S-ar putea să vă placă și
- Technologie automobile: Les Grands Articles d'UniversalisDe la EverandTechnologie automobile: Les Grands Articles d'UniversalisÎncă nu există evaluări
- GuideTechniqueStructureBois 01.2016 BDDocument77 paginiGuideTechniqueStructureBois 01.2016 BDguessousÎncă nu există evaluări
- Magazine BOIS PLUS N.53 - Janvier-Mars 2020 PDFDocument68 paginiMagazine BOIS PLUS N.53 - Janvier-Mars 2020 PDFNic RicÎncă nu există evaluări
- Bricolage Menuiserie Table Defonceuse JFT68Document7 paginiBricolage Menuiserie Table Defonceuse JFT68EuchcatÎncă nu există evaluări
- ToitsDocument84 paginiToitsToufik HÎncă nu există evaluări
- Analyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmDocument47 paginiAnalyse de Fabrication Et Gammes D'usinage-partie3-Fm-tsmfmmaraghni_hassine7592100% (1)
- Données Techniques Sur Les TournageDocument50 paginiDonnées Techniques Sur Les TournageAm NeÎncă nu există evaluări
- Bricolage Menuiserie Travailler A La DefonceuseDocument3 paginiBricolage Menuiserie Travailler A La DefonceuseEuchcatÎncă nu există evaluări
- Diderot (1713-1784) - L'Encyclopédie. Menuiserie, MarqueterieDocument111 paginiDiderot (1713-1784) - L'Encyclopédie. Menuiserie, Marqueterieworkshopcarpintaria100% (1)
- Cours 00-Analyse FonctionnelleDocument14 paginiCours 00-Analyse Fonctionnellemaraghni_hassine7592Încă nu există evaluări
- Guide Des Applications Bois Dans La MaisonDocument15 paginiGuide Des Applications Bois Dans La MaisonWilly Victor ObamÎncă nu există evaluări
- Travaux Dirigees de Resistance Des Materiaux Corrige PDFDocument71 paginiTravaux Dirigees de Resistance Des Materiaux Corrige PDFGenie MecaÎncă nu există evaluări
- Bouvetage en Dents de Scie Ou Assemblage À Entures MultiplesDocument2 paginiBouvetage en Dents de Scie Ou Assemblage À Entures MultiplesHassan AzmiÎncă nu există evaluări
- Chapitre 3 - ForgeageDocument33 paginiChapitre 3 - ForgeageTouhemi Ben Sadok100% (1)
- Le Bois Et Les Panneaux PDFDocument4 paginiLe Bois Et Les Panneaux PDFMamou DeflaouiÎncă nu există evaluări
- Tp1 Fao FraisageDocument32 paginiTp1 Fao Fraisagemaraghni_hassine7592Încă nu există evaluări
- Les TenonsDocument5 paginiLes TenonsSylv Grz100% (1)
- Bois CompagnonsDocument14 paginiBois CompagnonsDacha7100% (1)
- Exercices IsostatismeDocument2 paginiExercices Isostatismemaraghni_hassine759288% (24)
- GT FacadesDocument32 paginiGT FacadesIfan JuangÎncă nu există evaluări
- Les Assemblages en Bois de FilsDocument6 paginiLes Assemblages en Bois de FilsOuahid AbdouhÎncă nu există evaluări
- L'Emballage AlimentaireDocument36 paginiL'Emballage AlimentaireHind Maarouf100% (2)
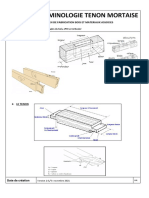
- Terminologie Tenon Et MortaiseDocument1 paginăTerminologie Tenon Et Mortaiseapi-489017636Încă nu există evaluări
- Les Matériaux BOISDocument76 paginiLes Matériaux BOISJean christophe ponthusÎncă nu există evaluări
- Les FustesDocument9 paginiLes FustesdoubeÎncă nu există evaluări
- TD Serie No 2.1Document2 paginiTD Serie No 2.1omardzstÎncă nu există evaluări
- 02 Charpente Traditionnelle PDFDocument5 pagini02 Charpente Traditionnelle PDFlekouf43Încă nu există evaluări
- Methode de Pose Terrasse Bois 2.0Document16 paginiMethode de Pose Terrasse Bois 2.0luizoliveÎncă nu există evaluări
- Détail Technique Des Vis À Bois Du MarchéDocument276 paginiDétail Technique Des Vis À Bois Du MarchéJean-Rémi JR JriÎncă nu există evaluări
