S-ar putea să vă placă și
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDocument7 paginiEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanÎncă nu există evaluări
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDe la EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÎncă nu există evaluări
- Martensitic Stainless SteelsDocument8 paginiMartensitic Stainless SteelsAdilmar E. NatãnyÎncă nu există evaluări
- AISI 430 Ferritic Stainless Steel MicrostuctureDocument7 paginiAISI 430 Ferritic Stainless Steel MicrostuctureAid Farhan MaarofÎncă nu există evaluări
- The Current State of Worldwide Standards of Ductile IronDocument8 paginiThe Current State of Worldwide Standards of Ductile IronN.PalaniappanÎncă nu există evaluări
- Advance StructuresDocument6 paginiAdvance StructuresManju NishaÎncă nu există evaluări
- Austenitizing Heat Treatment PDFDocument20 paginiAustenitizing Heat Treatment PDFsivajirao70100% (1)
- Welding - Ferritic Stainless Steel 1.4003Document9 paginiWelding - Ferritic Stainless Steel 1.4003Danut RusÎncă nu există evaluări
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaDe la EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD M R TaplinÎncă nu există evaluări
- Steel Heat Treatment Handbook Chapter 12Document46 paginiSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- DIN50602 Microscopic Examination of Special Steels Using Standard Diagrams To Assess The Content of Non Metallic InclusionsDocument12 paginiDIN50602 Microscopic Examination of Special Steels Using Standard Diagrams To Assess The Content of Non Metallic InclusionsAgustinMorann100% (1)
- Gaseous NitridingDocument139 paginiGaseous NitridingPaulo OliveiraÎncă nu există evaluări
- Brazing Allloy Cusil ABADocument12 paginiBrazing Allloy Cusil ABADheeraj SharmaÎncă nu există evaluări
- Ferrite Morphology and Variations inDocument9 paginiFerrite Morphology and Variations inAndrea CalderaÎncă nu există evaluări
- Stainless Steels Martensitic PDFDocument9 paginiStainless Steels Martensitic PDFAbhinandan AdmutheÎncă nu există evaluări
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 paginiEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERÎncă nu există evaluări
- Image Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007Document16 paginiImage Analysis in Quantitative Metallography: National Metallurgical Laborator Y, Jamshedpur-831007nantha kumarÎncă nu există evaluări
- Hot Deformation of Microalloyed SteelDocument56 paginiHot Deformation of Microalloyed Steeljunee100% (1)
- Austenitic Stainless SteelsDocument23 paginiAustenitic Stainless SteelsAndrea VieyraÎncă nu există evaluări
- Failure Analysis at Deep Drawing of Low Carbon SteelsDocument7 paginiFailure Analysis at Deep Drawing of Low Carbon SteelsPaul RosiahÎncă nu există evaluări
- Feeding Risering For Steel Casting Design PDFDocument10 paginiFeeding Risering For Steel Casting Design PDFHusen TaufiqÎncă nu există evaluări
- Role of Vanadium in Microalloyed Steels - Lagneborg PDFDocument86 paginiRole of Vanadium in Microalloyed Steels - Lagneborg PDFYogi173Încă nu există evaluări
- Tungsten Properties Chemistry Technology of The Element Alloys and Chemical Compounds Kluwer Plenum 1999Document449 paginiTungsten Properties Chemistry Technology of The Element Alloys and Chemical Compounds Kluwer Plenum 1999altairssj4100% (1)
- Limitations of The Use of Grossman Quench Severity FactorsDocument12 paginiLimitations of The Use of Grossman Quench Severity FactorsPedro Polastri PatriotaÎncă nu există evaluări
- Aluminium 2014 t6 2014 t651Document3 paginiAluminium 2014 t6 2014 t651Agung Sapto AjiÎncă nu există evaluări
- MicrostructuresDocument10 paginiMicrostructuresErin BarryÎncă nu există evaluări
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDocument6 paginiEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessÎncă nu există evaluări
- WJ 1985 10 s281 PDFDocument15 paginiWJ 1985 10 s281 PDFbabaaromeÎncă nu există evaluări
- Materials Failure AnalysisDocument53 paginiMaterials Failure Analysisulsan busanÎncă nu există evaluări
- Steel Cleanliness PaperDocument34 paginiSteel Cleanliness PaperyanuarÎncă nu există evaluări
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocument7 paginiDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Effects of MN Content and Heat TreatmentDocument5 paginiEffects of MN Content and Heat TreatmentTrần Xuân VịnhÎncă nu există evaluări
