S-ar putea să vă placă și
- Hide Your Bins in A Handy Trash CentreDocument4 paginiHide Your Bins in A Handy Trash Centret_w_3_0_7Încă nu există evaluări
- 1903 Wright Flyer Model InstructionsDocument12 pagini1903 Wright Flyer Model InstructionsAntónio OliveiraÎncă nu există evaluări
- Wood PlanesDocument6 paginiWood Planeshenrybelanger100% (1)
- Wireless Stereo Speaker Box: Project PlanDocument8 paginiWireless Stereo Speaker Box: Project PlancajemarÎncă nu există evaluări
- PyramidDocument2 paginiPyramidjakju0% (14)
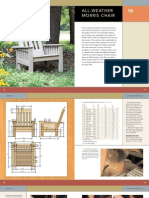
- All-Weather Morris Chair PlansDocument7 paginiAll-Weather Morris Chair PlansrelbuhmÎncă nu există evaluări
- Nida-Metal-Cutting Metal SheetDocument4 paginiNida-Metal-Cutting Metal Sheetapi-115534435Încă nu există evaluări
- Scrapwood Frame Saw: InstructablesDocument12 paginiScrapwood Frame Saw: InstructablesJasmine VaaltynÎncă nu există evaluări
- Foldable Stool Reverse Engineering The Tallon StooDocument37 paginiFoldable Stool Reverse Engineering The Tallon StooEnrique CoronelÎncă nu există evaluări
- Youngsters T Bucket Frame Plans V1 0Document24 paginiYoungsters T Bucket Frame Plans V1 0weirdbennyÎncă nu există evaluări
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideDe la EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideÎncă nu există evaluări
- Kitchen Knife BlockDocument3 paginiKitchen Knife Block- yAy3e -Încă nu există evaluări
- Units Conversion TableDocument1 paginăUnits Conversion TablejakjuÎncă nu există evaluări
- How To Build A Double Chair Bench With TableDocument27 paginiHow To Build A Double Chair Bench With TablebearyuyuÎncă nu există evaluări
- Peteward-Com MAKING A BOWDocument5 paginiPeteward-Com MAKING A BOWdescaraoÎncă nu există evaluări
- Wood Shop A - Z: A collection of simple woodworking projects and craftsDe la EverandWood Shop A - Z: A collection of simple woodworking projects and craftsÎncă nu există evaluări
- Bamboo Rodmaking Tips - Articles Area - Wood Planing FormsDocument7 paginiBamboo Rodmaking Tips - Articles Area - Wood Planing FormscannotdecideÎncă nu există evaluări
- Patrol Box PlansDocument10 paginiPatrol Box PlansAlessandro UrendaÎncă nu există evaluări
- Elementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionDe la EverandElementary Course in Woodwork: Designed for use in high and technical schools, with one hundred and thirty-four illustrations: First EditionÎncă nu există evaluări
- Swing Garden SwingDocument7 paginiSwing Garden SwingAlicia MariaÎncă nu există evaluări
- Knife Grinding Jig: InstructablesDocument13 paginiKnife Grinding Jig: InstructablesZarcano FariasÎncă nu există evaluări
- Picnic Table That Converts To BenchesDocument22 paginiPicnic Table That Converts To BenchesTibor LocÎncă nu există evaluări
- Pine Cabinet: Project 11142EZDocument5 paginiPine Cabinet: Project 11142EZBSulliÎncă nu există evaluări
- What's The Hold Up?: Materials: ToolsDocument6 paginiWhat's The Hold Up?: Materials: ToolsVictor Vargas BetanzosÎncă nu există evaluări
- Computer Desk - 002pdfDocument12 paginiComputer Desk - 002pdfShahin R KrishnaÎncă nu există evaluări
