S-ar putea să vă placă și
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De la EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Încă nu există evaluări
- Diseño de utillajes, matricería y prototipado con SolidWorksDe la EverandDiseño de utillajes, matricería y prototipado con SolidWorksEvaluare: 3 din 5 stele3/5 (1)
- Práctica Granulometría de Los Agregados 2020Document24 paginiPráctica Granulometría de Los Agregados 2020Kevin FrancoÎncă nu există evaluări
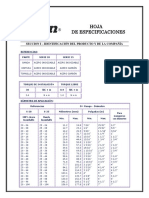
- SECCION 15 TablasDocument28 paginiSECCION 15 TablasHomer Edy Armas CalixtoÎncă nu există evaluări
- Pince LesDocument10 paginiPince Lessoley77Încă nu există evaluări
- 3.especificaciones Técnicas-Agregados - Ok (5700, Varios)Document6 pagini3.especificaciones Técnicas-Agregados - Ok (5700, Varios)Percy LopezÎncă nu există evaluări
- Equivalente Arena, Cubicidad, Peso Unitario, DesgasteDocument44 paginiEquivalente Arena, Cubicidad, Peso Unitario, DesgasteMarcial MontiÎncă nu există evaluări
- Tuberias y Accesorios Polipropileno Presion PP y PP - RCT (Vesbo - BR) 1Document7 paginiTuberias y Accesorios Polipropileno Presion PP y PP - RCT (Vesbo - BR) 1Francis Raul Odiott PerezÎncă nu există evaluări
- Union Universal2Document1 paginăUnion Universal2Jonathan OrantesÎncă nu există evaluări
- EXTRACCIÓN DE PERNOS ROTOS Hinojosa Jordy PDFDocument4 paginiEXTRACCIÓN DE PERNOS ROTOS Hinojosa Jordy PDFJhon Alex Hinojosa FloresÎncă nu există evaluări
- Bridas y AvancesDocument5 paginiBridas y AvancescateerpillarÎncă nu există evaluări
- Ensayo de Granulometria Del Agregado Grueso y FinoDocument20 paginiEnsayo de Granulometria Del Agregado Grueso y FinodanielÎncă nu există evaluări
- Modulo 03 ConminucionDocument200 paginiModulo 03 ConminucionJosé Alejandro Vargas CrisologoÎncă nu există evaluări
- TuberiaDocument2 paginiTuberiaDennis GustavoÎncă nu există evaluări
- Ficha Tecnica Empalmes Roscados y Maquinas Roscadora 2018Document4 paginiFicha Tecnica Empalmes Roscados y Maquinas Roscadora 2018Jon PruittÎncă nu există evaluări
- ANALISIS GRANULOMETRIA (Pag218 A 227) Aquino Cutipa WalterDocument8 paginiANALISIS GRANULOMETRIA (Pag218 A 227) Aquino Cutipa WalterAquinoWalter0% (1)
- Granulometria de Mezcla de HormigonDocument1 paginăGranulometria de Mezcla de HormigonMario PereyraÎncă nu există evaluări
- Ficha Tecnica Accesorio de Cobre IusaDocument2 paginiFicha Tecnica Accesorio de Cobre IusaVeronica Maguiña100% (1)
- Guía 4 - Lab. Análisis Granulométrico TamizadoDocument34 paginiGuía 4 - Lab. Análisis Granulométrico TamizadoJOSE LUISÎncă nu există evaluări
- Amanco SCH40 PVCUL651Document3 paginiAmanco SCH40 PVCUL651antonyÎncă nu există evaluări
- Fichas Tecnicas Tuberia en Acero GalvanizadoDocument59 paginiFichas Tecnicas Tuberia en Acero GalvanizadoAEU arquitecto juniorÎncă nu există evaluări
- Sistema CanuladoDocument21 paginiSistema Canuladomariana cudrizÎncă nu există evaluări
- Micro DevalDocument4 paginiMicro DevalAndres MedinaÎncă nu există evaluări
- Tamices SAE INGENIEROS PDFDocument1 paginăTamices SAE INGENIEROS PDFluiscastroÎncă nu există evaluări
- Maquinado Multifilo TaladradoraDocument18 paginiMaquinado Multifilo TaladradoraSolansh Arlet Ledezma Paz100% (1)
- Cab TangencialDocument8 paginiCab TangencialCarlos FarineÎncă nu există evaluări
- Xpert Wrist 2.4 - Volar Plates: Sistema de PL Acas Vol Ar Par A R Adio DistalDocument12 paginiXpert Wrist 2.4 - Volar Plates: Sistema de PL Acas Vol Ar Par A R Adio DistalHernan Galvez ValdesÎncă nu există evaluări
