S-ar putea să vă placă și
- Thermanit 17-06 (Boehler)Document1 paginăThermanit 17-06 (Boehler)queno1Încă nu există evaluări
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceDe la EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceÎncă nu există evaluări
- 4340 Fracture Toughness PDFDocument22 pagini4340 Fracture Toughness PDFGrafton Montgomery0% (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysDe la EverandWelding Metallurgy and Weldability of Nickel-Base AlloysEvaluare: 5 din 5 stele5/5 (1)
- Advance StructuresDocument6 paginiAdvance StructuresManju NishaÎncă nu există evaluări
- Heat Treatment PDFDocument22 paginiHeat Treatment PDFravi00098Încă nu există evaluări
- TM23 - Heat Treatment of Metals PDFDocument32 paginiTM23 - Heat Treatment of Metals PDFAlessio NotariÎncă nu există evaluări
- TDC Tech Spec For PlateDocument3 paginiTDC Tech Spec For PlateBantoo RajamandiÎncă nu există evaluări
- Use of Alloy 718 and 725 in Oil and Gas IndustryDocument9 paginiUse of Alloy 718 and 725 in Oil and Gas IndustryEddyWangÎncă nu există evaluări
- HAC CrackDocument8 paginiHAC CrackManivannanMudhaliarÎncă nu există evaluări
- 72 - Welding Distortion PDFDocument1 pagină72 - Welding Distortion PDFPhạm Văn ĐảngÎncă nu există evaluări
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 paginiPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiÎncă nu există evaluări
- Welding Metallurgy - Detailed PDFDocument28 paginiWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 paginiGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Încă nu există evaluări
- The National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsDocument81 paginiThe National Shipbuilding Research Program: Carbon Equivalent (PCM) Limits For Thick Carbon and Low Alloy SteelsiulianticÎncă nu există evaluări
- On Site MetallographyDocument7 paginiOn Site Metallographyhatem jafouraÎncă nu există evaluări
- Gaseous NitridingDocument139 paginiGaseous NitridingPaulo OliveiraÎncă nu există evaluări
- Welding AISI 4130 PDFDocument5 paginiWelding AISI 4130 PDFDarioÎncă nu există evaluări
- Mechanical Testing 01B: Part 2 Charpy Impact TestingDocument25 paginiMechanical Testing 01B: Part 2 Charpy Impact Testingsamurai7_77100% (1)
- MicrostructuresDocument10 paginiMicrostructuresErin BarryÎncă nu există evaluări
- Design of Heat Treatment CyclesDocument5 paginiDesign of Heat Treatment CyclesAnonymous s6xbqCpvSWÎncă nu există evaluări
- Calculate Weld Metal VolumeDocument7 paginiCalculate Weld Metal VolumeChris De La Torre0% (1)
- Titanium FormingDocument5 paginiTitanium FormingSiavash IraniÎncă nu există evaluări
- G-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFDocument11 paginiG-0048 - Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution PDFEwan SutherlandÎncă nu există evaluări
- SurfacingDocument14 paginiSurfacingrahul063Încă nu există evaluări
- Heat Treatment: Prepared by Approved byDocument20 paginiHeat Treatment: Prepared by Approved byBhanu Pratap ChoudhuryÎncă nu există evaluări
- ASTM Welding Tips A410 To A643Document20 paginiASTM Welding Tips A410 To A643MARIO HUAMANÎncă nu există evaluări
- Preheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Document6 paginiPreheating Procedure For Equipment Nozzle Modification (Cs and LTCS)Rakesh RanjanÎncă nu există evaluări
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 paginiEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Încă nu există evaluări
- Pressure Vessel Dimension InspectionDocument2 paginiPressure Vessel Dimension InspectionNorman MoralesÎncă nu există evaluări
- Plate Material SpecificationDocument8 paginiPlate Material SpecificationKarthic KeyanÎncă nu există evaluări
- Ferrite Limitation For SS316LDocument12 paginiFerrite Limitation For SS316LAntonio PerezÎncă nu există evaluări