- Heart Locket Plans (The Illusionist)Document11 paginiHeart Locket Plans (The Illusionist)Fausto OrellanaÎncă nu există evaluări
- Handi Instr TwobDocument13 paginiHandi Instr TwobnotjustsomeoneÎncă nu există evaluări
- Making A KnifeDocument12 paginiMaking A KnifeAurel Garceava100% (2)
- Morsa Vertical CaseraDocument4 paginiMorsa Vertical CaseraCarlos Fco Secco100% (1)
- DIY Guide Rails Plans VSC ToolsDocument22 paginiDIY Guide Rails Plans VSC ToolsMiguel TravahoÎncă nu există evaluări
- How To Whittle: A Beginner's Guide - The Art of ManlinessDocument19 paginiHow To Whittle: A Beginner's Guide - The Art of ManlinessMichel BeliardÎncă nu există evaluări
- Router Bit Box: Project 20261EZDocument6 paginiRouter Bit Box: Project 20261EZBSulliÎncă nu există evaluări
- Chemistry Quiz Chapter 6 Form 4 @Document5 paginiChemistry Quiz Chapter 6 Form 4 @Mohd Norihwan100% (1)
- Table Saw Drum Mill: InstructablesDocument11 paginiTable Saw Drum Mill: InstructablesJazzy VaaltynÎncă nu există evaluări
- Homemade Edge Band Clamps: InstructablesDocument4 paginiHomemade Edge Band Clamps: InstructablesJasmine VaaltynÎncă nu există evaluări
- Band Saw Wheel Cutting JigDocument9 paginiBand Saw Wheel Cutting JigtamaraiivanaÎncă nu există evaluări
- Junior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build DiggerDocument5 paginiJunior Backhoe: Half-Pint Sidewalk Superintendents Will Go Ape For This Boy-Size, Rugged, Easy-To-Build Diggermagatsu2099Încă nu există evaluări
- Green Club ProjectDocument7 paginiGreen Club ProjectShawn ColsenÎncă nu există evaluări
- Precision Drill Frame ConstructionDocument7 paginiPrecision Drill Frame ConstructionMahesa SanggadipaÎncă nu există evaluări
- BF 03266576Document9 paginiBF 03266576Gianni FurgoneÎncă nu există evaluări
- Page1 12Document12 paginiPage1 12s rÎncă nu există evaluări
- Foot-Powered Scroll SawDocument8 paginiFoot-Powered Scroll SawJan Steinman100% (1)
- Tilting Pad BearingDocument2 paginiTilting Pad BearingmojiryhamidÎncă nu există evaluări
- Ch06 Mechanical PropertiesDocument49 paginiCh06 Mechanical PropertiesEva NovitaliaÎncă nu există evaluări
- Wooden Scrub Plane From ScrapDocument9 paginiWooden Scrub Plane From ScrapRod HyattÎncă nu există evaluări
- Threading OptionsDocument3 paginiThreading Optionsapi-522254901Încă nu există evaluări
- Hydrothermal ProcessDocument7 paginiHydrothermal ProcessGuinevere RaymundoÎncă nu există evaluări
- Chapter 12 - Arms: Splint VanbraceDocument34 paginiChapter 12 - Arms: Splint VanbracePaul Anthony BrownÎncă nu există evaluări
- Drill Press ForDocument52 paginiDrill Press FortumadrepuesÎncă nu există evaluări
- Adirondack ChairDocument10 paginiAdirondack ChairCocis CosminÎncă nu există evaluări
- Motolift PDFDocument26 paginiMotolift PDFChristos PapadakisÎncă nu există evaluări
- 05 - Build Crate ChairDocument4 pagini05 - Build Crate ChairMartin GyurikaÎncă nu există evaluări
- Woodlathe TreadleDocument3 paginiWoodlathe Treadleexper626Încă nu există evaluări
- The "How-To-Do-It" Books 1Document130 paginiThe "How-To-Do-It" Books 1Gutenberg.org100% (2)
- Weedeater Trolling MotorDocument16 paginiWeedeater Trolling MotorJames McEwenÎncă nu există evaluări
- CupolaDocument5 paginiCupolaRajan Goyal100% (2)
