S-ar putea să vă placă și
- Electropolishing WorkbookDocument16 paginiElectropolishing WorkbookAhmet BozgeyikÎncă nu există evaluări
- Science and Industry of Electropolishing: Galvanotechnik January 2015Document18 paginiScience and Industry of Electropolishing: Galvanotechnik January 2015Ricardo Andres PabonÎncă nu există evaluări
- Electro-Polishing: Prepared byDocument44 paginiElectro-Polishing: Prepared byMahesh Kumar100% (3)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDe la EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingÎncă nu există evaluări
- PRC-5009 - REV-A ElectropolishingDocument7 paginiPRC-5009 - REV-A ElectropolishingHenryÎncă nu există evaluări
- Corrosion of SS in Nitric Acid ServiceDocument23 paginiCorrosion of SS in Nitric Acid ServiceAdriaan de Witt100% (1)
- SWI Procedure PaintingDocument6 paginiSWI Procedure PaintingRamy EidÎncă nu există evaluări
- ANKURDocument20 paginiANKURDevashish JoshiÎncă nu există evaluări
- Metalography and Microstructures of Stainless Steels and Maraging SteelsDocument32 paginiMetalography and Microstructures of Stainless Steels and Maraging SteelsChaguy VergaraÎncă nu există evaluări
- CorossionDocument76 paginiCorossionviswamanojÎncă nu există evaluări
- MicrostructuresDocument10 paginiMicrostructuresErin BarryÎncă nu există evaluări
- Controlled Atmospheres for Heat Treatment: The Pergamon Materials Engineering Practice SeriesDe la EverandControlled Atmospheres for Heat Treatment: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- ERW Pipe Issues and DefectsDocument2 paginiERW Pipe Issues and Defectskaveh-bahiraee100% (1)
- Accelerated CoolingDocument7 paginiAccelerated CoolingHarikrishnan N SivaprasadÎncă nu există evaluări
- Etching Specialty AlloysDocument6 paginiEtching Specialty AlloysNitin100% (1)
- Electroplating Anodizing Metal PDFDocument53 paginiElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoÎncă nu există evaluări
- AL 6XN SourceBookDocument56 paginiAL 6XN SourceBookdrbeyerÎncă nu există evaluări
- Surface TreatmentDocument34 paginiSurface TreatmentnagarajÎncă nu există evaluări
- Application Note Stainless SteelDocument6 paginiApplication Note Stainless SteelVictoria TechiÎncă nu există evaluări
- Embrittlement of Engineering AlloysDe la EverandEmbrittlement of Engineering AlloysC.L. BriantÎncă nu există evaluări
- Dissimilar Welds in Refinery Services - B JackDocument18 paginiDissimilar Welds in Refinery Services - B JackSayiram GovindasamyÎncă nu există evaluări
- Plastic Deformation, Flow Stress and FormabilityDocument35 paginiPlastic Deformation, Flow Stress and FormabilityAnna100% (1)
- Esab DublexDocument8 paginiEsab DublexSuphi YükselÎncă nu există evaluări
- Cast IronDocument15 paginiCast IronJohnÎncă nu există evaluări
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 paginiATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Welding Metallurgy and Weldability of Nickel-Base AlloysDe la EverandWelding Metallurgy and Weldability of Nickel-Base AlloysEvaluare: 5 din 5 stele5/5 (1)
- Aluminium AnodisingDocument7 paginiAluminium AnodisingChinmay Bhuta100% (1)
- Introduction To Welding - MetallurgyDocument15 paginiIntroduction To Welding - Metallurgyramkishore_87100% (1)
- SliversDocument5 paginiSliversVarun MishraÎncă nu există evaluări
- PassivationDocument8 paginiPassivationhrsreenath100% (1)