- Welding of Dissimilar Ferritic Joints For New Power Plant SteelsDocument21 paginiWelding of Dissimilar Ferritic Joints For New Power Plant SteelsspinpinÎncă nu există evaluări
- Miller Guide For Gmaw NewDocument26 paginiMiller Guide For Gmaw NewKentDemeterio100% (1)
- 5 - Section 14 - Arc Welding ConsumablesDocument11 pagini5 - Section 14 - Arc Welding Consumablesrizkialia12Încă nu există evaluări
- Iron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiDocument41 paginiIron (Fe) - Cementite (Fe C) Phase Diagram: Asst. Prof. Sandeep Parida Dept. of Mechanical Engineering CUTM, ParlakhemundiAmrit MallickÎncă nu există evaluări
- BohlerThyssen PDFDocument386 paginiBohlerThyssen PDFElMacheteDelHuesoÎncă nu există evaluări
- Filler Metal Selection GuideDocument3 paginiFiller Metal Selection GuideJorge Sobrevilla100% (2)
- Annealing (Metallurgy) WikiDocument4 paginiAnnealing (Metallurgy) WikiStephen MontelepreÎncă nu există evaluări
- StrengtheningDocument22 paginiStrengtheningeddickÎncă nu există evaluări
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 paginiEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERÎncă nu există evaluări
- Hot & Cold WorkingDocument18 paginiHot & Cold WorkingMadushan MadushaÎncă nu există evaluări
- Forging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingDocument25 paginiForging - The Process: Metal Forging Is A Metal Forming Process That Involves ApplyingAdityasinh DesaiÎncă nu există evaluări
- In-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsDocument17 paginiIn-42.3-5.1 STD Material Spec Low Alloyed Steels For Pressure VesselsMohsen Karimi100% (1)
- Review of Type IV Cracking of Weldments in 9Document64 paginiReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajÎncă nu există evaluări
- PD 5500 Weld Repair PDFDocument50 paginiPD 5500 Weld Repair PDFtomcanÎncă nu există evaluări
- Heat Treatment of Steels: (I) (Ii) (Iii)Document32 paginiHeat Treatment of Steels: (I) (Ii) (Iii)Srushti MÎncă nu există evaluări
- Welding EngineerDocument2 paginiWelding EngineerArshadAliÎncă nu există evaluări
- Metallurgy EngineeringDocument91 paginiMetallurgy EngineeringkarunakarandctÎncă nu există evaluări
- Gmaw Cladding PDFDocument20 paginiGmaw Cladding PDFMurad AlamÎncă nu există evaluări
- Cracking en SMAWDocument214 paginiCracking en SMAWquiron2010Încă nu există evaluări
- Corrosion of SS in Nitric Acid ServiceDocument23 paginiCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- Weld Duplex Ss SteelDocument12 paginiWeld Duplex Ss SteelSan JaÎncă nu există evaluări
- ERW Pipe Issues and DefectsDocument2 paginiERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Heat Treatment of SteelsDocument9 paginiHeat Treatment of SteelsEhsan KhanÎncă nu există evaluări
- Cold Rolled 2010 DUNAFER HungriaDocument12 paginiCold Rolled 2010 DUNAFER HungriaBeatriz RizzoÎncă nu există evaluări
- Is 1852 PDFDocument10 paginiIs 1852 PDFSIVAÎncă nu există evaluări
- ST 12 - Echivalenta DC01Document12 paginiST 12 - Echivalenta DC01mariussinhoÎncă nu există evaluări
- RST 37Document8 paginiRST 3725091972Încă nu există evaluări
- Mechanical Tubes Nou Rev1 UpdatatDocument13 paginiMechanical Tubes Nou Rev1 UpdatatGoran DjuricÎncă nu există evaluări
- EN 10308-2002 Non-destructive-Testing-Ultrasonic-Testing-of-Steel-Bars PDFDocument15 paginiEN 10308-2002 Non-destructive-Testing-Ultrasonic-Testing-of-Steel-Bars PDFK.s. Raghavendra Kumar100% (1)
- Flajer Kovački Centar EngDocument9 paginiFlajer Kovački Centar EngGoran DjuricÎncă nu există evaluări
- Grinding / BRUŠENJE (Granulacija Šmirgle) : European/USA Equivalency Grit GuideDocument1 paginăGrinding / BRUŠENJE (Granulacija Šmirgle) : European/USA Equivalency Grit GuideGoran DjuricÎncă nu există evaluări
- Nexter Catalog 2016Document252 paginiNexter Catalog 2016Goran DjuricÎncă nu există evaluări
