S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Invoicing - Procedure 1516-Rev00 (Submitted by IOEC)Document34 paginiInvoicing - Procedure 1516-Rev00 (Submitted by IOEC)peter2mÎncă nu există evaluări
- NosratDocument460 paginiNosratpeter2mÎncă nu există evaluări
- SimulationDocument1 paginăSimulationpeter2mÎncă nu există evaluări
- ZDocument20 paginiZpeter2mÎncă nu există evaluări
- MODELS 4, 6, 8 High-Capacity Strainers and FiltersDocument6 paginiMODELS 4, 6, 8 High-Capacity Strainers and Filterspeter2mÎncă nu există evaluări
- Removal of Foaming - Sigmapure TechnologyDocument1 paginăRemoval of Foaming - Sigmapure Technologypeter2mÎncă nu există evaluări
- MPR Services Knows No Borders When It Comes To Helping You Mitigate Solvent Losses and Plant Upsets Foaming Issues Without Additives and Gain The Optimum Plant Performance You NeedDocument1 paginăMPR Services Knows No Borders When It Comes To Helping You Mitigate Solvent Losses and Plant Upsets Foaming Issues Without Additives and Gain The Optimum Plant Performance You Needpeter2mÎncă nu există evaluări
- Hand Planer PDFDocument8 paginiHand Planer PDFJelaiÎncă nu există evaluări
- AWS Migrate Resources To New RegionDocument23 paginiAWS Migrate Resources To New Regionsruthi raviÎncă nu există evaluări
- Oracle Absence Management SetupDocument9 paginiOracle Absence Management SetupRavish Kumar SinghÎncă nu există evaluări
- PolisiDocument16 paginiPolisiResh 0000Încă nu există evaluări
- New Car Info PDFDocument1 paginăNew Car Info PDFSelwyn GullinÎncă nu există evaluări
- Option - 1 Option - 2 Option - 3 Option - 4 Correct Answer MarksDocument4 paginiOption - 1 Option - 2 Option - 3 Option - 4 Correct Answer MarksKISHORE BADANAÎncă nu există evaluări
- UntitledDocument1 paginăUntitledsai gamingÎncă nu există evaluări
- ISA 265 Standalone 2009 HandbookDocument16 paginiISA 265 Standalone 2009 HandbookAbraham ChinÎncă nu există evaluări
- Pay Policy and Salary ScalesDocument22 paginiPay Policy and Salary ScalesGodwin MendezÎncă nu există evaluări
- Lab - Report: Experiment NoDocument6 paginiLab - Report: Experiment NoRedwan AhmedÎncă nu există evaluări
- Student ManualDocument19 paginiStudent ManualCarl Jay TenajerosÎncă nu există evaluări
- Taxonomy of Parallel Computing ParadigmsDocument9 paginiTaxonomy of Parallel Computing ParadigmssushmaÎncă nu există evaluări
- VM PDFDocument4 paginiVM PDFTembre Rueda RaúlÎncă nu există evaluări
- Branch CodeDocument3 paginiBranch CodeAhir MukherjeeÎncă nu există evaluări
- M/B Schematic Version Change List: Release Date PCB P/N Note Pcba P/N PCB DescriptionDocument36 paginiM/B Schematic Version Change List: Release Date PCB P/N Note Pcba P/N PCB DescriptionAdriano Neoaver Tavares100% (2)
- Define Constitution. What Is The Importance of Constitution in A State?Document2 paginiDefine Constitution. What Is The Importance of Constitution in A State?Carmela AlfonsoÎncă nu există evaluări
- Assignment Mid Nescafe 111173001Document5 paginiAssignment Mid Nescafe 111173001afnan huqÎncă nu există evaluări
- Maturity AssessmentDocument228 paginiMaturity AssessmentAli ZafarÎncă nu există evaluări
- INTERFACING LCD WITH 8051 MIROCONTROLLER With CodeDocument14 paginiINTERFACING LCD WITH 8051 MIROCONTROLLER With CodeRajagiri CollegeÎncă nu există evaluări
- Challenges Faced by DMRCDocument2 paginiChallenges Faced by DMRCSourabh Kr67% (3)
- BroucherDocument2 paginiBroucherVishal PoulÎncă nu există evaluări
- Calio Z: Type Series BookletDocument24 paginiCalio Z: Type Series BookletDan PopescuÎncă nu există evaluări
- BBA Lecture NotesDocument36 paginiBBA Lecture NotesSaqib HanifÎncă nu există evaluări
- Title IX - Crimes Against Personal Liberty and SecurityDocument49 paginiTitle IX - Crimes Against Personal Liberty and SecuritymauiwawieÎncă nu există evaluări
- Raport de Incercare TL 82 Engleza 2015 MasticDocument3 paginiRaport de Incercare TL 82 Engleza 2015 MasticRoxana IoanaÎncă nu există evaluări
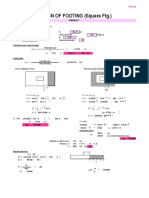
- Design of Footing (Square FTG.) : M Say, L 3.75Document2 paginiDesign of Footing (Square FTG.) : M Say, L 3.75victoriaÎncă nu există evaluări
- Thermal Hybrids R5Document9 paginiThermal Hybrids R5amir.kalantariÎncă nu există evaluări
- Standard C4C End User GuideDocument259 paginiStandard C4C End User GuideKanali PaariÎncă nu există evaluări
- HDMI CABLES PERFORMANCE EVALUATION & TESTING REPORT #1 - 50FT 15M+ LENGTH CABLES v3 SMLDocument11 paginiHDMI CABLES PERFORMANCE EVALUATION & TESTING REPORT #1 - 50FT 15M+ LENGTH CABLES v3 SMLxojerax814Încă nu există evaluări
- Marc-André Ter Stegen PES 2021 StatsDocument1 paginăMarc-André Ter Stegen PES 2021 StatsSom VasnaÎncă nu există evaluări