S-ar putea să vă placă și
- Fallas de Los Elementos Mecánicos Por DesgasteDocument10 paginiFallas de Los Elementos Mecánicos Por DesgasteMirgen MirandaÎncă nu există evaluări
- Tipos de DesgastesDocument57 paginiTipos de DesgastesMario Flores100% (1)
- Sistema tribológico y tipos de fricciónDocument9 paginiSistema tribológico y tipos de fricciónMirgen MirandaÎncă nu există evaluări
- Tribologia DesgasteDocument5 paginiTribologia DesgasteSergio Andres MurilloÎncă nu există evaluări
- Proteccion Contra El DesgasteDocument7 paginiProteccion Contra El DesgasteHernando Gómez100% (5)
- Tribología Unidad IiDocument95 paginiTribología Unidad Iihector perezÎncă nu există evaluări
- Sistema TribológicoDocument3 paginiSistema TribológicoRoberto PérezÎncă nu există evaluări
- Temas TribologíaDocument7 paginiTemas TribologíaGabRiela VilleedaÎncă nu există evaluări
- Cojinetes de Superficie de ContactoDocument23 paginiCojinetes de Superficie de ContactoDiana EscareñoÎncă nu există evaluări
- Tipos de Fallas.Document39 paginiTipos de Fallas.Roberto Marin100% (1)
- Reporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Document4 paginiReporte de Investigación de Los Tipos de Análisis Metalográficos Aplicables A Las Pruebas Destructivas y No Destructivas.Deniss ArenivasÎncă nu există evaluări
- 13 - Lubricacion de ChumacerasDocument15 pagini13 - Lubricacion de ChumacerashakashuÎncă nu există evaluări
- Modo de Fallas de LevasDocument13 paginiModo de Fallas de LevasHéctor Ponce25% (4)
- Ema Grasas y Aceites RoshfransDocument2 paginiEma Grasas y Aceites RoshfransAmanecer AlexÎncă nu există evaluări
- Pulido y BruñidoDocument24 paginiPulido y BruñidoMiguel Angel Morales ViilaÎncă nu există evaluări
- Tribología - Fallas de Los Elementos Mecánicos Por Desgaste"Document18 paginiTribología - Fallas de Los Elementos Mecánicos Por Desgaste"Ramiro Lopez88% (8)
- La importancia de la tribologíaDocument4 paginiLa importancia de la tribologíaFdz GaboÎncă nu există evaluări
- Conclusiones - Pandeo PDFDocument1 paginăConclusiones - Pandeo PDFEduardo Castillo100% (1)
- Lubricacion para MaquinasDocument16 paginiLubricacion para MaquinasFlakita Vianeth0% (1)
- Clasificacion de Los Modos de Falla de Acuerdo A Iso para EngranesDocument1 paginăClasificacion de Los Modos de Falla de Acuerdo A Iso para EngranesMarco Antonio Reyes100% (4)
- 2 Manejo de Pólizas y Garantías de EquiposDocument6 pagini2 Manejo de Pólizas y Garantías de EquiposNelson Martinez67% (3)
- Resumen Modos de Fallas en CojinetesDocument3 paginiResumen Modos de Fallas en Cojinetes84ariÎncă nu există evaluări
- Análisis EspectralDocument22 paginiAnálisis EspectralYuliza Carolina Capuñay SiesquenÎncă nu există evaluări
- Fallas en EngranesDocument3 paginiFallas en Engranesenip_225100% (1)
- Regímenes de lubricación y curva de StribeckDocument6 paginiRegímenes de lubricación y curva de Stribeckvictor martinezÎncă nu există evaluări
- Scuffing 5Document16 paginiScuffing 5Edison Pacheco100% (1)
- Lubricación de Acoples Flexibles PDFDocument3 paginiLubricación de Acoples Flexibles PDFjizuÎncă nu există evaluări
- Mecanismos de PandeoDocument17 paginiMecanismos de PandeoRafael HernandezÎncă nu există evaluări
- Ensayos Mecanicos DinamicosDocument15 paginiEnsayos Mecanicos DinamicosRamon Serna50% (2)
- Almacenamiento Del LubricanteDocument12 paginiAlmacenamiento Del LubricanteUlices Mejia BautistaÎncă nu există evaluări
- Metalografia InvestigacionDocument17 paginiMetalografia InvestigacionJosé Alfredo Patiño RiveraÎncă nu există evaluări
- Curva de StribeckDocument72 paginiCurva de StribeckVictor Mogollon Boulangger100% (1)
- Cómo fallan los engranes y clasificación de modos de fallaDocument17 paginiCómo fallan los engranes y clasificación de modos de fallaMiguel100% (1)
- Lubricación de Motores EléctricosDocument9 paginiLubricación de Motores EléctricosDiego Espinoza ReinosoÎncă nu există evaluări
- Tipos de Fricción Que Se Presentan en Los ElementoDocument2 paginiTipos de Fricción Que Se Presentan en Los ElementoDaniel MartínezÎncă nu există evaluări