- Ford FocusDocument336 paginiFord FocusapostucristianÎncă nu există evaluări
- Flajer Kovački Centar EngDocument9 paginiFlajer Kovački Centar EngGoran DjuricÎncă nu există evaluări
- Catalogue 2018 E10 en SYLVACDocument285 paginiCatalogue 2018 E10 en SYLVACGoran DjuricÎncă nu există evaluări
- Aalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Document3 paginiAalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Goran DjuricÎncă nu există evaluări
- Do Not Touch Prohibition Sign 2Document1 paginăDo Not Touch Prohibition Sign 2Goran DjuricÎncă nu există evaluări
- HotRolled BilletsDocument5 paginiHotRolled BilletsGoran DjuricÎncă nu există evaluări
- LEIFELD C-Profile Load Diagramm For L 300mm - 2000mmDocument1 paginăLEIFELD C-Profile Load Diagramm For L 300mm - 2000mmGoran DjuricÎncă nu există evaluări
- Do Not Touch Prohibition Sign 2Document1 paginăDo Not Touch Prohibition Sign 2Goran DjuricÎncă nu există evaluări
- No Pushing Prohibition SignDocument1 paginăNo Pushing Prohibition SignGoran DjuricÎncă nu există evaluări
- MBH XRF Master Samples Olids-Catalogue-04Document112 paginiMBH XRF Master Samples Olids-Catalogue-04Cristian WalkerÎncă nu există evaluări
- Ck45 Mechanical PropertiesDocument3 paginiCk45 Mechanical PropertiesDaniel CringusÎncă nu există evaluări
- Do Not Touch Prohibition Sign 2Document1 paginăDo Not Touch Prohibition Sign 2Goran DjuricÎncă nu există evaluări
- Do Not Touch Prohibition Sign 2Document1 paginăDo Not Touch Prohibition Sign 2Goran DjuricÎncă nu există evaluări
- Belec Vario Lab: High-Performance Spectrometer For Metal AnalysisDocument4 paginiBelec Vario Lab: High-Performance Spectrometer For Metal AnalysisGoran DjuricÎncă nu există evaluări
- Sunny The BunnyDocument7 paginiSunny The BunnyLia Vágvölgyi100% (5)
- Dremel Attachment Compatibility ChartDocument1 paginăDremel Attachment Compatibility Chartcamilo fonsecaÎncă nu există evaluări
- Cute Bear - English - Free PatternDocument11 paginiCute Bear - English - Free PatternGóc Khéo tayÎncă nu există evaluări
- Meenakari ArtDocument15 paginiMeenakari Artkomal kodwaniÎncă nu există evaluări
- Chapter3 - Cutting Tools For CNC MachinesDocument46 paginiChapter3 - Cutting Tools For CNC MachinesTharun Kumar Chõwdâry100% (1)
- NPA205 Black Rush TaeguTecDocument6 paginiNPA205 Black Rush TaeguTecpchakkrapaniÎncă nu există evaluări
- Surface Grinding ReportDocument12 paginiSurface Grinding ReportNur Muhammad Fitri70% (20)
- General Catalog Of: Tool SteelsDocument5 paginiGeneral Catalog Of: Tool SteelstaknevÎncă nu există evaluări
- Moana Crown CountryDocument18 paginiMoana Crown CountryPaola Fajardo100% (1)
- Pouring Lab ReportDocument6 paginiPouring Lab Reportmuhamad azamÎncă nu există evaluări
- Jacobs Catalog PDFDocument26 paginiJacobs Catalog PDFJunior FrancoÎncă nu există evaluări
- Bead Amp Amp Button - August 2018Document76 paginiBead Amp Amp Button - August 2018maria100% (17)
- Patterns - 627333 - Bernat Garter Baskets PTN DDocument1 paginăPatterns - 627333 - Bernat Garter Baskets PTN DDeeÎncă nu există evaluări
- ToolingDocument52 paginiToolingcmgankl0% (1)
- Company ProfileDocument23 paginiCompany ProfileimamÎncă nu există evaluări
- Ch16 - Sheet-Metal Forming Processes and EquipmentDocument42 paginiCh16 - Sheet-Metal Forming Processes and Equipmentlam minhÎncă nu există evaluări
- Faience and Alabaster VesselsDocument9 paginiFaience and Alabaster VesselsVesna MatićÎncă nu există evaluări
- Inventaris Barang Bengkel TBSM 2122Document9 paginiInventaris Barang Bengkel TBSM 2122Asep S100% (2)
- NutmegDocument2 paginiNutmegJill Krahling100% (1)
- Machining Process - I: Drilling and Related OperationsDocument34 paginiMachining Process - I: Drilling and Related OperationsNajshhs100% (1)
- Heat Treatment Requirement For API Design PackagesDocument3 paginiHeat Treatment Requirement For API Design PackagesYe Wint ThuÎncă nu există evaluări