- Yeomans Multimachine LatheDocument4 paginiYeomans Multimachine LatheDianaSuarezÎncă nu există evaluări
- InventoryDocument36 paginiInventoryBernadette BuladacoÎncă nu există evaluări
- Hunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.De la EverandHunting with Muzzleloading Revolvers: New powders and bullets have made these guns capable game killers.Evaluare: 5 din 5 stele5/5 (1)
- Cigar Box Guitar InstructionsDocument4 paginiCigar Box Guitar InstructionsGregÎncă nu există evaluări
- How To Make A Meat SafeDocument5 paginiHow To Make A Meat SafeChristian Theriault100% (1)
- Champion The Lumber HorseDocument3 paginiChampion The Lumber HorseRowina Wamani67% (3)
- Basic Plane Blade SharpeningDocument3 paginiBasic Plane Blade SharpeningJoshua HÎncă nu există evaluări
- Andsaw For The Lathe: by Dennis HorlerDocument6 paginiAndsaw For The Lathe: by Dennis HorlerJohn BrittonÎncă nu există evaluări
- Let's Build A Can Stirling Engine Step 1 - Material Preparation and StructureDocument6 paginiLet's Build A Can Stirling Engine Step 1 - Material Preparation and Structureulises sosaÎncă nu există evaluări
- Keep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersDocument11 paginiKeep Your English Uptodate2 Teacher's Pack: Lesson Plan and Student Worksheets With AnswersjakjuÎncă nu există evaluări
- Purchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683Document2 paginiPurchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683jakjuÎncă nu există evaluări
- Brand Guide 201 S 1 A 5Document30 paginiBrand Guide 201 S 1 A 5jakju100% (1)
- AcknowledgmentsDocument5 paginiAcknowledgmentsjakjuÎncă nu există evaluări
- Purchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683Document2 paginiPurchased by The Awesome Hasan Baykal, Hsn.42@live - NL #7815683jakjuÎncă nu există evaluări
- Hand-Sewing Skills: Oregon 4-H Clothing Construction Fact Sheets: Basic Skills-Level 1Document4 paginiHand-Sewing Skills: Oregon 4-H Clothing Construction Fact Sheets: Basic Skills-Level 1jakjuÎncă nu există evaluări
- ISSUE8Document6 paginiISSUE8jakjuÎncă nu există evaluări
- TAG E-Z Fit Red ClampDocument1 paginăTAG E-Z Fit Red ClampjakjuÎncă nu există evaluări
- Dawn Flyer Cross Slide and StandsDocument2 paginiDawn Flyer Cross Slide and StandsjakjuÎncă nu există evaluări
- Front Vise: Quick-ReleaseDocument8 paginiFront Vise: Quick-ReleasejakjuÎncă nu există evaluări
- 8" Cross Slide Drill Press Vise - Parts Diagram: 8"jaw Width, 8"jaw Opening, 2" Jaw Depth Stock #: 11698 Model #: CS8Document1 pagină8" Cross Slide Drill Press Vise - Parts Diagram: 8"jaw Width, 8"jaw Opening, 2" Jaw Depth Stock #: 11698 Model #: CS8jakjuÎncă nu există evaluări
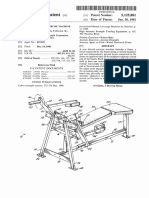
- Us 5125881Document8 paginiUs 5125881jakjuÎncă nu există evaluări
- 8 STEP 3 (See Diagram 3)Document1 pagină8 STEP 3 (See Diagram 3)jakjuÎncă nu există evaluări
- Multi-Jungle Stations Guide: Mjcore (Mjcore-Sta) Mjap (Mjap-Sta) MJTP (Mjtp-Sta)Document2 paginiMulti-Jungle Stations Guide: Mjcore (Mjcore-Sta) Mjap (Mjap-Sta) MJTP (Mjtp-Sta)jakjuÎncă nu există evaluări
- Wellness Rack: Manuale D'UsoDocument6 paginiWellness Rack: Manuale D'UsojakjuÎncă nu există evaluări
