S-ar putea să vă placă și
- SL162B Helicoil PDFDocument2 paginiSL162B Helicoil PDFjeffrey_fay100% (2)
- Chillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentDocument18 paginiChillersapikhubdocuments5wpq Iw7UC NV6ZJjGVizgcontentsyhnhpc7qmÎncă nu există evaluări
- Installation Procedure For Misalignment Flange. Bolting SequenceDocument18 paginiInstallation Procedure For Misalignment Flange. Bolting Sequencewholenumber100% (3)
- Hose and Connector Installation Guide: 1 Edition Created: October 2012Document35 paginiHose and Connector Installation Guide: 1 Edition Created: October 2012Keron TrotzÎncă nu există evaluări
- Cat Hose & Connector Installation Guide PDFDocument35 paginiCat Hose & Connector Installation Guide PDFKeron TrotzÎncă nu există evaluări
- 16' X 22' Ball Mill Installation ManualDocument54 pagini16' X 22' Ball Mill Installation Manualpataza011100% (3)
- Crank ShaftDocument6 paginiCrank ShaftTalal Mohd Al-FannahÎncă nu există evaluări
- Spare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesDocument16 paginiSpare Parts, Instruction and Maintenance Manual For Spanco Model 300 Jib CranesAndres LopezÎncă nu există evaluări
- Reparación Inyectores DensoDocument22 paginiReparación Inyectores DensoMarcoÎncă nu există evaluări
- Valvetop D-Series With AS-interface: Installation, Operation & Maintenance ManualDocument16 paginiValvetop D-Series With AS-interface: Installation, Operation & Maintenance ManualAdeel RazaÎncă nu există evaluări
- FD-1600 Triplex Mud Pump User ManualDocument387 paginiFD-1600 Triplex Mud Pump User Manualfaishal hafizh77% (13)
- EVK Seal ManualDocument18 paginiEVK Seal Manualgelo_17100% (1)
- 2007 Kobelco Stern Tube Seal Installation ManualDocument18 pagini2007 Kobelco Stern Tube Seal Installation Manualvjmariner100% (1)
- 12165-70 - 1 Sundry Instr.Document328 pagini12165-70 - 1 Sundry Instr.kodrysÎncă nu există evaluări
- Er 108 1Document3 paginiEr 108 1DIEGO YECID MILLAN MENDOZAÎncă nu există evaluări
- Er 108 1 PDFDocument3 paginiEr 108 1 PDFDIEGO YECID MILLAN MENDOZAÎncă nu există evaluări
- Low Torc ValveDocument4 paginiLow Torc Valvejinyuan74100% (2)
- Sno 20010Document13 paginiSno 20010Alexander SharamiginÎncă nu există evaluări
- BD0425A-57A1 - Bolt Up Procedure For Critical FlangesDocument22 paginiBD0425A-57A1 - Bolt Up Procedure For Critical Flangesvpkaranam1100% (1)
- Odyssey 3,5L 2012 J35 Rocker Arm Assembly - Ticking or Knocking at IdleDocument4 paginiOdyssey 3,5L 2012 J35 Rocker Arm Assembly - Ticking or Knocking at Idlenuevo correoÎncă nu există evaluări
- Pad LEEA-048 Guidance On The Design Testing and Inspection of Fabricated Pad EyesDocument3 paginiPad LEEA-048 Guidance On The Design Testing and Inspection of Fabricated Pad EyesAnirudh S. Goel83% (6)
- Inverted Washpipe ManualDocument9 paginiInverted Washpipe ManualGhassan ALkikiÎncă nu există evaluări
- DeZuric Plug ValvesDocument12 paginiDeZuric Plug Valvesk_tevenÎncă nu există evaluări
- Maintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBDocument10 paginiMaintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBAtaa AssaadÎncă nu există evaluări
- K Series Throttle Body Install GuideDocument11 paginiK Series Throttle Body Install GuideHybrid Racing100% (1)
- Iom BSVDocument10 paginiIom BSVdhavalesh1Încă nu există evaluări