- Corrosion Failures: Theory, Case Studies, and SolutionsDe la EverandCorrosion Failures: Theory, Case Studies, and SolutionsÎncă nu există evaluări
- Form of Corrosion Illustration Form of Corrosion IllustrationDocument2 paginiForm of Corrosion Illustration Form of Corrosion IllustrationkhalesnabilÎncă nu există evaluări
- Modern Metallography: The Commonwealth and International Library: Metallurgy DivisionDe la EverandModern Metallography: The Commonwealth and International Library: Metallurgy DivisionEvaluare: 5 din 5 stele5/5 (1)
- Decorative Chromium Plating BasicsDocument8 paginiDecorative Chromium Plating Basicsm daneshpour100% (1)
- Testing Methods For Plating BathsDocument3 paginiTesting Methods For Plating BathsR.Subramanian100% (1)
- Electroplating Cost Calculation - RefDocument12 paginiElectroplating Cost Calculation - RefJitendra PatilÎncă nu există evaluări
- HR S 50 B (Bright Nickel Bath)Document8 paginiHR S 50 B (Bright Nickel Bath)Sinar Cemaramas AbadiÎncă nu există evaluări
- 304 Chromic Acid AnodizingDocument6 pagini304 Chromic Acid AnodizingPuguh Cahpordjo BaeÎncă nu există evaluări
- AnodizingDocument9 paginiAnodizingalphadingÎncă nu există evaluări
- Pyrometallurgy of Metals: Slag Basicity Slag BasicityDocument8 paginiPyrometallurgy of Metals: Slag Basicity Slag BasicityWahyu PambudiÎncă nu există evaluări
- Electron BeamDocument13 paginiElectron BeamAbhay PrakashÎncă nu există evaluări
- Brass DefectsDocument9 paginiBrass DefectstechopelessÎncă nu există evaluări
- Hull Cell ReviewDocument4 paginiHull Cell ReviewR.SubramanianÎncă nu există evaluări
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationDe la EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationÎncă nu există evaluări
- Materials: Electrochemical Polishing of Austenitic Stainless SteelsDocument25 paginiMaterials: Electrochemical Polishing of Austenitic Stainless SteelsSebin AbrahamÎncă nu există evaluări
- Brazing Allloy Cusil ABADocument12 paginiBrazing Allloy Cusil ABADheeraj SharmaÎncă nu există evaluări
- Black Oxide MIL DTL 13924DDocument11 paginiBlack Oxide MIL DTL 13924DadamhomeÎncă nu există evaluări
- Stainless Steel Technical PresentationDocument23 paginiStainless Steel Technical PresentationRavi Teja100% (1)
- Aluminum Alloys--Contemporary Research and Applications: Contemporary Research and ApplicationsDe la EverandAluminum Alloys--Contemporary Research and Applications: Contemporary Research and ApplicationsEvaluare: 1 din 5 stele1/5 (1)
- Hull Cell Review PDFDocument4 paginiHull Cell Review PDFR.SubramanianÎncă nu există evaluări
- SMS Casting BreakoutsDocument20 paginiSMS Casting BreakoutsShubham KaushikÎncă nu există evaluări
- Zinc DIE CASTINGDocument10 paginiZinc DIE CASTINGFrancisco BocanegraÎncă nu există evaluări
- Principles of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyDe la EverandPrinciples of Metal Surface Treatment and Protection: Pergamon International Library of Science, Technology, Engineering and Social Studies: International Series on Materials Science and TechnologyÎncă nu există evaluări
- Microstructural Changes in The Forge Weld Area During HF-ERWDocument4 paginiMicrostructural Changes in The Forge Weld Area During HF-ERWilze86Încă nu există evaluări
- Fastener FailuresDocument3 paginiFastener FailuresWylliam Diel WagnerÎncă nu există evaluări
- 1515564809CHE P1 M19 EtextDocument18 pagini1515564809CHE P1 M19 EtextElangovan NatarajanÎncă nu există evaluări
