S-ar putea să vă placă și
- Viking NozzleDocument20 paginiViking Nozzlematthew02012010Încă nu există evaluări
- Selected Problems For Autocad DrawingsDocument13 paginiSelected Problems For Autocad DrawingsSayed MesallamyÎncă nu există evaluări
- Viking NozzleDocument20 paginiViking Nozzlematthew02012010Încă nu există evaluări
- Viking NozzleDocument20 paginiViking Nozzlematthew02012010Încă nu există evaluări
- Curriculum Vitae: Personal InformationsDocument2 paginiCurriculum Vitae: Personal InformationsSayed MesallamyÎncă nu există evaluări
- HvacDocument3 paginiHvacSayed MesallamyÎncă nu există evaluări
- Test 4 AfterDocument3 paginiTest 4 AfterSayed MesallamyÎncă nu există evaluări
- NoteDocument1 paginăNoteSayed MesallamyÎncă nu există evaluări
- Proforated Face Ceiling Diffuser 2Document2 paginiProforated Face Ceiling Diffuser 2Sayed MesallamyÎncă nu există evaluări
- Appendix I: Si and English Units and Conversion FactorsDocument7 paginiAppendix I: Si and English Units and Conversion FactorsAhmad ZikriÎncă nu există evaluări
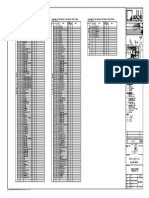
- AR-801 Doors Schedule Buildings A & B.DWFDocument1 paginăAR-801 Doors Schedule Buildings A & B.DWFSayed MesallamyÎncă nu există evaluări
- Cart Tasg KhaledDocument1 paginăCart Tasg KhaledSayed MesallamyÎncă nu există evaluări
- F 4Document5 paginiF 4RJagatdeep Singh RanaÎncă nu există evaluări
- 2007Document8 pagini2007Sayed MesallamyÎncă nu există evaluări
- Sheet 5 Answers Thermdynamics A DR Ahmed HusseinDocument7 paginiSheet 5 Answers Thermdynamics A DR Ahmed HusseinSayed MesallamyÎncă nu există evaluări
- Transportation in My CityDocument2 paginiTransportation in My CitySayed MesallamyÎncă nu există evaluări
- Measure Center Pressure Submerged SurfaceDocument6 paginiMeasure Center Pressure Submerged SurfacelofeagaiÎncă nu există evaluări
- Notes Sheets Answers Thermdynamics A DR Ahmed HusseinDocument8 paginiNotes Sheets Answers Thermdynamics A DR Ahmed HusseinSayed MesallamyÎncă nu există evaluări
- Sheet 2 Answers Thermdynamics A DR Ahmed HusseinDocument2 paginiSheet 2 Answers Thermdynamics A DR Ahmed HusseinSayed MesallamyÎncă nu există evaluări
- Sheet 3 Answers Thermdynamics A DR Ahmed HusseinDocument22 paginiSheet 3 Answers Thermdynamics A DR Ahmed HusseinSayed MesallamyÎncă nu există evaluări
- Car&MechanicDocument1 paginăCar&MechanicSayed MesallamyÎncă nu există evaluări
- Car&MechanicDocument1 paginăCar&MechanicSayed MesallamyÎncă nu există evaluări
- Welding and Fluid Power TechniquesDocument21 paginiWelding and Fluid Power TechniquesSayed MesallamyÎncă nu există evaluări
- WHO Air QT Guidelines Nitrogen DioxideDocument33 paginiWHO Air QT Guidelines Nitrogen DioxidesusCitiesÎncă nu există evaluări
- Solid Fi CationDocument11 paginiSolid Fi CationSayed MesallamyÎncă nu există evaluări
- The Thermoelectric GeneratorDocument8 paginiThe Thermoelectric GeneratorSayed MesallamyÎncă nu există evaluări
- The Thermoelectric GeneratorDocument8 paginiThe Thermoelectric GeneratorSayed MesallamyÎncă nu există evaluări
- Welding and Fluid Power TechniquesDocument21 paginiWelding and Fluid Power TechniquesSayed MesallamyÎncă nu există evaluări
- Refractory Bricks ManufacturingDocument7 paginiRefractory Bricks ManufacturingSayed MesallamyÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (72)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Transpiration POGIL Answer KeyDocument8 paginiTranspiration POGIL Answer KeyJade Tapper50% (2)
- Cloud Computing - AWS & Devops - Continuous Integration With JenkinsDocument6 paginiCloud Computing - AWS & Devops - Continuous Integration With Jenkinskiran kumarÎncă nu există evaluări
- ECEN 214 Lab 2Document8 paginiECEN 214 Lab 2Shoaib AhmedÎncă nu există evaluări
- Lesson11 - DLP12 - Objects and ClassesDocument4 paginiLesson11 - DLP12 - Objects and ClassesAlvaro QuemadoÎncă nu există evaluări