- Installation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt HolesDocument4 paginiInstallation Instructions For PSI and Pikotek® Gaskets: Sleeves Through The Bolt Holesquiron2010Încă nu există evaluări
- smhs 7727 Special Instruction-проверка установки гильз 3400Document5 paginismhs 7727 Special Instruction-проверка установки гильз 3400Евгений АбрамовÎncă nu există evaluări
- Sebf 8054 Обмеры и Правка КвDocument33 paginiSebf 8054 Обмеры и Правка КванджелаÎncă nu există evaluări
- Manual de Mantenimiento de Gruas Jib PDFDocument20 paginiManual de Mantenimiento de Gruas Jib PDFalejandroaleman53Încă nu există evaluări
- D601000439 Man 001Document25 paginiD601000439 Man 001Riski KurniawanÎncă nu există evaluări
- Injector InstalacionDocument6 paginiInjector Instalacionjose luis herreraÎncă nu există evaluări
- Cylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenDocument4 paginiCylinder Liner Projection - Inspect: Shutdown SIS Previous ScreenbejoythomasÎncă nu există evaluări
- DENSO Rastavljanje DizneDocument22 paginiDENSO Rastavljanje Diznegalaxy63Încă nu există evaluări
- 5.12 Bop Es 15MDocument30 pagini5.12 Bop Es 15MJavier Rivas50% (2)
- James Walker - O RingsDocument32 paginiJames Walker - O RingsJaime OroÎncă nu există evaluări
- FF Primary InstructionsDocument12 paginiFF Primary InstructionsKevin VillagranÎncă nu există evaluări
- Flowcon ABM InstructionDocument4 paginiFlowcon ABM InstructionJeff Anderson CollinsÎncă nu există evaluări
- Cylinder Line Projection - SMCS - 1216 - 040Document5 paginiCylinder Line Projection - SMCS - 1216 - 040ToispuoliÎncă nu există evaluări
- Nutone Shower Fan QTXEN SeriesDocument8 paginiNutone Shower Fan QTXEN SeriesMark CanfieldÎncă nu există evaluări
- Agilent Assy, Rotor SealDocument2 paginiAgilent Assy, Rotor SealSteve HarrisÎncă nu există evaluări
- Bridge PlugDocument40 paginiBridge PlugDIEUDONNE MBAIKETEÎncă nu există evaluări
- Repair Manual MP 1Document11 paginiRepair Manual MP 1Tiffany DacinoÎncă nu există evaluări
- James Walker o Ring GuideDocument32 paginiJames Walker o Ring Guidecvishwas1159Încă nu există evaluări
- Rev00-Gasket Installation & Bolt Torquing ProcedureDocument24 paginiRev00-Gasket Installation & Bolt Torquing ProcedureHansel FrancisÎncă nu există evaluări
- Inst-Sr20trigneo R0Document14 paginiInst-Sr20trigneo R0Chris MillerÎncă nu există evaluări
- 3 - Rite Manual de Instalacion y MantenimientoDocument18 pagini3 - Rite Manual de Instalacion y MantenimientoRoman Arango Herrera0% (1)
- 3 WayDocument18 pagini3 WayLeonardÎncă nu există evaluări
- 3.06 ES 10K DUAL BOP ManDocument15 pagini3.06 ES 10K DUAL BOP ManRafael BolivarÎncă nu există evaluări
- Neapco 2015 UJ Dimensional Reference Guide UJ2015D 9901018Document32 paginiNeapco 2015 UJ Dimensional Reference Guide UJ2015D 9901018fordlltwmÎncă nu există evaluări
- Topworx Valvetop D-Series With GO Switches ManualDocument20 paginiTopworx Valvetop D-Series With GO Switches ManualJuan LuisÎncă nu există evaluări
- Lycoming Starter AdapterDocument11 paginiLycoming Starter AdapterakÎncă nu există evaluări
- TH 3jrs ManualDocument11 paginiTH 3jrs ManualOscar NavaÎncă nu există evaluări
- Future Pipe Assembly Instructions UkDocument22 paginiFuture Pipe Assembly Instructions UkAngelevÎncă nu există evaluări
