S-ar putea să vă placă și
- Aquagaurd - Enhance - RO+UV - Manual by GKDocument1 paginăAquagaurd - Enhance - RO+UV - Manual by GKKrishnaÎncă nu există evaluări
- Location of Chassis and Engine NumbersDocument9 paginiLocation of Chassis and Engine NumbersWilliam Cj LyngdohÎncă nu există evaluări
- Jazz - Installing LED DRLsDocument16 paginiJazz - Installing LED DRLsKrishnaÎncă nu există evaluări
- ReferenceDocument1 paginăReferenceKrishnaÎncă nu există evaluări
- NORSOK Z-CR-007 Mechanical Completion and CommissioningDocument27 paginiNORSOK Z-CR-007 Mechanical Completion and CommissioningWilkin Llanca Blas100% (1)
- Selection of Automatic Cars in 2020Document6 paginiSelection of Automatic Cars in 2020KrishnaÎncă nu există evaluări
- Brochure Steam and Water Analysis System Brochure DataDocument8 paginiBrochure Steam and Water Analysis System Brochure DataKrishnaÎncă nu există evaluări
- Cost of Living in Bentonville, Arkansas. Oct 2018. Prices in BentonvilleDocument5 paginiCost of Living in Bentonville, Arkansas. Oct 2018. Prices in BentonvilleKrishnaÎncă nu există evaluări
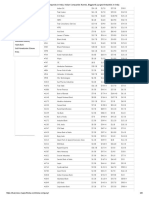
- List of Companies in India, Indian Companies Names, Biggest & Largest Industries in IndiaDocument1 paginăList of Companies in India, Indian Companies Names, Biggest & Largest Industries in IndiaKrishnaÎncă nu există evaluări
- 2018 TeluguDocument13 pagini2018 TeluguLeela KÎncă nu există evaluări
- Thermal Power PlantDocument13 paginiThermal Power PlantThulasi RamÎncă nu există evaluări
- List of Companies in India, Indian Companies Names, Biggest & Largest Industries in IndiaDocument1 paginăList of Companies in India, Indian Companies Names, Biggest & Largest Industries in IndiaKrishnaÎncă nu există evaluări
- Calibration Fundamentals ExplainedDocument10 paginiCalibration Fundamentals ExplainedCris RonaldÎncă nu există evaluări
- 2018 TeluguDocument13 pagini2018 TeluguLeela KÎncă nu există evaluări
- Companywise Plant ListDocument1 paginăCompanywise Plant ListKrishnaÎncă nu există evaluări
- Oil & Gas Industry in India - Petroleum, Natural Gas, Market Stats IBEFDocument5 paginiOil & Gas Industry in India - Petroleum, Natural Gas, Market Stats IBEFKrishnaÎncă nu există evaluări
- Part 2 Pharma Industry in India - Pharma Sector Overview, Market Size, Analysis..Document1 paginăPart 2 Pharma Industry in India - Pharma Sector Overview, Market Size, Analysis..KrishnaÎncă nu există evaluări
- Uses of Petrochemicals - Dyes, Synthetic Shoes, DetergentDocument1 paginăUses of Petrochemicals - Dyes, Synthetic Shoes, DetergentKrishnaÎncă nu există evaluări
- Application Note Flue Gas Analysis As A Boiler Diagnostic Tool DataDocument8 paginiApplication Note Flue Gas Analysis As A Boiler Diagnostic Tool DataKrishnaÎncă nu există evaluări
- Process Analyzers - Yokogawa IndiaDocument4 paginiProcess Analyzers - Yokogawa IndiaKrishnaÎncă nu există evaluări
- Template For Proposals enDocument3 paginiTemplate For Proposals enquark87100% (2)
- IIT FTPA2000-400 Series - 4077Document4 paginiIIT FTPA2000-400 Series - 4077KrishnaÎncă nu există evaluări
- BioTector Data Analysis For TroubleshootingDocument27 paginiBioTector Data Analysis For TroubleshootingKrishnaÎncă nu există evaluări
- Agilent CareersDocument12 paginiAgilent CareersKrishnaÎncă nu există evaluări
- 7-Analytical Services Manager (CSE)Document3 pagini7-Analytical Services Manager (CSE)KrishnaÎncă nu există evaluări
- BankingDocument38 paginiBankingArjun SainiÎncă nu există evaluări
- English BasicsDocument3 paginiEnglish BasicsKrishnaÎncă nu există evaluări
- Chemical and Physical Properties of Refined Petroleum ProductsDocument36 paginiChemical and Physical Properties of Refined Petroleum Productskanakarao1Încă nu există evaluări