- Apache Storm Tutorial PointDocument20 paginiApache Storm Tutorial PointashokmvanjareÎncă nu există evaluări
- BIT Pilani Data Science Exam Questions on Data Mining, Normalization, ClassificationDocument3 paginiBIT Pilani Data Science Exam Questions on Data Mining, Normalization, ClassificationVIVEK JOHARIÎncă nu există evaluări
- Inorganic Chemistry II (100 Items)Document11 paginiInorganic Chemistry II (100 Items)maria jeusa matiasÎncă nu există evaluări
- MVC Music Store - Tutorial - V3.0Document136 paginiMVC Music Store - Tutorial - V3.0kafu_lechugon4654Încă nu există evaluări
- Es Unit 2 MCQDocument7 paginiEs Unit 2 MCQPradnya NavaleÎncă nu există evaluări
- Cauchy's Functional Equation: 1: The Simple SolutionsDocument2 paginiCauchy's Functional Equation: 1: The Simple SolutionsKen GamingÎncă nu există evaluări
- Commercial Cooking: Polytechnic University of The PhilippinesDocument47 paginiCommercial Cooking: Polytechnic University of The PhilippinesBryan DaveÎncă nu există evaluări
- 1 RG SQLNotesDocument216 pagini1 RG SQLNotesRanjithÎncă nu există evaluări
- Transportation Research Part B: Ren-Yong Guo, Hai-Jun Huang, S.C. WongDocument17 paginiTransportation Research Part B: Ren-Yong Guo, Hai-Jun Huang, S.C. WongKhairulÎncă nu există evaluări
- 2.AIX For System Administrators - LVDocument9 pagini2.AIX For System Administrators - LVjpeg144Încă nu există evaluări
- Advanced Wind Resource Assessment Wind Resource AssessmentDocument10 paginiAdvanced Wind Resource Assessment Wind Resource AssessmentSaravanapriya KarthikÎncă nu există evaluări
- Abap Interview QuestionsDocument124 paginiAbap Interview Questionsvenkat katariÎncă nu există evaluări
- Lab1 FinalDocument6 paginiLab1 FinalsufyanÎncă nu există evaluări
- Energy: Caroline Smith Lewin, Ana Rosa Fonseca de Aguiar Martins, Florian PradelleDocument14 paginiEnergy: Caroline Smith Lewin, Ana Rosa Fonseca de Aguiar Martins, Florian PradelleLuiza L. Dos AnjosÎncă nu există evaluări
- Seismic Inversion: The Best Tool for Enhanced Interpretation and Reservoir CharacterizationDocument14 paginiSeismic Inversion: The Best Tool for Enhanced Interpretation and Reservoir CharacterizationTG100% (1)
- FP2000-1200 User Inst v5 (English)Document24 paginiFP2000-1200 User Inst v5 (English)Remus BobeÎncă nu există evaluări
- An Engineer's Guide To Industrial Robot Designs: E-BookDocument80 paginiAn Engineer's Guide To Industrial Robot Designs: E-BookGeorgi KostadinovÎncă nu există evaluări
- Chemical PeriodicityDocument3 paginiChemical PeriodicityJoshua ValdezcoÎncă nu există evaluări
- Soal Try Out BHS Inggris Paket ADocument12 paginiSoal Try Out BHS Inggris Paket AMuhamad Tikal KartikalÎncă nu există evaluări
- Certificates For Project ReportDocument11 paginiCertificates For Project ReportFiroz KachhiÎncă nu există evaluări
- Velocity Rescaling Violates Energy EquipartitionDocument15 paginiVelocity Rescaling Violates Energy Equipartitionbitted2Încă nu există evaluări
- Accepted Manuscript: International Journal of RefrigerationDocument38 paginiAccepted Manuscript: International Journal of RefrigerationWinarta AdiÎncă nu există evaluări
- Module 4 - Analysis of Beams Using Matrix Stiffness MethodDocument34 paginiModule 4 - Analysis of Beams Using Matrix Stiffness MethodVon TiosingÎncă nu există evaluări
- Release NotesDocument13 paginiRelease NotesSamÎncă nu există evaluări
- Fracture in Fiber Reinforced Composite Material:Mathematical Models and Experimental MethodsDocument54 paginiFracture in Fiber Reinforced Composite Material:Mathematical Models and Experimental MethodsSubayyal IlyasÎncă nu există evaluări
- 1251 - WEIGHING ON AN ANALYTICAL BALANCE - USP ChapterDocument3 pagini1251 - WEIGHING ON AN ANALYTICAL BALANCE - USP ChaptershougandhÎncă nu există evaluări