A importncia do Controle Estatstico do Processo (CEP)
Por Marcelo Rivas Fernandes
No mundo empresarial, comum encontrarmos vrias anlises de comportamento de indicadores sendo
monitorados atravs de grficos de desempenhos criados com dinamismo.
A relao Y=f(x) a base principal para compreenso da metodologia Seis Sigma. O Y representa tudo aquilo
que est sendo entregue ao cliente, uma varivel dependente denominada como sada do processo podendo
ser um produto ou um servio. O x representa as variveis independentes, ou seja, todos os fatores que iro
compor e afetar o resultado final do Y. Em resumo, qualquer alterao que seja feita nos x incorrer em uma
modificao no Y.
No mundo empresarial comum encontrarmos vrias anlises de comportamento de indicadores sendo
monitorados atravs de grficos de desempenhos criados com maestria e dinamismo. So grficos com
diversos tipos de animaes, com barras que se movimentam automaticamente, preenchimentos em gradiente
e efeitos que sinalizam o sucesso ou o fracasso do que est sendo estudado. Mas..O que est sendo
estudado? O efeito dos acontecimentos ou as causas que contriburam para isso?
Plotar apenas comportamento de indicadores de desempenhos significa fotografar o efeito produzido em um
processo caracterizando uma arte em seu monitoramento dada uma linha de tempo. Os grficos de
desempenho materializam em slides o sentimento do negcio j previamente conhecido pelos acionistas que
esto buscando respostas relacionadas aos fatores que contriburam para aquele resultado e no somente a
representatividade do seu efeito. Da a relao Y=f(x). Se podemos controlar as causas de variaes dos
processos, porqu simplesmente monitoramos o seu efeito ?
O Grfico de Controle Estatstico do Processo est representado na fase Controlar da Metodologia Seis Sigma
e tem como objetivo manter estveis todas as variveis independente e vitais x que modificam o resultado
em anlise. Ele sinaliza o comportamento inesperado das entradas do processo, corrigindo com previsibilidade
e rapidez as distores existentes que iro refletir no Y. A consistncia da sua representatividade est descrita
estatisticamente pela variao de +-3 desvios padres a partir da mdia do processo, sempre com base nos
fatores influenciadores do processo x. Esta a diferena entre monitorar processos x controlar processos.
Um exemplo de grfico perfeito de controle do processo est ilustrado no Grfico 1.
jul/07
Fatores (x)
Y
Dias Temperatura (x1) Presso (x2) Perdas(kg)
1
100
16
50
2
105
18
53
3
112
22
58
4
106
19
55
5
108
20
57
6
130
26
61
7
114
24
59
8
107
19
56
9
108
20
57
10
101
17
52
Mdia
109,1
20,1
55,8
Desvio
8,50
3,11
3,36
Pobreza da anlise (Apenas Monitoramento do Y)
Apenas com o grfico 2 no poderemos responder as seguintes perguntas:
1) Por qu as perdas atingiram 61 kg no sexto dia do ms de julho/07?
2) Quais os fatores vitais que influenciaram para o aumento das perdas?
3) Como podemos prever uma possvel reincidncia?
Perdas(kg)
70
60
Kg
50
40
Perdas(kg)
30
20
10
0
1
10
Dias
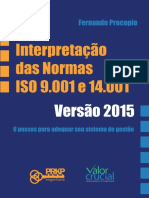
Riqueza da Anlise (Controle dos x)
Observando o comportamento das variveis de entrada do processo poderemos responder as perguntas que
interessam ao dono do negcio. (Grficos 3 e 4)
1) Por qu as perdas atingiram 61 kg no sexto dia do ms de julho/07 ?
R) Porque existe incompatibilidade entre nveis de temperatura e presso
2) Quais os fatores vitais que influenciaram para o aumento das perdas?
R)Temperaturas acima de 130 incompatveis com o maior nvel da presso 26
3) Como podemos prever uma possvel reincidncia?