- Popular Woodworking - November 2015 PDFDocument60 paginiPopular Woodworking - November 2015 PDFcelcel@46880% (10)
- Curly Baby Lling Us PDFDocument8 paginiCurly Baby Lling Us PDFAlmacen Central CH100% (2)
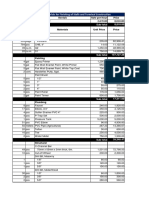
- 3 Hrs Motor Grader 2,670.00 8,010.00: Detailed Bill of Materials For Finishing of Stalls and Terminal ConstructionDocument2 pagini3 Hrs Motor Grader 2,670.00 8,010.00: Detailed Bill of Materials For Finishing of Stalls and Terminal ConstructionKris Aileen CortezÎncă nu există evaluări
- q4 Tle Week 2 Day 2Document35 paginiq4 Tle Week 2 Day 2Cheeny De GuzmanÎncă nu există evaluări
- SPA - Visual Arts - Q1 - Mod2Document10 paginiSPA - Visual Arts - Q1 - Mod2Simply Rose67% (3)
- VidarDocument1 paginăVidarPrincess Margarette Ann DiancoÎncă nu există evaluări
- Summative TestDocument2 paginiSummative TestLOIDA M. DE VILLAÎncă nu există evaluări
- Drill Press TableDocument3 paginiDrill Press Tablehomer35100% (2)
- GTDMCDocument9 paginiGTDMCSaadFarooqÎncă nu există evaluări
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tDe la EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tEvaluare: 4.5 din 5 stele4.5/5 (27)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchDe la EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchEvaluare: 4 din 5 stele4/5 (10)
- Analog Design and Simulation Using OrCAD Capture and PSpiceDe la EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceÎncă nu există evaluări
- Transformed: Moving to the Product Operating ModelDe la EverandTransformed: Moving to the Product Operating ModelEvaluare: 4 din 5 stele4/5 (1)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceDe la EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceEvaluare: 4 din 5 stele4/5 (19)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsDe la EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsEvaluare: 5 din 5 stele5/5 (1)
- Laws of UX: Using Psychology to Design Better Products & ServicesDe la EverandLaws of UX: Using Psychology to Design Better Products & ServicesEvaluare: 5 din 5 stele5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneDe la EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneEvaluare: 4.5 din 5 stele4.5/5 (5)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsDe la EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsÎncă nu există evaluări
- Design for How People Think: Using Brain Science to Build Better ProductsDe la EverandDesign for How People Think: Using Brain Science to Build Better ProductsEvaluare: 4 din 5 stele4/5 (8)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersDe la EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersEvaluare: 4 din 5 stele4/5 (13)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureDe la EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureEvaluare: 4.5 din 5 stele4.5/5 (2)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsDe la EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsÎncă nu există evaluări
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableDe la EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableÎncă nu există evaluări
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesDe la EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesEvaluare: 3 din 5 stele3/5 (1)
- Interfacing PIC Microcontrollers: Embedded Design by Interactive SimulationDe la EverandInterfacing PIC Microcontrollers: Embedded Design by Interactive SimulationÎncă nu există evaluări
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsDe la EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsEvaluare: 4 din 5 stele4/5 (2)
- Understanding Automotive Electronics: An Engineering PerspectiveDe la EverandUnderstanding Automotive Electronics: An Engineering PerspectiveEvaluare: 3.5 din 5 stele3.5/5 (16)