- 1456899371CHE P1 M18 EtextDocument21 pagini1456899371CHE P1 M18 EtextElangovan NatarajanÎncă nu există evaluări
- C3ay26476a PDFDocument18 paginiC3ay26476a PDFElangovan NatarajanÎncă nu există evaluări
- Yang 2012 Grapheneoxide IronDocument7 paginiYang 2012 Grapheneoxide IronElangovan Natarajan0% (1)
- 1515564176CHE P1 M17 EtextDocument15 pagini1515564176CHE P1 M17 EtextElangovan NatarajanÎncă nu există evaluări
- 1515564149CHE P1 M16 EtextDocument22 pagini1515564149CHE P1 M16 EtextElangovan NatarajanÎncă nu există evaluări
- Gold Nanostructured Surface For Electrochemical Sensing and Biosensing - Does Shape Matter - PDFDocument19 paginiGold Nanostructured Surface For Electrochemical Sensing and Biosensing - Does Shape Matter - PDFElangovan NatarajanÎncă nu există evaluări
- C3ra48068b PDFDocument12 paginiC3ra48068b PDFElangovan NatarajanÎncă nu există evaluări
- Faculty Data SheetDocument5 paginiFaculty Data SheetElangovan NatarajanÎncă nu există evaluări
- Days/ Work Sunday Monday Tuesday Wednesday Thursday Friday SaturdayDocument1 paginăDays/ Work Sunday Monday Tuesday Wednesday Thursday Friday SaturdayElangovan NatarajanÎncă nu există evaluări
- Detection of A Specific Biomarker For Epstein-Barr Virus Using A Polymer-Based GenosensorDocument17 paginiDetection of A Specific Biomarker For Epstein-Barr Virus Using A Polymer-Based GenosensorElangovan NatarajanÎncă nu există evaluări
- The Formulas of The Tenses in The ActiveDocument5 paginiThe Formulas of The Tenses in The ActiveElangovan NatarajanÎncă nu există evaluări
- Coaching OfferedDocument1 paginăCoaching OfferedElangovan NatarajanÎncă nu există evaluări
- Weekly Goal PlannerDocument1 paginăWeekly Goal PlannerElangovan NatarajanÎncă nu există evaluări
- The Characters of MacbethDocument5 paginiThe Characters of MacbethElangovan NatarajanÎncă nu există evaluări
- Weekly Goal PlannerDocument1 paginăWeekly Goal PlannerElangovan NatarajanÎncă nu există evaluări
- Cbse/Igse/Icse/I SE/ Smamacheer Kalvi: Soft Skill Training, Spoken English Japanese Lanaguage, MeditationDocument2 paginiCbse/Igse/Icse/I SE/ Smamacheer Kalvi: Soft Skill Training, Spoken English Japanese Lanaguage, MeditationElangovan NatarajanÎncă nu există evaluări
- Presentation SAIDocument2 paginiPresentation SAIElangovan NatarajanÎncă nu există evaluări
- Class Bfs 1209120750107247Document29 paginiClass Bfs 1209120750107247Elangovan NatarajanÎncă nu există evaluări
- Science Academy of India: Dedicates Research Lab To Our NationDocument2 paginiScience Academy of India: Dedicates Research Lab To Our NationElangovan NatarajanÎncă nu există evaluări
- MSC Chem SyllabusDocument33 paginiMSC Chem Syllabusdgry7975Încă nu există evaluări
- Biography of Edwin Arlington RobinsonDocument4 paginiBiography of Edwin Arlington RobinsonElangovan NatarajanÎncă nu există evaluări
- The Structure and Properties of Polymers: By:Sawsan D.ShubbarDocument28 paginiThe Structure and Properties of Polymers: By:Sawsan D.ShubbarElangovan NatarajanÎncă nu există evaluări
- BakerDocument54 paginiBakerElangovan NatarajanÎncă nu există evaluări
- TgaDocument31 paginiTgaElangovan NatarajanÎncă nu există evaluări
- Rotaract Club 2012Document3 paginiRotaract Club 2012Elangovan NatarajanÎncă nu există evaluări
- Dept HistoryDocument58 paginiDept HistoryElangovan NatarajanÎncă nu există evaluări
- Infrared SpectrosDocument38 paginiInfrared Spectrosfazraz100% (11)