- (Brico) Bois - Les Assemblages Tenon Et MortaiseDocument4 pagini(Brico) Bois - Les Assemblages Tenon Et MortaiselebÎncă nu există evaluări
- Exam Materaux PDFDocument19 paginiExam Materaux PDFmaraghni_hassine7592Încă nu există evaluări
- LaminageDocument13 paginiLaminagefabricelÎncă nu există evaluări
- TD 20serie 20no 204Document1 paginăTD 20serie 20no 204maraghni_hassine7592Încă nu există evaluări
- TP Projet 2 Assemblage en TDocument1 paginăTP Projet 2 Assemblage en Tapi-489017636Încă nu există evaluări
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de PenteDocument4 paginiDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Sablière de Penterenaud LÎncă nu există evaluări
- Tech de SoudageDocument10 paginiTech de SoudageBacem FarhatÎncă nu există evaluări
- CouvertureDocument15 paginiCouvertureThinhinaneGuedriÎncă nu există evaluări
- Identifier Le Système Constructif Des Panneaux Massifs: SommaireDocument11 paginiIdentifier Le Système Constructif Des Panneaux Massifs: Sommairerenaud LÎncă nu există evaluări
- Livret Dremel (Abemus)Document52 paginiLivret Dremel (Abemus)pringuyÎncă nu există evaluări
- Cours MoulageDocument38 paginiCours MoulageChristophe BanzeÎncă nu există evaluări
- Déterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de PenteDocument4 paginiDéterminer Les Vraies Grandeurs Des Arêtes Et Les Surfaces D'Un Comble Avec Faîtage de Penterenaud LÎncă nu există evaluări
- Tour de ForceDocument320 paginiTour de ForceBoby100% (1)
- ECHO CS 260T CS 260TES X750323 3401 - FRDocument32 paginiECHO CS 260T CS 260TES X750323 3401 - FRhonogeraÎncă nu există evaluări
- Sillón MaderaDocument5 paginiSillón MaderaGerardo WarmerdamÎncă nu există evaluări
- Peddinghaus 210 Super 13gDocument25 paginiPeddinghaus 210 Super 13gwwonggÎncă nu există evaluări
- Stirling Engine PlansDocument21 paginiStirling Engine PlansabufkesÎncă nu există evaluări
- Gabarit 20pour 20queues 20dDocument3 paginiGabarit 20pour 20queues 20dwlidhaaaÎncă nu există evaluări
- 12 Client Dossier Technique EtudeDocument12 pagini12 Client Dossier Technique EtudeSylv GrzÎncă nu există evaluări
- DIY Tutoriel Lampe Murale Palettes 1001pallets (FR)Document11 paginiDIY Tutoriel Lampe Murale Palettes 1001pallets (FR)Moises Barbosa100% (1)
- Plan EtabliDocument6 paginiPlan EtabliSamantha EricksonÎncă nu există evaluări
- Abattage D'un ArbreDocument4 paginiAbattage D'un ArbreJean-François Draux100% (1)
- FredoScale User Manual - French - v2.5 - 01 Sep 13Document15 paginiFredoScale User Manual - French - v2.5 - 01 Sep 13Vincent PretiÎncă nu există evaluări
- Manual Maquina Lazos Screwfix Dovetail Jig PDFDocument8 paginiManual Maquina Lazos Screwfix Dovetail Jig PDFOscar AtienzaÎncă nu există evaluări
- Santo Amaro - ContrebasseDocument2 paginiSanto Amaro - Contrebasseremusik2Încă nu există evaluări
- Travail Mécanique Du Bois 2e Partie - FFCDocument66 paginiTravail Mécanique Du Bois 2e Partie - FFCCamelia SmahanÎncă nu există evaluări
- TDM PDFDocument6 paginiTDM PDFogmios_94Încă nu există evaluări
- Ideesmaison Lebouvet NormesDocument6 paginiIdeesmaison Lebouvet NormesGuillaume FroletÎncă nu există evaluări
- DefonceuseDocument1 paginăDefonceuseToto ToroÎncă nu există evaluări
- Les Liaisons Mécaniqes 2008 2009 (Akremibechir)Document4 paginiLes Liaisons Mécaniqes 2008 2009 (Akremibechir)Radhouane Ben JemaaÎncă nu există evaluări