- Aws WJ 202009Document78 paginiAws WJ 202009Fernando Emmanuel BenitezÎncă nu există evaluări
- Is Phosphorus Bad For SteelDocument19 paginiIs Phosphorus Bad For SteelKarun Dev100% (1)
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 paginiInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoÎncă nu există evaluări
- Stainless StealDocument17 paginiStainless StealSinead E TobinÎncă nu există evaluări
- A1021Document4 paginiA1021Aleksei AvilaÎncă nu există evaluări
- Effect of Alloying Elements On Steels Rev.BDocument402 paginiEffect of Alloying Elements On Steels Rev.BCharlie Chong100% (23)
- Residual Stress and Its Role in FailureDocument55 paginiResidual Stress and Its Role in FailureEagle SpiritÎncă nu există evaluări
- CH 3 PDFDocument20 paginiCH 3 PDFHassaan SajidÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Practical Data MetallurgistsDocument78 paginiPractical Data MetallurgistsrtgeorgeÎncă nu există evaluări
- Filter NotesDocument46 paginiFilter Notestanzil10100% (1)
- Basics of Metallographic Specimen PreparationDocument13 paginiBasics of Metallographic Specimen PreparationFlop ShowÎncă nu există evaluări
- Silicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsDocument9 paginiSilicon Nitride Ceramic Ball Bearings Properties Advantages and ApplicationsAbdul RozaqÎncă nu există evaluări
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 paginiEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsÎncă nu există evaluări
- Alloy And Microstructural DesignDe la EverandAlloy And Microstructural DesignJohn TienÎncă nu există evaluări
- Metallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964De la EverandMetallurgical Achievements: Selection of Papers Presented at the Birmingham Metallurgical Society's Diamond Jubilee Session, 1963-1964W. O. AlexanderÎncă nu există evaluări
- Astm A 278 - A 278M - 01 (2015)Document4 paginiAstm A 278 - A 278M - 01 (2015)Nguyễn Như ThếÎncă nu există evaluări
- Hsla SteelDocument22 paginiHsla SteelriteshbarmanÎncă nu există evaluări
- Kadry - EJSR2 Corrosion Analysis of Stainless SteelDocument10 paginiKadry - EJSR2 Corrosion Analysis of Stainless SteelPrateep UntimanonÎncă nu există evaluări
- AL 6XN SourceBookDocument56 paginiAL 6XN SourceBookdrbeyerÎncă nu există evaluări
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 paginiDecomposition of Austenite in Austenitic Stainless SteelsregistrosegÎncă nu există evaluări
- A 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFDocument3 paginiA 915 - A915m - 93 R98 Qtkxns05m1i5oa - PDFMung Duong XuanÎncă nu există evaluări
- Specification For Solid Surfacing Welding Rods and ElectrodesDocument23 paginiSpecification For Solid Surfacing Welding Rods and ElectrodesDmitriyÎncă nu există evaluări
- Testing of WeldsDocument44 paginiTesting of Weldspkn_pnt9950Încă nu există evaluări
- Fatigue - in - LWRs - Va Inox 304 PDFDocument72 paginiFatigue - in - LWRs - Va Inox 304 PDFtoto-gmbhÎncă nu există evaluări
- Macroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofDocument5 paginiMacroetch Testing Steel Bars, Billets, Blooms, and Forgings: Standard Method ofislamakthamÎncă nu există evaluări
- United States Patent: Caballero OguizaDocument5 paginiUnited States Patent: Caballero OguizairajfarjiÎncă nu există evaluări
- Datenblatt 4057 UK PDFDocument2 paginiDatenblatt 4057 UK PDFirajfarjiÎncă nu există evaluări
- Thermal Expansion Behavior of ParticulateDocument8 paginiThermal Expansion Behavior of ParticulateirajfarjiÎncă nu există evaluări
- Product Design For Sand CastingDocument10 paginiProduct Design For Sand CastingChinmay Das100% (7)
- Effects of Particle Matrix Interface and Strengthening Mechanisms On The Mechanical Properties of Metal Matrix CompositesDocument17 paginiEffects of Particle Matrix Interface and Strengthening Mechanisms On The Mechanical Properties of Metal Matrix CompositesirajfarjiÎncă nu există evaluări
- Refining of Stainless SteelsDocument27 paginiRefining of Stainless SteelsirajfarjiÎncă nu există evaluări
- Datenblatt 4057 UKDocument2 paginiDatenblatt 4057 UKirajfarjiÎncă nu există evaluări
- Formare Ferita in AusteniticeDocument11 paginiFormare Ferita in AusteniticeGherasim CatalinÎncă nu există evaluări