- Timing Belt: Service and Repair Timing Belt, AssemblingDocument5 paginiTiming Belt: Service and Repair Timing Belt, AssemblingGustavo Guzuck Gutierrez GonzalezÎncă nu există evaluări
- wp1142II XMLDocument1 paginăwp1142II XMLaugustinhodjÎncă nu există evaluări
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceDe la EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceÎncă nu există evaluări
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDe la EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementÎncă nu există evaluări
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreDe la EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreEvaluare: 4.5 din 5 stele4.5/5 (11)
- ReedHycalog Performance SummaryDocument1 paginăReedHycalog Performance SummarylmjustinianoÎncă nu există evaluări
- Final Slides Baker Hughes: Downhole VibrationsDocument10 paginiFinal Slides Baker Hughes: Downhole VibrationsJames BourneÎncă nu există evaluări
- W1V4 - Introduction To EP - HandoutDocument7 paginiW1V4 - Introduction To EP - HandoutGiovanny LizarazoÎncă nu există evaluări
- W1V6 - Origin of Hydrocarbon Resources2 - HandoutDocument13 paginiW1V6 - Origin of Hydrocarbon Resources2 - HandoutDanilson Paulo MelicioÎncă nu există evaluări
- W3V13 - Drilling - HandoutDocument6 paginiW3V13 - Drilling - HandoutzoeÎncă nu există evaluări
- Solutions CatalogDocument72 paginiSolutions CataloglmjustinianoÎncă nu există evaluări
- IADC Dull Grading - Roller Cone BitsDocument2 paginiIADC Dull Grading - Roller Cone BitsYasir IrfanÎncă nu există evaluări
- Iapg - Pinpoint Completion Technology in The Vaca Muerta Shale A Case Study (Presentation) - v3Document19 paginiIapg - Pinpoint Completion Technology in The Vaca Muerta Shale A Case Study (Presentation) - v3lmjustiniano100% (1)
- MKT-001 Rev 02 Rotary Shoulder Handbook RSDocument116 paginiMKT-001 Rev 02 Rotary Shoulder Handbook RSArsalan AhmadÎncă nu există evaluări
- HORAS - Shock ToolDocument1 paginăHORAS - Shock ToollmjustinianoÎncă nu există evaluări
- Mechanical-Hydraulic Shock ToolDocument1 paginăMechanical-Hydraulic Shock ToollmjustinianoÎncă nu există evaluări
- Performance Summary - Conventional Coring Sabalo 101IDocument1 paginăPerformance Summary - Conventional Coring Sabalo 101IlmjustinianoÎncă nu există evaluări
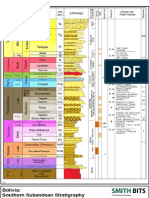
- Southern Subandean StratigraphyDocument1 paginăSouthern Subandean StratigraphylmjustinianoÎncă nu există evaluări
- Tabla-Conversión de Unidades: by Marcelo Hirschfeldt - 1Document0 paginiTabla-Conversión de Unidades: by Marcelo Hirschfeldt - 1lmjustinianoÎncă nu există evaluări
- HDD Presentation 2Document32 paginiHDD Presentation 2lmjustiniano50% (2)
- Southern Subandean StratigraphyDocument1 paginăSouthern Subandean StratigraphylmjustinianoÎncă nu există evaluări
- Kicks and Gas MigrationDocument42 paginiKicks and Gas MigrationJohnny Sanchez100% (1)
- IADC Dull Grading - Roller Cone BitsDocument2 paginiIADC Dull Grading - Roller Cone BitsYasir IrfanÎncă nu există evaluări
- Multilateral Vs - HorizontalDocument26 paginiMultilateral Vs - HorizontallmjustinianoÎncă nu există evaluări
- E Totco USDocument2 paginiE Totco USlmjustinianoÎncă nu există evaluări
- UntitledDocument2 paginiUntitledapi-77162045Încă nu există evaluări
- MBA80 Manual - Sneak Peek PDFDocument14 paginiMBA80 Manual - Sneak Peek PDFAnonymous cnKOR7QÎncă nu există evaluări
