S-ar putea să vă placă și
- Injection Moulding BasicsDocument27 paginiInjection Moulding Basicsmrriassaty100% (1)
- Deep Drawing and Super-Plastic Forming Processes ComparedDocument83 paginiDeep Drawing and Super-Plastic Forming Processes ComparedYasir HussainÎncă nu există evaluări
- 1.Pv Liquid FDADocument52 pagini1.Pv Liquid FDAjadhavshiv100% (1)
- Sheet Metal BendingDocument30 paginiSheet Metal BendingZen P MonachanÎncă nu există evaluări
- Powder Metallurgy: Basics & Applications Powder MetallurgyDocument11 paginiPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiÎncă nu există evaluări
- Science: Quarter 2, WK 8 - Module 8Document27 paginiScience: Quarter 2, WK 8 - Module 8Ericha Solomon67% (9)
- Report Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesDocument44 paginiReport Final - Upsetting of Engine Valves and Parametric Study On Engine ValvesAravind Srinivasan100% (1)
- Die Design PresentationDocument24 paginiDie Design PresentationIsrar Equbal100% (1)
- Forming Curve SignificanceDocument14 paginiForming Curve SignificanceNishant PatilÎncă nu există evaluări
- Die Set Engineering Handbook and CatalogDocument144 paginiDie Set Engineering Handbook and CatalogEduardo Medel50% (2)
- Limits Fits Engineering TolerancesDocument29 paginiLimits Fits Engineering TolerancesEmmanuel Nicholas100% (2)
- Deep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnDocument4 paginiDeep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnbrahimÎncă nu există evaluări
- Metal Forming Machines: PressesDocument35 paginiMetal Forming Machines: PressesMohammed Alnashar0% (1)
- Types of Pipe Joints in PlumbingDocument6 paginiTypes of Pipe Joints in PlumbingRoi KimssiÎncă nu există evaluări
- Bulk Deformation Processes - ManufacturingDocument107 paginiBulk Deformation Processes - ManufacturingsengcanÎncă nu există evaluări
- Fundaments of QSAR ModelingDocument86 paginiFundaments of QSAR Modelingpatel meshvaÎncă nu există evaluări
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDocument86 paginiSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Advancements in Sheet Metal FormingDocument18 paginiAdvancements in Sheet Metal FormingSoheil ElsaifyÎncă nu există evaluări
- ASTM composite standards listDocument6 paginiASTM composite standards listGherlin Kuong67% (3)
- Ch21 Fundamentals of Cutting2Document70 paginiCh21 Fundamentals of Cutting2manojc68Încă nu există evaluări
- Autoform Analysis in Sheet Metal FormingDocument15 paginiAutoform Analysis in Sheet Metal FormingNhan LeÎncă nu există evaluări
- Gears HoningDocument7 paginiGears Honingsav33Încă nu există evaluări
- Sheet Metal Bending-3Document15 paginiSheet Metal Bending-3Sai Sujan100% (1)
- Sheet Metalworking 1 - Chapter 19Document99 paginiSheet Metalworking 1 - Chapter 19xharpreetxÎncă nu există evaluări
- 26 Punch Press ToolingDocument10 pagini26 Punch Press ToolingAntoine LaurentÎncă nu există evaluări
- Delayed Coker Unit PinchDocument28 paginiDelayed Coker Unit PinchPavel MarcinkovicÎncă nu există evaluări
- Presses and Equipment For SheetMetal DiesDocument153 paginiPresses and Equipment For SheetMetal Diessamurai7_77Încă nu există evaluări
- 87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFDocument10 pagini87 Computer Simulation of Microstructure Evolution during Hot Forging of Waspaloy and Nickel Alloy 718 ریزساختار 718 فورج داغ PDFAmir JoonÎncă nu există evaluări
- Mechanical ForgingDocument17 paginiMechanical Forgingjjonesche2100% (1)
