S-ar putea să vă placă și
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- HTTP Download - Yamaha.com API Asset File Language En&site Au - YamahaDocument5 paginiHTTP Download - Yamaha.com API Asset File Language En&site Au - Yamahaericwc123456Încă nu există evaluări
- Bank Statement - Feb.2020Document5 paginiBank Statement - Feb.2020TRIVEDI ANILÎncă nu există evaluări
- Fassmer 80m Offshore Patrol Vessel Technical DataDocument2 paginiFassmer 80m Offshore Patrol Vessel Technical DatapriyoÎncă nu există evaluări
- Naval and Merchant ShipDocument14 paginiNaval and Merchant ShippriyoÎncă nu există evaluări
- 01) MTU Hybrid Solution - Marine For Distributor - 01062017Document32 pagini01) MTU Hybrid Solution - Marine For Distributor - 01062017priyoÎncă nu există evaluări
- Training BookletDocument20 paginiTraining BookletMohamedAliJlidiÎncă nu există evaluări
- V1 001 PDFDocument20 paginiV1 001 PDFG100% (2)
- Process Hazard Analysis DM Plant - 25.01.18Document51 paginiProcess Hazard Analysis DM Plant - 25.01.18Debabrata TantubaiÎncă nu există evaluări
- PL54 PeugeotDocument3 paginiPL54 Peugeotbump4uÎncă nu există evaluări
- Cii Sohrabji Godrej Green Business Center - SUSTAINABLE ARCHITECTUREDocument23 paginiCii Sohrabji Godrej Green Business Center - SUSTAINABLE ARCHITECTUREBryson Solomon50% (2)
- The Impact of Internet Use For StudentsDocument8 paginiThe Impact of Internet Use For StudentsCharlesÎncă nu există evaluări
- Dama Age Scen Narios An For Da ND An Onb Amaged Board Su Ships Upport Sy SystemDocument9 paginiDama Age Scen Narios An For Da ND An Onb Amaged Board Su Ships Upport Sy SystempriyoÎncă nu există evaluări
- Damaged Warship Stability Tests Based On ANEP-77: A Case Study For F-110Document12 paginiDamaged Warship Stability Tests Based On ANEP-77: A Case Study For F-110priyoÎncă nu există evaluări
- The National Shipbuilding Research Program: 1997 Ship Production SymposiumDocument22 paginiThe National Shipbuilding Research Program: 1997 Ship Production SymposiumpriyoÎncă nu există evaluări
- Design of Blowdown Line LNG Filling Station ISO Tank: Didik Ariwibowo, Wahyuddin, Murni, Sutrisno, Sri Utami HandayaniDocument6 paginiDesign of Blowdown Line LNG Filling Station ISO Tank: Didik Ariwibowo, Wahyuddin, Murni, Sutrisno, Sri Utami HandayanipriyoÎncă nu există evaluări
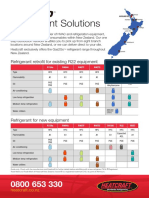
- Refrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentDocument2 paginiRefrigerant Solutions: Refrigerant Retrofit For Existing R22 EquipmentpriyoÎncă nu există evaluări
- Fundamentals of Engineering Drawings: Total Training Hours: 16 Hours (2 Days) Course FeeDocument1 paginăFundamentals of Engineering Drawings: Total Training Hours: 16 Hours (2 Days) Course FeepriyoÎncă nu există evaluări
- Scoot Fees Chart - For Travel Out of SINGAPORE (In SGD) : If Purchased After Booking Is TicketedDocument16 paginiScoot Fees Chart - For Travel Out of SINGAPORE (In SGD) : If Purchased After Booking Is TicketedpriyoÎncă nu există evaluări
- Rules For The Classification of Naval Ships: Part E - Additional Class NotationsDocument194 paginiRules For The Classification of Naval Ships: Part E - Additional Class NotationspriyoÎncă nu există evaluări
- E 321 - 96 - Rtmymq - PDFDocument9 paginiE 321 - 96 - Rtmymq - PDFPrakash MakadiaÎncă nu există evaluări
- Baep 471 Syllabus Spring 2016Document8 paginiBaep 471 Syllabus Spring 2016api-299352148Încă nu există evaluări
- V$SESSIONDocument8 paginiV$SESSIONCristiano Vasconcelos BarbosaÎncă nu există evaluări
- TCE BE EEE RulesandRegulationsDocument509 paginiTCE BE EEE RulesandRegulationsAplieÎncă nu există evaluări
- Toshiba NB520 Compal LA-6859PDocument38 paginiToshiba NB520 Compal LA-6859Pash thonÎncă nu există evaluări
- 2018 Academic Sector Annual Report PDFDocument213 pagini2018 Academic Sector Annual Report PDFEsperanza ReyesÎncă nu există evaluări
- Synopsis (Alumni Association)Document17 paginiSynopsis (Alumni Association)vishygÎncă nu există evaluări
- H S ™ PHC P H C: Ypertherm Ensor Lasma Eight OntrolDocument58 paginiH S ™ PHC P H C: Ypertherm Ensor Lasma Eight OntrolCRISTIANÎncă nu există evaluări
- DominosDocument11 paginiDominosApril MartinezÎncă nu există evaluări
- Performance Impact Analysis With KPP Using Application Response Measurement in E-Government SystemsDocument4 paginiPerformance Impact Analysis With KPP Using Application Response Measurement in E-Government SystemsFredrick IshengomaÎncă nu există evaluări
- Toshiba Multi Split and Single Split Systems BrochureDocument32 paginiToshiba Multi Split and Single Split Systems Brochurethanhlong2005Încă nu există evaluări
- 15mm K115 GW-S CUP STD (SH005 1014 B)Document2 pagini15mm K115 GW-S CUP STD (SH005 1014 B)Ionut BucurÎncă nu există evaluări
- Engg Prospect1usDocument20 paginiEngg Prospect1usArun KumarÎncă nu există evaluări
- Getting To Windows 10:: Microsoft's New Options For Upgrading and OnboardingDocument4 paginiGetting To Windows 10:: Microsoft's New Options For Upgrading and OnboardingMarcus IPTVÎncă nu există evaluări
- VbeltDocument7 paginiVbeltMinaBasconÎncă nu există evaluări
- 20 and 21. Requirements For Licensure by Examination Nclex. Revised 06.20.19 1Document2 pagini20 and 21. Requirements For Licensure by Examination Nclex. Revised 06.20.19 1Glennah Marie Avenido RamosÎncă nu există evaluări
- DLS RSeriesManual PDFDocument9 paginiDLS RSeriesManual PDFdanysan2525Încă nu există evaluări
- Roxtec CatalogDocument41 paginiRoxtec Catalogvux004Încă nu există evaluări
- C3691 - NEC, NPN Transistor, 100v, 7v Base, 5A, High Switching SpeedDocument3 paginiC3691 - NEC, NPN Transistor, 100v, 7v Base, 5A, High Switching SpeedLangllyÎncă nu există evaluări
- Broaching PrsDocument41 paginiBroaching PrsParag PatelÎncă nu există evaluări
- EP T8 Diesel ForkliftsDocument7 paginiEP T8 Diesel ForkliftsHein Sithu KyawÎncă nu există evaluări
- CatalogDocument42 paginiCatalogOnerom LeuhanÎncă nu există evaluări