- Education SwocDocument1 paginăEducation SwocElangovan Natarajan100% (1)
- D&I of GPU Based Image Processing On CASE ClusterDocument28 paginiD&I of GPU Based Image Processing On CASE ClusterKRÎncă nu există evaluări
- Priodic TableDocument12 paginiPriodic TableHitesh MoreÎncă nu există evaluări
- TLP250 Mosfet Gate DriverDocument38 paginiTLP250 Mosfet Gate DriverKien Trung50% (2)
- Ic-F310 f320 f410 f420Document24 paginiIc-F310 f320 f410 f420zikamaxiÎncă nu există evaluări
- AD712Document12 paginiAD712samÎncă nu există evaluări
- Easergy Range - VD23Document4 paginiEasergy Range - VD23crysty24Încă nu există evaluări
- 23xl 3ssDocument116 pagini23xl 3ssHendra SyahputraÎncă nu există evaluări
- "Mobile Billing System": A Project Report ONDocument64 pagini"Mobile Billing System": A Project Report ONSahil SethiÎncă nu există evaluări
- Gpu Yamaha Edl20000te, Edl26000te - q9c 28197 E0Document38 paginiGpu Yamaha Edl20000te, Edl26000te - q9c 28197 E0Moni Gote del Ortus100% (1)
- Resume Doudoulekata TebungagiDocument5 paginiResume Doudoulekata TebungagiDouglas TebungagiÎncă nu există evaluări
- 5.introduction To JFETDocument22 pagini5.introduction To JFETGowshalya PerinbanayakamÎncă nu există evaluări
- Six-Step Troubleshooting ProcedureDocument1 paginăSix-Step Troubleshooting ProcedureNoneya BidnessÎncă nu există evaluări
- Modio AT Commands Set: Efficient PC CommunicationDocument36 paginiModio AT Commands Set: Efficient PC CommunicationmanejaisÎncă nu există evaluări
- EATON - LZM Catalogue (GERMANY)Document119 paginiEATON - LZM Catalogue (GERMANY)Tom GewinnÎncă nu există evaluări
- Variador Altivar 11 Telemecanique EspañolDocument212 paginiVariador Altivar 11 Telemecanique EspañolFelipe Andres Troncoso Reyes75% (4)
- 2016 Fall Week 1 LectureDocument40 pagini2016 Fall Week 1 LectureTrai TranÎncă nu există evaluări
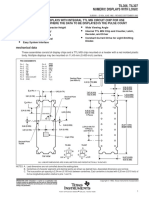
- TIL306, TIL307 Numeric Displays With LogicDocument9 paginiTIL306, TIL307 Numeric Displays With LogicAndy ScriptorÎncă nu există evaluări
- Accumax: Advanced Digital Radiometer/Photometer KitDocument2 paginiAccumax: Advanced Digital Radiometer/Photometer Kitvignesh seenirajÎncă nu există evaluări
- Maintenance Manual For Embroidery Machine (Electronic)Document100 paginiMaintenance Manual For Embroidery Machine (Electronic)Marian StoianÎncă nu există evaluări
- Reactions of Metal ComplexesDocument25 paginiReactions of Metal ComplexesNuansak3Încă nu există evaluări
- Catalogo MotorpactDocument50 paginiCatalogo MotorpactAlexander Moisés Saldaña AcevedoÎncă nu există evaluări
- Reference ElectrodeDocument3 paginiReference ElectrodesiapakahdirikuÎncă nu există evaluări
- AS350B2Document62 paginiAS350B2Amal100% (1)
- Topic 7.3 - The Structure of MatterDocument57 paginiTopic 7.3 - The Structure of MatterPaul Amezquita100% (2)
- Mitutoyo - Mikroskopy Pomiarowe TM Seria - E14013 - 2015Document4 paginiMitutoyo - Mikroskopy Pomiarowe TM Seria - E14013 - 2015D.T.Încă nu există evaluări
- Mechanical Au 3-1Document10 paginiMechanical Au 3-1Venkata Sai Kumar NunnaÎncă nu există evaluări
- Different Types of PliersDocument5 paginiDifferent Types of PliersBhanuka Srikantha100% (1)
- NTDCL 2023 InterviwesDocument12 paginiNTDCL 2023 InterviwesAehtsham Ul HaqÎncă nu există evaluări
- CVA ProDocument1 paginăCVA ProTommy TangÎncă nu există evaluări
- Bellofram T2000 IP Transducer ImDocument6 paginiBellofram T2000 IP Transducer ImelyuyaÎncă nu există evaluări