S-ar putea să vă placă și
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- GeoPC Product Sheet KuwaitDocument9 paginiGeoPC Product Sheet KuwaitSyed AbudhakirÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- QC AbrasiveBlast - 10 19 11 PDFDocument62 paginiQC AbrasiveBlast - 10 19 11 PDFSyed AbudhakirÎncă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- 7699X TocDocument4 pagini7699X TocJatin AroraÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- TESTINGDocument7 paginiTESTINGSoner Kulte100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Chapter 50 PDFDocument22 paginiChapter 50 PDFSyed AbudhakirÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Testrapport ASTM E84 Class A1 - IfR XorelDocument3 paginiTestrapport ASTM E84 Class A1 - IfR XorelAnil AoÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- AbrasiveBlast PDFDocument62 paginiAbrasiveBlast PDFSyed AbudhakirÎncă nu există evaluări
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Arogya Premier Policy WordingDocument30 paginiArogya Premier Policy WordingSyed AbudhakirÎncă nu există evaluări
- Arogya Premier Policy BrochureDocument8 paginiArogya Premier Policy BrochureSyed AbudhakirÎncă nu există evaluări
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Kuwait Labor Law 2010 DetailedDocument39 paginiKuwait Labor Law 2010 DetailedvictorbirlanÎncă nu există evaluări
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Blast Nozzles Selection GuideDocument7 paginiBlast Nozzles Selection GuideViswanath ParolÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Asme Viii Div. 1 - 3 StaticheadDocument35 paginiAsme Viii Div. 1 - 3 Staticheadعصمت ضيف الله100% (2)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- 750 Joule Charpy Impact Testing MachineDocument1 pagină750 Joule Charpy Impact Testing MachineSyed AbudhakirÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Inspection and Test Plan For Storage TankDocument7 paginiInspection and Test Plan For Storage TankAhmed100% (5)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Welding MetallurgyDocument37 paginiWelding Metallurgyhemant1886100% (4)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- SIFE PublicationsEffectivitySheet 2017 Rev-012417Document2 paginiSIFE PublicationsEffectivitySheet 2017 Rev-012417ahmedzizo_2Încă nu există evaluări
- Arogya Premier Claim FormDocument7 paginiArogya Premier Claim FormSyed AbudhakirÎncă nu există evaluări
- API - ICP Schedules & FeesDocument2 paginiAPI - ICP Schedules & FeesSyed AbudhakirÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Hydrotest Malpractices DiscussionDocument8 paginiHydrotest Malpractices DiscussionSyed AbudhakirÎncă nu există evaluări
- Duties of A Radiographic ASNT LatestDocument50 paginiDuties of A Radiographic ASNT LatestYasser Abd El FattahÎncă nu există evaluări
- ,DanaInfo Sinnot03.eagle - org+VT ASNT NDT LeveL - III - Doc 25 April 2011Document23 pagini,DanaInfo Sinnot03.eagle - org+VT ASNT NDT LeveL - III - Doc 25 April 2011Ike Duaka100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- B16 36 Book PDFDocument13 paginiB16 36 Book PDFSyed AbudhakirÎncă nu există evaluări
- Blast Nozzles Selection GuideDocument7 paginiBlast Nozzles Selection GuideViswanath ParolÎncă nu există evaluări
- Trim of Valve As Per APIDocument1 paginăTrim of Valve As Per APISyed AbudhakirÎncă nu există evaluări
- Weldolet CatalogueDocument44 paginiWeldolet Cataloguehwdyang100% (2)
- Aisi 304Document20 paginiAisi 304Syed AbudhakirÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Jwe 1997PV PDFDocument1 paginăJwe 1997PV PDFSyed AbudhakirÎncă nu există evaluări
- Jwe 1997PV PDFDocument1 paginăJwe 1997PV PDFSyed AbudhakirÎncă nu există evaluări
- B31.3 Interpretations 18Document338 paginiB31.3 Interpretations 18Syed AbudhakirÎncă nu există evaluări
- ASME B36 10M Tableau Des DimensionsDocument2 paginiASME B36 10M Tableau Des DimensionsMichel LupienÎncă nu există evaluări