- Tema III. Ensayos. (Análisis Granulometrico y Límites de Atterberg) (Estudiantes) PDFDocument29 paginiTema III. Ensayos. (Análisis Granulometrico y Límites de Atterberg) (Estudiantes) PDFAdoni OzunaÎncă nu există evaluări
- LISTADO DE CORTE - MUEBLE CAJONERA LOF CorregidaDocument151 paginiLISTADO DE CORTE - MUEBLE CAJONERA LOF CorregidaFranxiscoÎncă nu există evaluări
- Pead para AlcantarilladoDocument4 paginiPead para AlcantarilladoluceilaÎncă nu există evaluări
- DeCobre 2017 PDFDocument48 paginiDeCobre 2017 PDFmolimoli1981Încă nu există evaluări
- Equivalencias WebDocument1 paginăEquivalencias WebAlehandro GonzalesÎncă nu există evaluări
- Barrenos y MachuelosDocument1 paginăBarrenos y MachuelosAndrés MoralesÎncă nu există evaluări
- Ficha Técnica Del Compresor HouserDocument5 paginiFicha Técnica Del Compresor HouserCarlos AlbertoÎncă nu există evaluări
- Guía AgV1Document20 paginiGuía AgV1Uri Leandro MuñozÎncă nu există evaluări
- Semana 3 - Naturaleza Concreto 2 PDFDocument36 paginiSemana 3 - Naturaleza Concreto 2 PDFIngenieria Civil Upn LNÎncă nu există evaluări
- Equivalencias de Llaves de Pulgadas A MilímetrosDocument1 paginăEquivalencias de Llaves de Pulgadas A MilímetrosJuan José Arévalo94% (36)
- PDF Equivalencias de Llaves de Pulgadas A Milimetros CompressDocument1 paginăPDF Equivalencias de Llaves de Pulgadas A Milimetros Compressjosue vega castillo100% (1)
- Objetivos de Ensayo de DurabilidadDocument7 paginiObjetivos de Ensayo de DurabilidadTom Sanchez DiazÎncă nu există evaluări
- Información Tubería Smartpipe+, Smartpipe+Hp Y SmartpipexlDocument44 paginiInformación Tubería Smartpipe+, Smartpipe+Hp Y SmartpipexlMantenimiento SPEALÎncă nu există evaluări
- Taladros Largos enDocument38 paginiTaladros Largos enWILFREDO CALISAYAÎncă nu există evaluări
- Método de Ensayo de Análisis GranulométricoDocument4 paginiMétodo de Ensayo de Análisis GranulométricoGeorge Jhiro Romero ValdiviaÎncă nu există evaluări
- Laboratorio de Física I-Medidas de Pequeñas LongitudesDocument8 paginiLaboratorio de Física I-Medidas de Pequeñas LongitudesManuelaÎncă nu există evaluări
- Catalogo PernosDocument30 paginiCatalogo PernosBerinssonScottHernandezSucsoÎncă nu există evaluări
- Guia de Practica N°02 MartesDocument4 paginiGuia de Practica N°02 MartesRichard oviedo100% (1)
- Herramientas AdecuadasDocument1 paginăHerramientas AdecuadasJORGE AARON MOGOLLON ROJASÎncă nu există evaluări
- Eagle Austin Western Jaw CrushersDocument3 paginiEagle Austin Western Jaw CrushersDiego Perez100% (1)
- Greyline-MantaRay DatasheetDocument2 paginiGreyline-MantaRay DatasheetMarco Antonio Asturias ChiquitóÎncă nu există evaluări
- Molienda - Tamizado LongitudinalDocument15 paginiMolienda - Tamizado LongitudinalRoberto Alanez Encinas100% (1)
- Diseño de Mezcla QuilcayhuarinDocument24 paginiDiseño de Mezcla QuilcayhuarinMiguel Augusto Gutierrez MaldonadoÎncă nu există evaluări
- Moleteado Knurling 1Document56 paginiMoleteado Knurling 1MiguelÎncă nu există evaluări
- LX Catalogo Maderas - Fastening 2023Document20 paginiLX Catalogo Maderas - Fastening 2023jdjaimeaÎncă nu există evaluări
- SIDERPERUDocument4 paginiSIDERPERUjazynmaÎncă nu există evaluări
- Extracción de Pernos RotosDocument4 paginiExtracción de Pernos RotosSergio DanteÎncă nu există evaluări
- Informe CORIWAYRA Diagnostico de Molino 5 X 5Document24 paginiInforme CORIWAYRA Diagnostico de Molino 5 X 5Daniel Alonso Luna MermaÎncă nu există evaluări
- Operaciones de Maquinado para CMV PDFDocument10 paginiOperaciones de Maquinado para CMV PDFjoel alvarezÎncă nu există evaluări
- Tema 3.roscado TrapezoidalDocument15 paginiTema 3.roscado TrapezoidalVictor JoelÎncă nu există evaluări