- Solidification ShrinkageDocument4 paginiSolidification ShrinkagesubavlÎncă nu există evaluări
- MD Design ConsiderationDocument18 paginiMD Design ConsiderationjhpatelÎncă nu există evaluări
- MFG Tooling - 09 Progressive Dies PDFDocument16 paginiMFG Tooling - 09 Progressive Dies PDFNhan LeÎncă nu există evaluări
- Die Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingDocument30 paginiDie Basics 101: Intro To Stamping: Stamping (Metalworking) Stamping PressingAmitÎncă nu există evaluări
- Die Cutting Operations GuideDocument36 paginiDie Cutting Operations GuideBong ThoÎncă nu există evaluări
- A Comparative Study of The Forming-Limit Diagram Next Term Models For Sheet SteelsDocument8 paginiA Comparative Study of The Forming-Limit Diagram Next Term Models For Sheet SteelsRaghav KhajuriaÎncă nu există evaluări
- Forming ProcessesDocument8 paginiForming ProcessesKishor PatilÎncă nu există evaluări
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Document23 paginiME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanÎncă nu există evaluări
- Limit, Fit, ToleranceDocument15 paginiLimit, Fit, ToleranceTejwinderSinghÎncă nu există evaluări
- FoundryDocument2 paginiFoundryHafiz UdinÎncă nu există evaluări
- Metal Casting Guide: Risers, Solidification Times & MoreDocument8 paginiMetal Casting Guide: Risers, Solidification Times & MoreYash DesaaiÎncă nu există evaluări
- Sheet MetalDocument75 paginiSheet MetalMalik Shahid SultanÎncă nu există evaluări
- Finite Element Analysis of V-Die Bending ProcessDocument23 paginiFinite Element Analysis of V-Die Bending Processmaitoravi78Încă nu există evaluări
- Criteria For The Choice of Business OrganizationDocument2 paginiCriteria For The Choice of Business OrganizationKavita SinghÎncă nu există evaluări
- Design of Jigs Fixtures and Press Tools PDFDocument4 paginiDesign of Jigs Fixtures and Press Tools PDFniharika kadiriÎncă nu există evaluări
- Chapter 5-Sheet MetalworkingDocument82 paginiChapter 5-Sheet MetalworkingSeab PisethÎncă nu există evaluări
- Theory of Metal Cutting FundamentalsDocument24 paginiTheory of Metal Cutting FundamentalsSreehari ViswanathanÎncă nu există evaluări
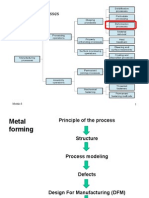
- Metal Forming Processes ExplainedDocument114 paginiMetal Forming Processes ExplainedManoj Kumar SÎncă nu există evaluări
- Challenges Faced in Precision ForgingDocument39 paginiChallenges Faced in Precision ForgingHardikÎncă nu există evaluări
- Sheet Metal WorkingDocument23 paginiSheet Metal WorkingSujit MishraÎncă nu există evaluări
- Sheet Metal Forming Processes GuideDocument4 paginiSheet Metal Forming Processes GuideSsk RogueÎncă nu există evaluări
- Manufacturing Lab Process Metal CuttingDocument8 paginiManufacturing Lab Process Metal CuttingAhmedÎncă nu există evaluări
- Deep DrawingDocument2 paginiDeep Drawingalexmonse2014Încă nu există evaluări
- Bearing Manufacturing Process LayoutDocument5 paginiBearing Manufacturing Process LayoutAbhishek MukherjeeÎncă nu există evaluări
- The Structure and Design of Press DiesDocument35 paginiThe Structure and Design of Press DiesAjmal MohammedÎncă nu există evaluări
- MP SheetMetal PDFDocument48 paginiMP SheetMetal PDFNhan LeÎncă nu există evaluări
- Squeeze Film BearingDocument6 paginiSqueeze Film Bearingsuresh krishnaÎncă nu există evaluări
- Forgings PDFDocument23 paginiForgings PDFrrameshsmitÎncă nu există evaluări
- Self-Tapping Screws How To ChooseDocument3 paginiSelf-Tapping Screws How To ChooseoarmstroÎncă nu există evaluări