- Zyzzs Bodybuilding BibleDocument66 paginiZyzzs Bodybuilding BibleestesstÎncă nu există evaluări
- Ic-Mineval: Software For The Financial Evaluation of Mineral DepositsDocument67 paginiIc-Mineval: Software For The Financial Evaluation of Mineral DepositstamanimoÎncă nu există evaluări
- Earth and Life Science Q1 Week 2Document22 paginiEarth and Life Science Q1 Week 2Mary Kristine Silerio-Dela CruzÎncă nu există evaluări
- Kadar 2002 (Journal of The Institute of Archaeo-Metallurgical Studies)Document4 paginiKadar 2002 (Journal of The Institute of Archaeo-Metallurgical Studies)diaconescu_dragosÎncă nu există evaluări
- Case Study On MdisDocument16 paginiCase Study On MdisDing HangÎncă nu există evaluări
- English7 Q4 ST2Document1 paginăEnglish7 Q4 ST2PJ BARREOÎncă nu există evaluări
- Corrosion in TMT Rebar - ReportDocument37 paginiCorrosion in TMT Rebar - ReportRajbanul AkhondÎncă nu există evaluări
- Mirdc Atd Fees - ChargesDocument12 paginiMirdc Atd Fees - Chargesnapster386Încă nu există evaluări
- Non-Ferrous Alloys Those That Does Not ContainDocument10 paginiNon-Ferrous Alloys Those That Does Not Containneha yarrapothuÎncă nu există evaluări
- Minerals Associated With LateritesDocument14 paginiMinerals Associated With LateritesD'leh EvoletÎncă nu există evaluări
- 7 PDFDocument8 pagini7 PDFSri PuduÎncă nu există evaluări
- Enhancing The GTAW ProcessDocument2 paginiEnhancing The GTAW ProcessSaid DedicÎncă nu există evaluări
- Thermal Spraying of Cylinder Bores With TheDocument6 paginiThermal Spraying of Cylinder Bores With TheSasiKumar PetchiappanÎncă nu există evaluări
- Chem Project Class 12 With Investigatory Project On ' Antacids'Document15 paginiChem Project Class 12 With Investigatory Project On ' Antacids'SHAHBAN55550% (1)
- Wild West Exodus Terrain Build TutorialDocument17 paginiWild West Exodus Terrain Build Tutorialdragonborn-modelsÎncă nu există evaluări
- (Iit-Jee M+A PHASE-1 &2) Target IIT-JEE (Mains+Advanced) : 2020 Phase-I: 04-Apr-19 & Phase-II 02-May-19 Bathces: All Batches of Phase-1 & 2Document5 pagini(Iit-Jee M+A PHASE-1 &2) Target IIT-JEE (Mains+Advanced) : 2020 Phase-I: 04-Apr-19 & Phase-II 02-May-19 Bathces: All Batches of Phase-1 & 2Rijul SaxenaÎncă nu există evaluări
- Carmex Catalogue WebDocument203 paginiCarmex Catalogue WebPaisaje SilenciosoÎncă nu există evaluări
- X Mat Che 3 L.o.che - CombiDocument29 paginiX Mat Che 3 L.o.che - CombiShorya KumarÎncă nu există evaluări
- Chemical Symbols and Valences of Elements and RadicalsDocument1 paginăChemical Symbols and Valences of Elements and RadicalsproodootÎncă nu există evaluări
- 33 Water Jet CuttingDocument3 pagini33 Water Jet CuttingIzaa Cryzza0% (1)
- Chapter 1Document41 paginiChapter 1Patchole Alwan TiarasiÎncă nu există evaluări
- DRAGFLOW Mining BrochureDocument15 paginiDRAGFLOW Mining BrochurerabbidhaggisÎncă nu există evaluări
- Physical Science Tables Formulas and EquationsDocument10 paginiPhysical Science Tables Formulas and Equationsnpednekar7530Încă nu există evaluări
- ASTM A853 Alambre RecocidoDocument3 paginiASTM A853 Alambre RecocidoRober Moises Chumbe SoveroÎncă nu există evaluări