- PMI ExercisesDocument1 paginăPMI ExercisesKrishnaÎncă nu există evaluări
- P S: B - T (A Names of Books Arrenged in Alphabetical Order of Devanågr Script)Document7 paginiP S: B - T (A Names of Books Arrenged in Alphabetical Order of Devanågr Script)KrishnaÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Total Cost of Ownership in PV Manufacturing - GuideDocument12 paginiTotal Cost of Ownership in PV Manufacturing - GuidebirlainÎncă nu există evaluări
- Rabuddha HarataDocument67 paginiRabuddha HaratasagggasgfaÎncă nu există evaluări
- The Remains of The Day-Excerpts-1Document2 paginiThe Remains of The Day-Excerpts-1DajanaÎncă nu există evaluări
- Symbolic Calculus Sage ReferenceDocument25 paginiSymbolic Calculus Sage ReferenceLn Amitav BiswasÎncă nu există evaluări
- Image/Data Encryption-Decryption Using Neural Network: Shweta R. Bhamare, Dr. S.D.SawarkarDocument7 paginiImage/Data Encryption-Decryption Using Neural Network: Shweta R. Bhamare, Dr. S.D.SawarkarPavan MasaniÎncă nu există evaluări
- Handouts For Semantics GradDocument8 paginiHandouts For Semantics GradPhuong Thao DangÎncă nu există evaluări
- CM105 18to19Document30 paginiCM105 18to19api-3849444100% (2)
- ICT Backup Procedure PolicyDocument8 paginiICT Backup Procedure PolicySultan BatoorÎncă nu există evaluări
- Hsse S 005 - Hsse in ProjectsDocument11 paginiHsse S 005 - Hsse in ProjectsAHMED AMIRAÎncă nu există evaluări
- M and S - Capstone Marketing Across Cultures Fons TrompenaarsDocument398 paginiM and S - Capstone Marketing Across Cultures Fons TrompenaarsBof BeosÎncă nu există evaluări
- AmpConectorsExtracto PDFDocument5 paginiAmpConectorsExtracto PDFAdrian AvilesÎncă nu există evaluări
- Promoting Gusaling Museo Through ModernizationDocument15 paginiPromoting Gusaling Museo Through Modernizationdesiree choi100% (1)
- Tiotropium Bromide: Spiriva Handihaler, Spiriva RespimatDocument9 paginiTiotropium Bromide: Spiriva Handihaler, Spiriva RespimatAssem Ashraf KhidhrÎncă nu există evaluări
- Best Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisDocument16 paginiBest Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisErdy VincentÎncă nu există evaluări
- CvaDocument20 paginiCvanuraÎncă nu există evaluări
- Ozone Layer EssayDocument7 paginiOzone Layer Essayb71bpjha100% (2)
- English NotesDocument39 paginiEnglish NotesNorAini MohamadÎncă nu există evaluări
- Urea CycleDocument2 paginiUrea CycleyoungdandareÎncă nu există evaluări
- Cpar Lesson 1Document44 paginiCpar Lesson 1althea villanuevaÎncă nu există evaluări
- Deepa CVDocument3 paginiDeepa CVDeepa M PÎncă nu există evaluări
- Vertebrates and InvertebratesDocument4 paginiVertebrates and InvertebratesJane Aubrey Saligan100% (2)
- AI vs ML: A Brief ExplanationDocument3 paginiAI vs ML: A Brief Explanationkhaoula BelghitiÎncă nu există evaluări
- On The Optimum Inter-Stage Parameters For Co Transcritical Systems Dr. Dan ManoleDocument8 paginiOn The Optimum Inter-Stage Parameters For Co Transcritical Systems Dr. Dan Manolemohammed gwailÎncă nu există evaluări
- Link L5 Assessment AKDocument11 paginiLink L5 Assessment AKJoanna MajczykÎncă nu există evaluări
- Academic StyleDocument4 paginiAcademic StyleHa ToÎncă nu există evaluări
- Dada and Buddhist Thought - Sung-Won Ko PDFDocument24 paginiDada and Buddhist Thought - Sung-Won Ko PDFJuan Manuel Gomez GarcíaÎncă nu există evaluări
- MicrotoxOmni Software Version 4Document12 paginiMicrotoxOmni Software Version 4Louise Veronica JoseÎncă nu există evaluări
- Shrub - Wikipedia, The Free EncyclopediaDocument5 paginiShrub - Wikipedia, The Free EncyclopediabmxengineeringÎncă nu există evaluări
- Effortless by Greg McKeownDocument6 paginiEffortless by Greg McKeownNaison StanleyÎncă nu există evaluări
- Lab ReportDocument11 paginiLab Reportkelvinkiplaa845Încă nu există evaluări