R) Evitando temperaturas superiores a 114
I-MR Chart of Presso
30
Individual Value
U C L=28,08
25
_
X=20,1
20
15
LC L=12,12
10
1
5
6
O bser vation
10
Moving Range
10,0
U C L=9,80
7,5
5,0
__
M R=3
2,5
0,0
LC L=0
1
5
6
O bser vation
10
Marcelo Rivas Fernandes Master Black Belt pela Six Sigma Academy USA, Lean Six Sigma White
Martins/Praxair e ps-graduado em engenharia econmica - marcelorivas@uol.com.br
S-ar putea să vă placă și
- Histórico de enfermagem paciente UNIRONDocument6 paginiHistórico de enfermagem paciente UNIRONMacielNatiele83% (6)
- Promovendo parceria entre família e escolaDocument8 paginiPromovendo parceria entre família e escolaQueila IslamÎncă nu există evaluări
- Apostila Completa - PediatriaDocument21 paginiApostila Completa - Pediatriamarcusdevas50% (2)
- Luto e Suas Relaçoes Com Estados Maniaco DepressivosDocument14 paginiLuto e Suas Relaçoes Com Estados Maniaco DepressivosAmanda Azevedo100% (1)
- Multiculturalismo - A Produção Da Diferença No Cotidiano Da EscolaDocument11 paginiMulticulturalismo - A Produção Da Diferença No Cotidiano Da EscolaAnchieta Gouveia0% (1)
- Consentimento OdontológicoDocument5 paginiConsentimento OdontológicoAnderson Macena de AraujoÎncă nu există evaluări
- É o Que É - Werner ErhardDocument2 paginiÉ o Que É - Werner ErhardRodolfo MenezesÎncă nu există evaluări
- GINZBURG, Carlo. Micro-História: Duas Ou Três Coisas Que Sei A Respeito. In: O Fio e Os Rastro: Verdadeiro, Falso, Fictício. São Paulo: Cia Das Letras, 2007.Document7 paginiGINZBURG, Carlo. Micro-História: Duas Ou Três Coisas Que Sei A Respeito. In: O Fio e Os Rastro: Verdadeiro, Falso, Fictício. São Paulo: Cia Das Letras, 2007.Juliana Wendpap Batista100% (1)
- Psicoterapia de apoio: fundamentos e práticasDocument46 paginiPsicoterapia de apoio: fundamentos e práticasInês Sales VarandaÎncă nu există evaluări
- AEE Fasciculo III Baixa Visao e CegueiraDocument64 paginiAEE Fasciculo III Baixa Visao e CegueiraVanessa Lucio Coelho60% (5)
- Seis passos para adequar seu sistema de gestão às normas ISO 9001 e 14001Document49 paginiSeis passos para adequar seu sistema de gestão às normas ISO 9001 e 14001Fernanda CFÎncă nu există evaluări
- Cinco atitudes que NÃO devem ser tomadas na implantação da ISO 9001:2015Document4 paginiCinco atitudes que NÃO devem ser tomadas na implantação da ISO 9001:2015Fernanda CFÎncă nu există evaluări
- Quali Dade 221411222Document3 paginiQuali Dade 221411222Fernanda CFÎncă nu există evaluări
- Quali Dade 42421111424242Document3 paginiQuali Dade 42421111424242Fernanda CFÎncă nu există evaluări
- Dicas Apresentacao Defesa TCCDocument15 paginiDicas Apresentacao Defesa TCCFernanda CFÎncă nu există evaluări
- Quali Dade 66912666Document6 paginiQuali Dade 66912666Fernanda CFÎncă nu există evaluări
- Quali Dade 66912666Document6 paginiQuali Dade 66912666Fernanda CFÎncă nu există evaluări
- Cinco atitudes que NÃO devem ser tomadas na implantação da ISO 9001:2015Document4 paginiCinco atitudes que NÃO devem ser tomadas na implantação da ISO 9001:2015Fernanda CFÎncă nu există evaluări
- Quali Dade 49491311494949Document6 paginiQuali Dade 49491311494949Fernanda CFÎncă nu există evaluări
- Quali Dade 29291111292929Document5 paginiQuali Dade 29291111292929Fernanda CFÎncă nu există evaluări
- Quali Dade 30301411303030Document4 paginiQuali Dade 30301411303030Fernanda CFÎncă nu există evaluări
- Quali Dade 42421111424242Document3 paginiQuali Dade 42421111424242Fernanda CFÎncă nu există evaluări
- Quali Dade 001311000Document12 paginiQuali Dade 001311000Fernanda CFÎncă nu există evaluări
- Quali Dade 40401111404040Document5 paginiQuali Dade 40401111404040Fernanda CFÎncă nu există evaluări
- Quali Dade 11111111111111Document13 paginiQuali Dade 11111111111111Fernanda CFÎncă nu există evaluări
- Quali Dade 66912666Document6 paginiQuali Dade 66912666Fernanda CFÎncă nu există evaluări
- Quali Dade 331211333Document4 paginiQuali Dade 331211333Fernanda CFÎncă nu există evaluări
