorDocument4 paginiHt882 NPN Epitaxial Planar TransistorRoberto MendesÎncă nu există evaluări
- BK16-EDG-04-001-REV A - Instrument Connection DiagramsDocument3 paginiBK16-EDG-04-001-REV A - Instrument Connection DiagramsNguyen Hong QuyetÎncă nu există evaluări
- Parameter Write: - Inv401 - Writeparameter: This FBDocument4 paginiParameter Write: - Inv401 - Writeparameter: This FBJosephÎncă nu există evaluări
- National Electric Safety Code Ansi c2 NescDocument44 paginiNational Electric Safety Code Ansi c2 NescLenin NateraÎncă nu există evaluări
- Intro To EMATDocument4 paginiIntro To EMATRemy BlondelÎncă nu există evaluări
- Strategy - Apple Inc - Project PPT (Recovered)Document16 paginiStrategy - Apple Inc - Project PPT (Recovered)Jayesh GoswamiÎncă nu există evaluări
- Aftron - Split AC Unit SpecDocument2 paginiAftron - Split AC Unit Specjhay rarezaÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)