- 7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFDocument14 pagini7mo Semana 6 La Tornillería y Los Elementos de Sujeción 3P-2020 PDFLeonardo Romero JimenezÎncă nu există evaluări
- Fabricación de tapones aglomerados. MAMA0109De la EverandFabricación de tapones aglomerados. MAMA0109Încă nu există evaluări
- Circuitos Integrados Digitales CMOS: Análisis y DiseñoDe la EverandCircuitos Integrados Digitales CMOS: Análisis y DiseñoÎncă nu există evaluări
- SeguridadDocument29 paginiSeguridadFlyxsÎncă nu există evaluări
- Sistemas DispersosDocument51 paginiSistemas DispersosLaurithha CambrónnÎncă nu există evaluări
- Ingenieria BasicaDocument64 paginiIngenieria BasicaFlyxsÎncă nu există evaluări
- Final DiseñoDocument223 paginiFinal DiseñoFlyxsÎncă nu există evaluări
- Inter Cambiado RDocument3 paginiInter Cambiado RFlyxsÎncă nu există evaluări
- Indice de Ingenieria BasicaDocument3 paginiIndice de Ingenieria BasicaFlyxsÎncă nu există evaluări
- Diseño y Cálculo de Tanques de AlmacenamientoDocument130 paginiDiseño y Cálculo de Tanques de AlmacenamientoA. C. V.98% (89)
- Conceptos Electricidad BasicaDocument14 paginiConceptos Electricidad BasicawalterÎncă nu există evaluări
- Visual BasicDocument218 paginiVisual Basicmelman000750% (2)
- Sustancias Peligrosas Que Reaccionan Con El AguaDocument8 paginiSustancias Peligrosas Que Reaccionan Con El Aguafdr123blackblackÎncă nu există evaluări
- Soluciones Ingeniosas de AguaDocument51 paginiSoluciones Ingeniosas de AguaEduardo OshiroÎncă nu există evaluări
- Diseño II - Recipientes1Document42 paginiDiseño II - Recipientes1FlyxsÎncă nu există evaluări
- Diseño Tuberias PDFDocument47 paginiDiseño Tuberias PDFsergioinsig100% (1)
- Diseño Tuberias PDFDocument47 paginiDiseño Tuberias PDFsergioinsig100% (1)
- Formulación y Nomenclatura de Química Inorgánica - Pedro RodríguezDocument10 paginiFormulación y Nomenclatura de Química Inorgánica - Pedro RodríguezdacardonarÎncă nu există evaluări
- 009 1 Seleccion de BombasDocument21 pagini009 1 Seleccion de BombasJose V. Chunga MunaycoÎncă nu există evaluări
- Diseño y Cálculo de Intercambiadores de Calor - INGLESADocument201 paginiDiseño y Cálculo de Intercambiadores de Calor - INGLESAHebert CcahuanaÎncă nu există evaluări
- Valor Del Dinero en El Tiempo 2010Document57 paginiValor Del Dinero en El Tiempo 2010FlyxsÎncă nu există evaluări
- Manual de Mecanica AutomotrizDocument280 paginiManual de Mecanica Automotrizpato335393% (14)
- Manual de Conduccion A La DefensivaDocument20 paginiManual de Conduccion A La DefensivaJose Suarez FloresÎncă nu există evaluări
- Access 2010Document201 paginiAccess 2010Sleyter Gamboa100% (2)
- Ecuaciones QuímicasDocument9 paginiEcuaciones QuímicasFlyxsÎncă nu există evaluări
- Ingeniería de Tratamiento de Aguas ResidualesDocument139 paginiIngeniería de Tratamiento de Aguas ResidualesFlyxsÎncă nu există evaluări
- 009 1 Seleccion de BombasDocument21 pagini009 1 Seleccion de BombasJose V. Chunga MunaycoÎncă nu există evaluări
- El Ciclo Operativo Del NegocioDocument11 paginiEl Ciclo Operativo Del NegocioFlyxsÎncă nu există evaluări
- Formulación y Nomenclatura de Química Inorgánica - Pedro RodríguezDocument10 paginiFormulación y Nomenclatura de Química Inorgánica - Pedro RodríguezdacardonarÎncă nu există evaluări
- Conceptos Electricidad BasicaDocument14 paginiConceptos Electricidad BasicawalterÎncă nu există evaluări
- DiseñoDocument1 paginăDiseñoFlyxsÎncă nu există evaluări
- BiofiltrosDocument16 paginiBiofiltrosJose Emilio Medina MoraÎncă nu există evaluări
- Algoritmo de Diseño de Intercambiadores de Calor de Carcasa y TubosDocument15 paginiAlgoritmo de Diseño de Intercambiadores de Calor de Carcasa y TubosFlyxs0% (1)