- Catalogue Hpa 2018Document80 paginiCatalogue Hpa 2018Milan JovicicÎncă nu există evaluări
- LeB.a BAatelierDocument20 paginiLeB.a BAatelierAbdallah El HajjÎncă nu există evaluări
- Plan de Maison de 60 M Rectangulaire OorekaDocument6 paginiPlan de Maison de 60 M Rectangulaire OorekaMaggy Ronciere RamalingomÎncă nu există evaluări
- Croix Du CharpentierDocument2 paginiCroix Du Charpentierthieflute100% (1)
- Tuto Borne Arcade Contemporaine 1Document33 paginiTuto Borne Arcade Contemporaine 1Patiss MathysÎncă nu există evaluări
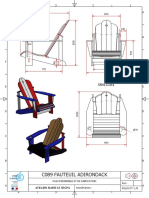
- Silla AdirondackDocument8 paginiSilla AdirondackJhojan David Medina Vergara100% (1)
- Etabli Mobile 1.2Document11 paginiEtabli Mobile 1.2anonymezoltarÎncă nu există evaluări
- Fer Forge PDFDocument2 paginiFer Forge PDFJonathan100% (1)
- Cours RadioDocument93 paginiCours RadiopumalatÎncă nu există evaluări
- Questions Matériaux BoisDocument37 paginiQuestions Matériaux BoisSylv GrzÎncă nu există evaluări
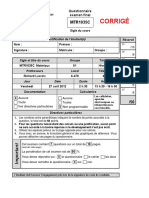
- Permis Machine Synthese Session 2021Document4 paginiPermis Machine Synthese Session 2021api-489017636Încă nu există evaluări
- Formage de PlexiglasDocument32 paginiFormage de Plexiglasviorelu99Încă nu există evaluări
- Plexiglass FRDocument24 paginiPlexiglass FRmatebrateÎncă nu există evaluări
- Plexiglas Mise en OeuvreDocument12 paginiPlexiglas Mise en OeuvreJean TaisteÎncă nu există evaluări
- Tubes Batons PLEXIGLASDocument8 paginiTubes Batons PLEXIGLASMohamed EL-BOUCHTIÎncă nu există evaluări
- SikaFlex Pro 11 FCDocument4 paginiSikaFlex Pro 11 FCabdouÎncă nu există evaluări
- Caract C3 A9ristiques 20g C3 A9om C3 A9triquesDocument7 paginiCaract C3 A9ristiques 20g C3 A9om C3 A9triquesmaraghni_hassine7592Încă nu există evaluări
- Désignation Aciers PDFDocument21 paginiDésignation Aciers PDFAnas MohtadiÎncă nu există evaluări
- Caract C3 A9ristiques 20g C3 A9om C3 A9triquesDocument7 paginiCaract C3 A9ristiques 20g C3 A9om C3 A9triquesmaraghni_hassine7592Încă nu există evaluări
- Demonstration 20moment 20d 27inerties PDFDocument2 paginiDemonstration 20moment 20d 27inerties PDFOmar_FSOÎncă nu există evaluări
- Désignation Aciers PDFDocument21 paginiDésignation Aciers PDFAnas MohtadiÎncă nu există evaluări
- Demonstration 20moment 20d 27inerties PDFDocument2 paginiDemonstration 20moment 20d 27inerties PDFOmar_FSOÎncă nu există evaluări
- TD 20serie 20no 205 1Document1 paginăTD 20serie 20no 205 1maraghni_hassine7592Încă nu există evaluări
- TD 20S C3 A9rie 20no 203Document1 paginăTD 20S C3 A9rie 20no 203maraghni_hassine7592Încă nu există evaluări
- Resistance D Une Poutre Sur 2 AppuisDocument5 paginiResistance D Une Poutre Sur 2 AppuisIk RamÎncă nu există evaluări
- TD 20serie 20no 201Document3 paginiTD 20serie 20no 201maraghni_hassine7592Încă nu există evaluări
- Comment Gérer Son Stress Pendant Les ExamensDocument1 paginăComment Gérer Son Stress Pendant Les Examensmaraghni_hassine7592Încă nu există evaluări
- Newmeca 2453Document284 paginiNewmeca 2453maraghni_hassine7592Încă nu există evaluări
- Concours D'agrégation en Génie Mécanique gm2Document38 paginiConcours D'agrégation en Génie Mécanique gm2Walid Ben EzzineÎncă nu există evaluări
- BPT 2004 ConcoursDocument40 paginiBPT 2004 Concoursmaraghni_hassine7592Încă nu există evaluări
- RMChap5 (Cisaillement)Document33 paginiRMChap5 (Cisaillement)maraghni_hassine7592Încă nu există evaluări