- Effect of Precipitation Hardening On Hardness and PDFDocument9 paginiEffect of Precipitation Hardening On Hardness and PDFirajfarjiÎncă nu există evaluări
- 1.4112 X90Crmov18 R17X: Chemical CompositionDocument2 pagini1.4112 X90Crmov18 R17X: Chemical CompositionirajfarjiÎncă nu există evaluări
- Sliding Wear Performance of Reinforced A413 Alloy at Elevated Temperatures PDFDocument8 paginiSliding Wear Performance of Reinforced A413 Alloy at Elevated Temperatures PDFirajfarjiÎncă nu există evaluări
- 1.4028 en PDFDocument2 pagini1.4028 en PDFirajfarjiÎncă nu există evaluări
- 1.4028 en PDFDocument2 pagini1.4028 en PDFirajfarjiÎncă nu există evaluări
- Datenblatt 1 - 4057 PDFDocument2 paginiDatenblatt 1 - 4057 PDFirajfarjiÎncă nu există evaluări
- CCT Diagram For Steels PDFDocument33 paginiCCT Diagram For Steels PDFGuru SamyÎncă nu există evaluări
- Heat TreatmentDocument53 paginiHeat TreatmentIqbal Muhammad HusainiÎncă nu există evaluări
- Questions and AnswersDocument3 paginiQuestions and Answersdani100% (1)
- TM23 - Heat Treatment of Metals PDFDocument32 paginiTM23 - Heat Treatment of Metals PDFAlessio NotariÎncă nu există evaluări
- TTT Diagram & Heat TreatmentDocument65 paginiTTT Diagram & Heat TreatmentSudheer ChauhanÎncă nu există evaluări
- Time-Temperature-Transformation Diagram: Prof. H. K. Khaira Professor in MSME Deptt. MANIT, BhopalDocument82 paginiTime-Temperature-Transformation Diagram: Prof. H. K. Khaira Professor in MSME Deptt. MANIT, BhopalEdo DestradaÎncă nu există evaluări
- Heat Treatment of Steel: Assessment Performance CriteriaDocument6 paginiHeat Treatment of Steel: Assessment Performance CriteriaMahmoud AlwasifÎncă nu există evaluări
- Heat Treatment by Quenching - DiagramsDocument20 paginiHeat Treatment by Quenching - Diagramssunilmathew4477Încă nu există evaluări
- Unit-2: Phase DiagramDocument37 paginiUnit-2: Phase DiagramPrasad Govind KumbharÎncă nu există evaluări
- Iron Carbon Diagram (ChE Handbook)Document21 paginiIron Carbon Diagram (ChE Handbook)Mohamed Ismail100% (1)
- TTT DiagramDocument66 paginiTTT DiagramHafidz KomarulÎncă nu există evaluări
- TTT and CCT Continuous Cooling TransformationDocument6 paginiTTT and CCT Continuous Cooling TransformationurcojÎncă nu există evaluări
- Heat Treatment-1 PDFDocument104 paginiHeat Treatment-1 PDFSagnik ChakrabortyÎncă nu există evaluări
- Materials 16 01980Document14 paginiMaterials 16 01980EDUARDO ANDRE RIOS ROJASÎncă nu există evaluări
- 4.0 Solid-State Nucleation and Growth PDFDocument17 pagini4.0 Solid-State Nucleation and Growth PDFLEONARD NYIRONGOÎncă nu există evaluări
- Heat TreatmentDocument179 paginiHeat TreatmentDebye101100% (1)
- TTT DiagramDocument17 paginiTTT DiagramGAURAV SINGHÎncă nu există evaluări
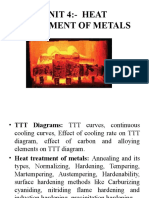
- Unit 4:-Heat Treatment of MetalsDocument52 paginiUnit 4:-Heat Treatment of MetalsRushikesh KaleÎncă nu există evaluări
- Iron Carbon Diagram (Fe FeC3)Document42 paginiIron Carbon Diagram (Fe FeC3)Aaditya NaikÎncă nu există evaluări
- Thermal Processing of Metals: Dr. Aneela Wakeel 16-01-2018Document53 paginiThermal Processing of Metals: Dr. Aneela Wakeel 16-01-2018Hassan KhanÎncă nu există evaluări
- EMM 2312 - Fe-CDocument53 paginiEMM 2312 - Fe-CCalebÎncă nu există evaluări
- Phase TransformationDocument50 paginiPhase TransformationJitenderÎncă nu există evaluări
- 고탄소강 브로슈어 PDFDocument44 pagini고탄소강 브로슈어 PDFKorong KapampanganÎncă nu există evaluări
- TTTDocument13 paginiTTTharitha gorijalaÎncă nu există evaluări
- Time-Temperature-Transformation (TTT) DiagramDocument1 paginăTime-Temperature-Transformation (TTT) DiagramGunvir SinghÎncă nu există evaluări
- Engineering Metallurgy NotesDocument89 paginiEngineering Metallurgy NotesYuvaraja Yuva100% (1)
- Development of Microstructure and Alteration of Mechanical PropertiesDocument80 paginiDevelopment of Microstructure and Alteration of Mechanical PropertiesLee ChuzenÎncă nu există evaluări
- TTT DiagramDocument31 paginiTTT DiagramEducated SmugglerÎncă nu există evaluări
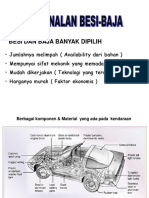
- 011 Besi BajaDocument34 pagini011 Besi BajaMFA nounÎncă nu există evaluări
- Unit 5: Heat Treatment Processes: FundamentalsDocument53 paginiUnit 5: Heat Treatment Processes: FundamentalsPriyanka SinghÎncă nu există evaluări