- Ensayos Mecánicos EstáticosDocument16 paginiEnsayos Mecánicos Estáticosdaniel100% (3)
- Investigación 5EIDERDocument4 paginiInvestigación 5EIDERManuel PechÎncă nu există evaluări
- I Parte - Tribología - Fricción, Desgaste y Lubricación by Emilio Augustu Álavarez PDFDocument33 paginiI Parte - Tribología - Fricción, Desgaste y Lubricación by Emilio Augustu Álavarez PDFBismarck Roberto Rojas DuranÎncă nu există evaluări
- Quijadas Cuadradas y en EspiralDocument3 paginiQuijadas Cuadradas y en EspiralHeriberto PerezÎncă nu există evaluări
- Eslabón EstáticoDocument5 paginiEslabón EstáticoEDÎncă nu există evaluări
- Tratamiento Termico A Engranaje HelicoidalDocument8 paginiTratamiento Termico A Engranaje HelicoidalyencamiÎncă nu există evaluări
- Holguras MecanicasDocument3 paginiHolguras Mecanicasartthy23Încă nu există evaluări
- Procedimiento para Lubricar Engranajes y LevasDocument4 paginiProcedimiento para Lubricar Engranajes y LevasAgamizR100% (1)
- Causas y Efectos de La Corrosión y La OxidaciónDocument5 paginiCausas y Efectos de La Corrosión y La OxidaciónShirley Milagritos Os Navarro PerezÎncă nu există evaluări
- Aplicacion de La Tribologia en El MantenimientoDocument8 paginiAplicacion de La Tribologia en El MantenimientoGabriel BaasÎncă nu există evaluări
- Diagrama Electrico BRT Modificado SEMURB DAVID PARADA 1 Y TIPO 1.1 PDFDocument1 paginăDiagrama Electrico BRT Modificado SEMURB DAVID PARADA 1 Y TIPO 1.1 PDFCristian Rosales Romao100% (1)
- 74 ING TribologíaDocument30 pagini74 ING TribologíasalvadorrosalioÎncă nu există evaluări
- Tipos de Películas LubricantesDocument7 paginiTipos de Películas LubricantesCitlali Hernandez50% (2)
- Ecuación para calcular fricción dinámica en movimiento de rotaciónDocument5 paginiEcuación para calcular fricción dinámica en movimiento de rotaciónJosé Alfredo Patiño Rivera0% (1)
- Recubrimientos OrgánicosDocument56 paginiRecubrimientos OrgánicosEdnna100% (1)
- Curva StribeckDocument18 paginiCurva StribeckGakeer Saes100% (1)
- Tribologia, Unidad 1Document12 paginiTribologia, Unidad 1Luis Ricardo Martinez Muñoz50% (2)
- Lubricación hidrodinámica: formación de la película lubricanteDocument21 paginiLubricación hidrodinámica: formación de la película lubricanteJose YacelgaÎncă nu există evaluări
- Rodamiento, Patrón de Carga en RodamientosDocument18 paginiRodamiento, Patrón de Carga en RodamientosVanessa Zapata Alviso100% (1)
- Técnicas de Reciclaje y Reuso de Materiales 11Document10 paginiTécnicas de Reciclaje y Reuso de Materiales 11juan carlos toledo muñizÎncă nu există evaluări
- Causas Típicas de Las Vibraciones en Las Maquinas RotativasDocument11 paginiCausas Típicas de Las Vibraciones en Las Maquinas Rotativasedward_garcia587Încă nu există evaluări
- Analisis MetalograficoDocument10 paginiAnalisis MetalograficonielsÎncă nu există evaluări
- X - Lubricación de Elementos de MáquinasDocument32 paginiX - Lubricación de Elementos de MáquinasRay Cepeda Mena100% (3)
- DesgasteDocument11 paginiDesgasteMiluska Villarreal HernandezÎncă nu există evaluări
- Cuerpo Manual (Colores)Document105 paginiCuerpo Manual (Colores)Jakelin EsquivelÎncă nu există evaluări
- Gestión activos industrialesDocument8 paginiGestión activos industrialesJezúz TorresÎncă nu există evaluări
- Gestion de ActivosDocument8 paginiGestion de ActivosJezúz TorresÎncă nu există evaluări
- Principios de Los Imanes y Características de Los Campos MagnéticosDocument9 paginiPrincipios de Los Imanes y Características de Los Campos MagnéticosJezúz Torres100% (3)
- Vibraciones MecánicasDocument33 paginiVibraciones MecánicasJezúz TorresÎncă nu există evaluări
- Enfoques de TiempoDocument6 paginiEnfoques de TiempoJezúz Torres0% (1)
- METODOLOGÍADocument6 paginiMETODOLOGÍAJezúz TorresÎncă nu există evaluări
- Lean Manufacturing - Manufactura Esbelta Conceptos ClavesDocument7 paginiLean Manufacturing - Manufactura Esbelta Conceptos ClavesJorge BermeaÎncă nu există evaluări
- Organización del Trabajo en Mantenimiento IndustrialDocument9 paginiOrganización del Trabajo en Mantenimiento IndustrialJezúz TorresÎncă nu există evaluări