- Pres Electro Erosion PrincipeDocument13 paginiPres Electro Erosion Principemaraghni_hassine7592Încă nu există evaluări
- Usinage Par Enlevement de MatiereDocument8 paginiUsinage Par Enlevement de Matieremaraghni_hassine7592Încă nu există evaluări
- GM 812Document11 paginiGM 812maraghni_hassine7592Încă nu există evaluări
- Filtre À HuileDocument13 paginiFiltre À Huilemaraghni_hassine7592Încă nu există evaluări
- Fiches Produits - Aciers Laminés À Froid FRDocument4 paginiFiches Produits - Aciers Laminés À Froid FRmaraghni_hassine7592Încă nu există evaluări
- Aff Uta Geet Geometrie ForetsDocument19 paginiAff Uta Geet Geometrie Foretsmaraghni_hassine7592Încă nu există evaluări
- TRAITEMENTS DES EAUX - Chapitre 4-Les Operation Physiques Unitaire Pour Le Traitement Des Eaux-Pour ImprDocument55 paginiTRAITEMENTS DES EAUX - Chapitre 4-Les Operation Physiques Unitaire Pour Le Traitement Des Eaux-Pour ImprSamira MossaddikÎncă nu există evaluări
- Liste Des PV Feu Valides - Màj 14 01 11Document8 paginiListe Des PV Feu Valides - Màj 14 01 11Olivier DupuysÎncă nu există evaluări
- Aimants NeodymeDocument2 paginiAimants NeodymeMohamed Ange NAPOÎncă nu există evaluări
- Airpan Catalogue 2018LRDocument20 paginiAirpan Catalogue 2018LRCajun LeBeauÎncă nu există evaluări
- Tableau Des Métaux JIS - EN 2: 2865-2866 - FR - V1.indd 2865-2866 08.06.2009 21:31:24 UhrDocument1 paginăTableau Des Métaux JIS - EN 2: 2865-2866 - FR - V1.indd 2865-2866 08.06.2009 21:31:24 Uhrrahali borheneddineÎncă nu există evaluări
- HistoriqueDocument1 paginăHistoriqueWijdane guradaÎncă nu există evaluări
- FraisageDocument4 paginiFraisageAhmed Bel KaDhiÎncă nu există evaluări
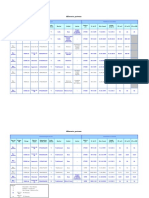
- Prix FournisseursDocument29 paginiPrix FournisseursAnca MARTINESCUÎncă nu există evaluări
- Les Effort Et Puissance de CoupeDocument21 paginiLes Effort Et Puissance de CoupeFATMAÎncă nu există evaluări
- Tornillo BitzerDocument16 paginiTornillo BitzerDaniel PuertaÎncă nu există evaluări
- 3 Chapitre IV - HSE - ConvertiDocument13 pagini3 Chapitre IV - HSE - Convertiطارق بوشنينÎncă nu există evaluări
- R BOULBABA RefroidDocument30 paginiR BOULBABA RefroidMortadha RabahÎncă nu există evaluări
- Chapitre 3Document11 paginiChapitre 3Rayan BenachourÎncă nu există evaluări
- Transfert Sans Réaction Chimique: N KGL (Pa - Ha Ca) KGL: Coef. Globale de TransfertDocument26 paginiTransfert Sans Réaction Chimique: N KGL (Pa - Ha Ca) KGL: Coef. Globale de TransfertAbdelmalek MimouniÎncă nu există evaluări
- Conseils Comment Emballer Par UPSDocument19 paginiConseils Comment Emballer Par UPSmamikou0119Încă nu există evaluări
- COURSDocument104 paginiCOURSOlagj Aziz MinaÎncă nu există evaluări
- Cours 4Document7 paginiCours 4Marouane ChadiÎncă nu există evaluări
- Catalogue Transair 2011Document110 paginiCatalogue Transair 2011ContactÎncă nu există evaluări
- Moulage en SableDocument2 paginiMoulage en SableDebih KhaledÎncă nu există evaluări
- DéformationDocument36 paginiDéformationAyoubDrissiÎncă nu există evaluări
- M202 Temps CC2 V2 TSMFM 2022-2023Document2 paginiM202 Temps CC2 V2 TSMFM 2022-2023badr hadriÎncă nu există evaluări
- Réalisation de Tronçons de TuyauterieDocument77 paginiRéalisation de Tronçons de Tuyauteriehassan.marzouki.2020Încă nu există evaluări
- Tes Recmount Osm15 7 (L) &7 (F) &MDocument5 paginiTes Recmount Osm15 7 (L) &7 (F) &Mwarry1980Încă nu există evaluări