- Public Warning SystemDocument22 paginiPublic Warning SystemsplouvrosÎncă nu există evaluări
- Syed Ali Hussain Naqvi - Mechanical EngineerDocument2 paginiSyed Ali Hussain Naqvi - Mechanical EngineercdeekyÎncă nu există evaluări
- Scheduling AgreementDocument2 paginiScheduling AgreementWupankÎncă nu există evaluări
- Prevent Leaks in Heat ExchangersDocument7 paginiPrevent Leaks in Heat ExchangersNirmal SubudhiÎncă nu există evaluări
- Walkthroughs 2 PDFDocument99 paginiWalkthroughs 2 PDFtewsttesreÎncă nu există evaluări
- 115826010Document166 pagini115826010ashvinÎncă nu există evaluări
- LF90LS Operations and Service Manual PDFDocument154 paginiLF90LS Operations and Service Manual PDFJose Vidal100% (9)
- Instruction Manual: Digital Indicator CSD-401Document150 paginiInstruction Manual: Digital Indicator CSD-401Murad ShahÎncă nu există evaluări
- AngloGold Ashanti Geologist PDFDocument1 paginăAngloGold Ashanti Geologist PDFashfa ulyaÎncă nu există evaluări
- Specific Trip Event 'Knocking Failure A3339Document4 paginiSpecific Trip Event 'Knocking Failure A3339msavoymaggi100% (3)
- Biznet MetroNET and GamersNET - Connection Setting - Microtik Router PDFDocument7 paginiBiznet MetroNET and GamersNET - Connection Setting - Microtik Router PDFsmp3bwi banyuwangiÎncă nu există evaluări
- Datasheet Blue Solar Charge Controller MPPT 75 10, 75 15 & MPPT 100 15 enDocument1 paginăDatasheet Blue Solar Charge Controller MPPT 75 10, 75 15 & MPPT 100 15 enRadoi RaduÎncă nu există evaluări
- Eu63 PDFDocument59 paginiEu63 PDFriade88Încă nu există evaluări
- Surface Preparation in Container Paints.: Container Procedures, Page 1 of 2Document2 paginiSurface Preparation in Container Paints.: Container Procedures, Page 1 of 2Bui Hoang DucÎncă nu există evaluări
- Project On VST TillersDocument7 paginiProject On VST TillersrajeshthumsiÎncă nu există evaluări
- Hallett 15xs ManualDocument44 paginiHallett 15xs ManualLuis Martinez SanchezÎncă nu există evaluări
- CSS ExercisesDocument7 paginiCSS ExercisesMs. Shweta Singh Assistant Professor (CSE)Încă nu există evaluări
- SAE J551-13 Suface Vehicle StandardDocument10 paginiSAE J551-13 Suface Vehicle StandardLê Đình ĐiềuÎncă nu există evaluări
- Defectometer 2.837: Eddy Current Test Instrument DEFECTOMETER 2.837Document11 paginiDefectometer 2.837: Eddy Current Test Instrument DEFECTOMETER 2.837Ronny AndalasÎncă nu există evaluări
- Metal Matic P 200 ManualDocument13 paginiMetal Matic P 200 ManualRon BoeserÎncă nu există evaluări
- QML TutorialDocument16 paginiQML TutorialAmanda Carr100% (1)
- 501/453/UNIV: Cable Gland Selection TableDocument1 pagină501/453/UNIV: Cable Gland Selection TableAkmalÎncă nu există evaluări
- MSS SP-79 2011Document15 paginiMSS SP-79 2011ISRAEL PORTILLO100% (1)
- Pioneer DDJ-SX rrv4382 DJ Controller-1 PDFDocument68 paginiPioneer DDJ-SX rrv4382 DJ Controller-1 PDFChristopher GonzalezÎncă nu există evaluări
- ExcelTOCI Troubleshooting Guide v2Document24 paginiExcelTOCI Troubleshooting Guide v2Veer PolavarapuÎncă nu există evaluări
- Gov Uscourts Nysd 505138 69 0Document98 paginiGov Uscourts Nysd 505138 69 0mikekvolpeÎncă nu există evaluări
- RT 1120 Op ManualDocument130 paginiRT 1120 Op ManualfrankÎncă nu există evaluări
- Work Permit Systems - tcm17-13910Document16 paginiWork Permit Systems - tcm17-13910CJÎncă nu există evaluări