S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- WPS GTAW Stainless SteelDocument2 paginiWPS GTAW Stainless SteelSrinivasan Muruganantham84% (31)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Document14 pagini9 14 Pages MCQS CSWIP 3.1 Question Answers Solved Past Papers Cswip 3.1Mohammed Amjad Ali86% (21)
- Methods of Residual Life AssessmentDocument10 paginiMethods of Residual Life AssessmentMuhammad ShahzadÎncă nu există evaluări
- tmp9807 TMPDocument11 paginitmp9807 TMPFrontiersÎncă nu există evaluări
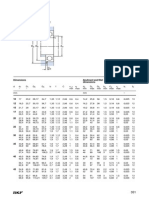
- SKF Catalogue P351-P800Document450 paginiSKF Catalogue P351-P800IllaHusnaÎncă nu există evaluări
- Reliability Centered Maintenance Guide For Facilities and Collateral EquipmentDocument356 paginiReliability Centered Maintenance Guide For Facilities and Collateral EquipmentRefkiDespratamaÎncă nu există evaluări
- Stel - Max223cDocument2 paginiStel - Max223cmtonellyÎncă nu există evaluări
- FM-DIV00-QAC-0020 Welder Qualification Test (WQT) LogDocument23 paginiFM-DIV00-QAC-0020 Welder Qualification Test (WQT) LogvinothkumarÎncă nu există evaluări
- Steel UserguideDocument50 paginiSteel UserguideBhanu Pratap ChoudhuryÎncă nu există evaluări
- Welding Machine ListDocument4 paginiWelding Machine ListHoque AnamulÎncă nu există evaluări
- Welding Technology GTAW GMAW FCAW PAW Nov 2020Document87 paginiWelding Technology GTAW GMAW FCAW PAW Nov 2020ENZO PEREZÎncă nu există evaluări
- Plasma Cutting The History of Plasma CuttingDocument11 paginiPlasma Cutting The History of Plasma Cuttingdca abreuÎncă nu există evaluări
- Client: Lithium Nevada Corporation Project: Thacker PassDocument16 paginiClient: Lithium Nevada Corporation Project: Thacker PassSubrata DasÎncă nu există evaluări
- NDT Book Microsoft Word Version October 2009Document139 paginiNDT Book Microsoft Word Version October 2009keoke526100% (5)
- Visual Inspection: Asme - Section 5 - Article 9Document93 paginiVisual Inspection: Asme - Section 5 - Article 9AdilÎncă nu există evaluări
- Welding of Cladded 625 RioPipeline1351 - 2013Document9 paginiWelding of Cladded 625 RioPipeline1351 - 2013Jacky ChinÎncă nu există evaluări
- Radiography Interpretation PDFDocument220 paginiRadiography Interpretation PDFVijay Kumar100% (1)
- Introduction To WeldingDocument192 paginiIntroduction To WeldingPDL IdeasÎncă nu există evaluări
- 5-55 - Inweld-12 1 17Document51 pagini5-55 - Inweld-12 1 17nateÎncă nu există evaluări
- 03 23814 MvolaDocument13 pagini03 23814 MvolaDanem HalasÎncă nu există evaluări
- RilandDocument26 paginiRilandDiego Gonzalez BelloÎncă nu există evaluări
- Tungsten ElectrodesDocument2 paginiTungsten ElectrodesRoyal AccessoriesÎncă nu există evaluări
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Document14 paginiList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSÎncă nu există evaluări
- Technology Development in Welding - Orbital Welding: NtroductionDocument6 paginiTechnology Development in Welding - Orbital Welding: NtroductionrubilÎncă nu există evaluări
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 paginiMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozÎncă nu există evaluări
- Sandvik Seamless Heat Exhanger Tubings 154 Eng.03.2008Document20 paginiSandvik Seamless Heat Exhanger Tubings 154 Eng.03.2008Anghelo AlcaldeÎncă nu există evaluări
- QW-484A (WPQ) GTAW 4MM FilletDocument2 paginiQW-484A (WPQ) GTAW 4MM FilletBalkishan Dyavanapelly100% (1)
- CSWIP-WI-6-92 12th Edition May 2012Document17 paginiCSWIP-WI-6-92 12th Edition May 2012Shaju ShamsudheenÎncă nu există evaluări
- Mechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFDocument9 paginiMechanical and Microstuctural Analysis of Dissimilar Metal Welds PDFsudarshanÎncă nu există evaluări
- Datasheet Sandvik 2212htDocument2 paginiDatasheet Sandvik 2212htDarryl007Încă nu există evaluări
- TECHWELD - Catalog - F2019 2020Document48 paginiTECHWELD - Catalog - F2019 2020Alquin Lunag100% (1)
- The Shielding Gas Handbook - AGADocument79 paginiThe Shielding Gas Handbook - AGAjok1974100% (1)
- Arc Welding MachineDocument29 paginiArc Welding Machinejevz101-1Încă nu există evaluări
- Description of Tungsten (Wolfram)Document2 paginiDescription of Tungsten (Wolfram)BagaskaraAdiPamungkasÎncă nu există evaluări