- LC 2.1 01Document9 paginiLC 2.1 01Jezúz TorresÎncă nu există evaluări
- La Edad de Los MetalesDocument2 paginiLa Edad de Los MetalesAnabel CaroÎncă nu există evaluări
- Cómo construir un mesón de trabajo desarmable en menos de 40 pasosDocument6 paginiCómo construir un mesón de trabajo desarmable en menos de 40 pasoswilber_alejandroÎncă nu există evaluări
- Conectores comunesDocument16 paginiConectores comunesed05Încă nu există evaluări
- Preoperacionales GepavDocument10 paginiPreoperacionales GepavYalile Moya RozoÎncă nu există evaluări
- Manual sobre selección y utilización de brocas de perforación en la industria petroleraDocument159 paginiManual sobre selección y utilización de brocas de perforación en la industria petroleraBRYAN M.CÎncă nu există evaluări
- 1 PDFDocument18 pagini1 PDFRonal Callata BarrantesÎncă nu există evaluări
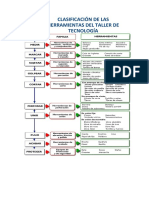
- Clasificación de Las Herramientas Del Taller de TecnologíaDocument31 paginiClasificación de Las Herramientas Del Taller de TecnologíaErick Kcire RasecÎncă nu există evaluări
- Presentacion de AjusteDocument115 paginiPresentacion de AjusteandresÎncă nu există evaluări
- Mantenimiento industrial: segueta manualDocument5 paginiMantenimiento industrial: segueta manualINGRID NAYDELINE JUAN CAMACHOÎncă nu există evaluări
- Bomba de Cebado de Combustible Y Filtro Primario de CombustibleDocument23 paginiBomba de Cebado de Combustible Y Filtro Primario de CombustibleDiegokxdÎncă nu există evaluări
- Dirección de Talento HumanoDocument11 paginiDirección de Talento HumanoHeidy RamirezÎncă nu există evaluări
- 3-Diseño Tecnico en Electrónica-1Document158 pagini3-Diseño Tecnico en Electrónica-1Kary AlmironÎncă nu există evaluări
- Toma de NucleoDocument15 paginiToma de NucleoJustin OlanÎncă nu există evaluări
- Máquinas HerramientasDocument20 paginiMáquinas HerramientaspersistenteÎncă nu există evaluări
- Plan de Negocio Taller MecanicoDocument81 paginiPlan de Negocio Taller MecanicoClex Vakero100% (4)
- Malacate de 2 y 4tDocument5 paginiMalacate de 2 y 4tChimuelo JoeÎncă nu există evaluări
- Métodos de fabricación de engranesDocument6 paginiMétodos de fabricación de engranesCristian DubonÎncă nu există evaluări
- Catalogo Productos 2016Document36 paginiCatalogo Productos 2016Montajes Industriales EOS, MIESAÎncă nu există evaluări
- Estudio de Los Valores Plásticos, Modelado y Tallado para La Creación de Obras EscultóricasDocument12 paginiEstudio de Los Valores Plásticos, Modelado y Tallado para La Creación de Obras EscultóricasDannes BustillosÎncă nu există evaluări
- Especificaciones Técnicas Puerto RicoDocument63 paginiEspecificaciones Técnicas Puerto Ricovladimir sauneÎncă nu există evaluări
- 1mec Sem 1 OmbDocument7 pagini1mec Sem 1 OmbMAURICIO RIGOBERTO CHICAIZA QUINATOAÎncă nu există evaluări
- Ejemplo de Informe de Invento Que Deben ConsignarDocument9 paginiEjemplo de Informe de Invento Que Deben ConsignarSimon PereiraÎncă nu există evaluări
- Izaje Camion PlumaDocument20 paginiIzaje Camion PlumaDlanor Avlis RÎncă nu există evaluări
- Taller 1 Dibujo LibreDocument13 paginiTaller 1 Dibujo LibreMaria BarriosÎncă nu există evaluări
- PSO - 03 Trabajos en Espacios ConfinadosDocument12 paginiPSO - 03 Trabajos en Espacios ConfinadosYovani gonzalesÎncă nu există evaluări
- Neumatica 1 Mecanizado Neumatica 7h10!21!09-2016Document14 paginiNeumatica 1 Mecanizado Neumatica 7h10!21!09-2016Santiago BermeoÎncă nu există evaluări
- Especificaciones T Cnicas para Unidades de Riego VPDocument209 paginiEspecificaciones T Cnicas para Unidades de Riego VPmarkoo94Încă nu există evaluări
- Presentacion ELO307Document50 paginiPresentacion ELO307Stefan ChristiansenÎncă nu există evaluări
- Perforación direccional: historia, integrantes, técnicas y herramientasDocument51 paginiPerforación direccional: historia, integrantes, técnicas y herramientasRodrigo Delgado50% (6)
- Libro de Tecnologia de La Construccion AndinaDocument27 paginiLibro de Tecnologia de La Construccion AndinaMiguel Vilca0% (1)