- PhysioEx Exercise 1 Activity 4Document3 paginiPhysioEx Exercise 1 Activity 4Дмитро МарчукÎncă nu există evaluări
- Scie6043 Tcda TP1 W2 S3 R1Document6 paginiScie6043 Tcda TP1 W2 S3 R1Muhammad Lutfi HidayatÎncă nu există evaluări
- Specificatii Si ProprietatiDocument8 paginiSpecificatii Si ProprietatiDan PinteaÎncă nu există evaluări
- Cinquasia® Violet L 5120 (Old Cinquasia® Viol R NRT-201-D) : Typical Properties Value UnitDocument1 paginăCinquasia® Violet L 5120 (Old Cinquasia® Viol R NRT-201-D) : Typical Properties Value Unitمحمد مقلدÎncă nu există evaluări
- 6nucleic Acids PDFDocument52 pagini6nucleic Acids PDFNica Lyca MendozaÎncă nu există evaluări
- Flame Test Laboratory ReportDocument4 paginiFlame Test Laboratory ReportJohn Carlo Almero0% (1)
- Principle, Construction, Working, Uses, Merits and Demerits of Freeze Dryer - PharmaguidelineDocument4 paginiPrinciple, Construction, Working, Uses, Merits and Demerits of Freeze Dryer - PharmaguidelineKaren Pachchigar 1Încă nu există evaluări
- T7 P1 (19 Marks)Document11 paginiT7 P1 (19 Marks)bugirgin24Încă nu există evaluări
- Udel - Edu Inamdar EGTE215 PressureDocument25 paginiUdel - Edu Inamdar EGTE215 PressureJagruthi KesamneniÎncă nu există evaluări
- CHEM 1031 Final Exam Study GuideDocument43 paginiCHEM 1031 Final Exam Study GuidePranava MalluÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Centrifugal Separation Processess: Prepared by Engr. Sandra Enn BahintingDocument31 paginiCentrifugal Separation Processess: Prepared by Engr. Sandra Enn BahintingSandra Enn BahintingÎncă nu există evaluări
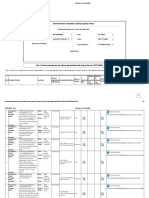
- Environment Clearance Status Query Form: SearchDocument6 paginiEnvironment Clearance Status Query Form: SearchPankaj RajbharÎncă nu există evaluări
- Carbohydrates 1Document129 paginiCarbohydrates 1haloicÎncă nu există evaluări
- (Steven H. Simon) The Oxford Solid State Basics (BookFi)Document238 pagini(Steven H. Simon) The Oxford Solid State Basics (BookFi)Sabrina Palazzese Di BasilioÎncă nu există evaluări
- Materi Kajian Teknis4 - Nov 2021Document10 paginiMateri Kajian Teknis4 - Nov 2021Guruh SaputraÎncă nu există evaluări
- Refractive Index of Copper Sulfate Pentahydrate From Aqueous SolutionDocument8 paginiRefractive Index of Copper Sulfate Pentahydrate From Aqueous SolutionAnonymous wwPdGqj5GÎncă nu există evaluări
- Group 3: Micropumps and MicrovalvesDocument20 paginiGroup 3: Micropumps and MicrovalvesPhenias ManyashaÎncă nu există evaluări
- Crystal Simple Green Industrial Cleaner & DegreaserDocument5 paginiCrystal Simple Green Industrial Cleaner & DegreaserAsadÎncă nu există evaluări
- ENGI 7623: Process Simulation: Salim AhmedDocument8 paginiENGI 7623: Process Simulation: Salim AhmednuvanÎncă nu există evaluări
- Jis G3459Document25 paginiJis G3459Jihoom ShinÎncă nu există evaluări
- Varun Awasthi - IIT KanpurDocument2 paginiVarun Awasthi - IIT Kanpursatbirsingh123Încă nu există evaluări
- Loctite PC 7210-ENDocument4 paginiLoctite PC 7210-ENYuvarajÎncă nu există evaluări
- List of Topics of Invetigatory Projects (2023-24)Document2 paginiList of Topics of Invetigatory Projects (2023-24)Hwuh yusjwbwÎncă nu există evaluări
- Chapter 3 PropellantDocument8 paginiChapter 3 PropellantGabriel Sta MariaÎncă nu există evaluări
- AkzoNobel Formulation 2492584ADocument1 paginăAkzoNobel Formulation 2492584AAline Sweettz100% (1)
- Lysosome Study GuideDocument2 paginiLysosome Study Guideapi-318784000Încă nu există evaluări
- SkimmingDocument16 paginiSkimmingluis mosqueraÎncă nu există evaluări
- Ringer's Lactate - StatPearls - NCBI BookshelfDocument7 paginiRinger's Lactate - StatPearls - NCBI BookshelfZahra MaulidiÎncă nu există evaluări
- Vdocuments - MX A Report On Organizational Study at Carborundum Universal LTD Cumi NalukettuDocument78 paginiVdocuments - MX A Report On Organizational Study at Carborundum Universal LTD Cumi NaluketturishiganeshÎncă nu există evaluări
- PiDocument30 paginiPiSai Praneethtej SaspretÎncă nu există evaluări