- Quali Dade 221111222Document4 paginiQuali Dade 221111222Fernanda CFÎncă nu există evaluări
- Quali Dade 54541111545454Document7 paginiQuali Dade 54541111545454Fernanda CFÎncă nu există evaluări
- Quali Dade 26261411262626Document6 paginiQuali Dade 26261411262626Fernanda CFÎncă nu există evaluări
- Quali Dade 54541111545454Document7 paginiQuali Dade 54541111545454Fernanda CFÎncă nu există evaluări
- Quali Dade 11111111111111Document13 paginiQuali Dade 11111111111111Fernanda CFÎncă nu există evaluări
- Quali Dade 13131111131313Document3 paginiQuali Dade 13131111131313Fernanda CFÎncă nu există evaluări
- Quali Dade 10101111101010Document6 paginiQuali Dade 10101111101010Fernanda CFÎncă nu există evaluări
- Quali Dade 88913888Document4 paginiQuali Dade 88913888Fernanda CFÎncă nu există evaluări
- Quali Dade 771111777Document5 paginiQuali Dade 771111777Fernanda CFÎncă nu există evaluări
- Quali Dade 12121411121212Document6 paginiQuali Dade 12121411121212Fernanda CFÎncă nu există evaluări
- Quali Dade 28281111282828Document9 paginiQuali Dade 28281111282828Fernanda CFÎncă nu există evaluări
- Quali Dade 881111888Document3 paginiQuali Dade 881111888julianoÎncă nu există evaluări
- Fenômeno Do Desemprego No Atual Mundo Globalizado IIDocument22 paginiFenômeno Do Desemprego No Atual Mundo Globalizado IIAnderson Pedro do NascimentoÎncă nu există evaluări
- Poesia Sobre A Independência Do Brasil - PensadorDocument7 paginiPoesia Sobre A Independência Do Brasil - PensadorMoacyr MJrÎncă nu există evaluări
- Representações de gênero e raçaDocument16 paginiRepresentações de gênero e raçaCardes PimentelÎncă nu există evaluări
- Os Desafios Do Ensino Da MatemáticaDocument107 paginiOs Desafios Do Ensino Da MatemáticaCONCEIÇÃOÎncă nu există evaluări
- Direito Penal Geral - Prof Patrícia VanzoliniDocument58 paginiDireito Penal Geral - Prof Patrícia VanzoliniLara B. Assagra Ribeiro100% (1)
- Tese - Contos de Fadas, Mito Bíblico, MetaficçãoDocument178 paginiTese - Contos de Fadas, Mito Bíblico, MetaficçãoCaio AntônioÎncă nu există evaluări
- Amor de Perdição - Teresa e SimãoDocument6 paginiAmor de Perdição - Teresa e SimãoJseÎncă nu există evaluări
- Atividade Português Coordenação SindéticaDocument2 paginiAtividade Português Coordenação SindéticaLarissa NascimentoÎncă nu există evaluări
- Radahn GodwyinDocument3 paginiRadahn GodwyinBielzÎncă nu există evaluări
- Resenha sobre Estética de LaboratórioDocument9 paginiResenha sobre Estética de LaboratórioOlavo BarretoÎncă nu există evaluări
- O Surgimento de Diferentes DenominaçõesDocument12 paginiO Surgimento de Diferentes DenominaçõesAna Lúcia CabralÎncă nu există evaluări
- De Plano de Ação ProfissionalDocument3 paginiDe Plano de Ação ProfissionalMaria Thereza Silva XavierÎncă nu există evaluări
- Ficha 1-A7-Conjunto de Resultados, Acontecimentos e Lei de LaplaceDocument2 paginiFicha 1-A7-Conjunto de Resultados, Acontecimentos e Lei de LaplaceSandra Cristina da Silva Fernandes100% (1)
- Jardimsensorial DuplasDocument3 paginiJardimsensorial DuplasVeraCruzÎncă nu există evaluări
- TDAH: Transtorno de Déficit de Atenção/HiperatividadeDocument37 paginiTDAH: Transtorno de Déficit de Atenção/HiperatividadeHéber Vinícius AbadeÎncă nu există evaluări
- A Importância Do Lúdico Na Alfabetização Das CriançasDocument8 paginiA Importância Do Lúdico Na Alfabetização Das CriançasMonica Feliciano RasoppiÎncă nu există evaluări
- Eu Manifesto Uma Vida Equilibrada e FelizDocument2 paginiEu Manifesto Uma Vida Equilibrada e Felizsilvana françaÎncă nu există evaluări
- Neurociência ForenseDocument52 paginiNeurociência Forensecotonetes521Încă nu există evaluări
- Livro - Texto - Unidade I Psicologia Juridica UnipDocument10 paginiLivro - Texto - Unidade I Psicologia Juridica UnipIngrid MolinariÎncă nu există evaluări
- Resumo de músicas cristãsDocument8 paginiResumo de músicas cristãspaulo noletoÎncă nu există evaluări