- ReporteFacturacionPDF DISPENSACION ISEMDocument5 paginiReporteFacturacionPDF DISPENSACION ISEMfarmacia palo soloÎncă nu există evaluări
- Yerba Mate Libre1Document178 paginiYerba Mate Libre1Marx Salazar100% (1)
- Fisica Del Arco ElectricoDocument21 paginiFisica Del Arco ElectricoRoberto Davis100% (2)
- Quezada, A. Pérez, M.Document11 paginiQuezada, A. Pérez, M.Antonia Paz QuezadaÎncă nu există evaluări
- Presentación POLARIS PDFDocument28 paginiPresentación POLARIS PDFadelmo1989Încă nu există evaluări
- URREA Ficha Técnica Monomando 9434FR PDFDocument1 paginăURREA Ficha Técnica Monomando 9434FR PDFZorenny TovarÎncă nu există evaluări
- Ejercicios NeumaticaDocument13 paginiEjercicios Neumaticazephiroth2007Încă nu există evaluări
- 5 Reacciones de Sustitución Nucleófila y EliminaciónDocument79 pagini5 Reacciones de Sustitución Nucleófila y EliminaciónAnaÎncă nu există evaluări
- Se11 CJBX Alg 60HZ 2017esDocument8 paginiSe11 CJBX Alg 60HZ 2017esOmar ArdilaÎncă nu există evaluări
- Insolación y ReveladoDocument11 paginiInsolación y ReveladoFaby FentanesÎncă nu există evaluări
- HDS DashDocument14 paginiHDS DashAldo VasquezÎncă nu există evaluări
- Tabla PeriodicaDocument221 paginiTabla Periodicaliz garciaÎncă nu există evaluări
- Transporte y Levantamiento de Carga - Control 4Document6 paginiTransporte y Levantamiento de Carga - Control 4Johan AlarcónÎncă nu există evaluări
- TNT PresentacionDocument6 paginiTNT PresentacionWilliam RojasÎncă nu există evaluări
- Proyecto Instalacion de GasDocument11 paginiProyecto Instalacion de GasMariam LucanaÎncă nu există evaluări
- Ancash GeotecniaDocument169 paginiAncash GeotecniaRoy El Farks SÎncă nu există evaluări
- NMX N 106 Scfi 2010Document26 paginiNMX N 106 Scfi 2010Joel Almaraz MtzÎncă nu există evaluări
- N-Hexano DLEP 36Document6 paginiN-Hexano DLEP 36Onesany TecnologiasÎncă nu există evaluări
- Informe Análisis de Combustibles Lìquidos PDFDocument8 paginiInforme Análisis de Combustibles Lìquidos PDFpattylopezluna100% (1)
- Diapositivas ESTÁNDARES DE CALIDAD AMBIENTAL (Eca)Document24 paginiDiapositivas ESTÁNDARES DE CALIDAD AMBIENTAL (Eca)Roque LuisÎncă nu există evaluări
- Soluciones VerdaderasDocument8 paginiSoluciones VerdaderasGuapomon100% (1)
- Sistemas de Encendido BOSCHDocument16 paginiSistemas de Encendido BOSCHgatuno7_2000Încă nu există evaluări
- Taller 1 Calor 2015-01Document2 paginiTaller 1 Calor 2015-01jennyÎncă nu există evaluări
- Sulfato de TetraaminocobreDocument2 paginiSulfato de Tetraaminocobrewilmer Nuñez de los reyes0% (1)
- Lab 3 Caracterizacion Del Acero FDocument5 paginiLab 3 Caracterizacion Del Acero FELYN MARIANA ANACONA PINO100% (1)
- Evaluacion Ciencias Unidad 1 MayoDocument4 paginiEvaluacion Ciencias Unidad 1 MayoYanesitaVenegasÎncă nu există evaluări
- Proceso Industrial Elaboracion de La MantequillaDocument23 paginiProceso Industrial Elaboracion de La MantequillaLalo Espino67% (3)
- Enfermedad Acido PepticaDocument27 paginiEnfermedad Acido PepticaJanhyC'fÎncă nu există evaluări
- Valorización de Residuos Agroindustriales de Berries en El Desarrollo de Películas Biodegradables A Base de Pectina para Monitoreo de Vida Útil de Salmón FrescoDocument8 paginiValorización de Residuos Agroindustriales de Berries en El Desarrollo de Películas Biodegradables A Base de Pectina para Monitoreo de Vida Útil de Salmón FrescoernestoÎncă nu există evaluări
- 649hoja-tecnica-TDS TANGIT Especial PVC-U PDFDocument7 pagini649hoja-tecnica-TDS TANGIT Especial PVC-U PDFdocumentscribdsÎncă nu există evaluări