- Handout-8a-Metal Forming BasicDocument23 paginiHandout-8a-Metal Forming BasicAmardhianaÎncă nu există evaluări
- Appendix A - Tolerances For Impression DieDocument21 paginiAppendix A - Tolerances For Impression Diekkozak99Încă nu există evaluări
- Press Parts and TypesDocument10 paginiPress Parts and TypesAmar BhupaliÎncă nu există evaluări
- Continuous casting The Ultimate Step-By-Step GuideDe la EverandContinuous casting The Ultimate Step-By-Step GuideÎncă nu există evaluări
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDe la EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesÎncă nu există evaluări
- FinalVivaPPT ME07B066Document30 paginiFinalVivaPPT ME07B066Sujit MuleÎncă nu există evaluări
- 2010.9 Simulation of The Cold Forging Process in Fastener ManufactureDocument8 pagini2010.9 Simulation of The Cold Forging Process in Fastener ManufactureHirmanto SuibÎncă nu există evaluări
- Effect of Welding FixturesDocument4 paginiEffect of Welding FixturesNanda KumarÎncă nu există evaluări
- Simufact-A-Fastener Manufacture-Simulation of The Cold Forging ProcessDocument8 paginiSimufact-A-Fastener Manufacture-Simulation of The Cold Forging ProcessMurisa DizdarevicÎncă nu există evaluări
- Dynamic Stability of Shaft Inerconnected Through Joint PDFDocument9 paginiDynamic Stability of Shaft Inerconnected Through Joint PDFNhan LeÎncă nu există evaluări
- 4 Sheet Metal Forming Simulations For HeavyDocument8 pagini4 Sheet Metal Forming Simulations For HeavyNhan LeÎncă nu există evaluări
- Thoi Chai PDFDocument6 paginiThoi Chai PDFNhan LeÎncă nu există evaluări
- MFG Tooling - 10 Prog Tools-2 PDFDocument11 paginiMFG Tooling - 10 Prog Tools-2 PDFFlo FlorinÎncă nu există evaluări
- Optimization of Process Parameters of Stamping FormingDocument10 paginiOptimization of Process Parameters of Stamping FormingNhan LeÎncă nu există evaluări
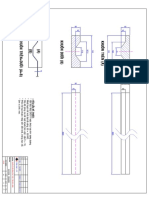
- Ban Ve Khuon Chan Thep Day 4mmDocument1 paginăBan Ve Khuon Chan Thep Day 4mmNhan LeÎncă nu există evaluări
- Optimizing Vehicle NVH Characteristics For Driveline Integration PDFDocument15 paginiOptimizing Vehicle NVH Characteristics For Driveline Integration PDFCosmin ConstantinescuÎncă nu există evaluări
- PAMSTAMP2G Examplesmanual USDocument20 paginiPAMSTAMP2G Examplesmanual USNhan LeÎncă nu există evaluări
- Thoi ChaiDocument6 paginiThoi ChaiNhan LeÎncă nu există evaluări
- The Influence of Sheet ThicknessDocument53 paginiThe Influence of Sheet ThicknessNhan LeÎncă nu există evaluări
- Luận Văn Dập Vuốt - 2015Document9 paginiLuận Văn Dập Vuốt - 2015Nhan LeÎncă nu există evaluări
- Using Limiting DrawDocument2 paginiUsing Limiting DrawNhan LeÎncă nu există evaluări
- Stamping Fea Model Input ReviewDocument20 paginiStamping Fea Model Input ReviewNhan LeÎncă nu există evaluări
- Design of Progressive Die for Motor Stator and Rotor Plate StackingDocument6 paginiDesign of Progressive Die for Motor Stator and Rotor Plate StackingNhan LeÎncă nu există evaluări
- Analysis of Springback in Flanging ProcessDocument8 paginiAnalysis of Springback in Flanging ProcessNhan LeÎncă nu există evaluări
- AAM Manufacturing 3 FormingDocument96 paginiAAM Manufacturing 3 FormingNhan LeÎncă nu există evaluări
- 17 TiszaM.2013 RecentDevelopmentTrendsDocument16 pagini17 TiszaM.2013 RecentDevelopmentTrendsNhan LeÎncă nu există evaluări
- Friction CoefficientDocument4 paginiFriction CoefficientNhan LeÎncă nu există evaluări
- Stamping Parts and ComponentsDocument24 paginiStamping Parts and ComponentsNhan LeÎncă nu există evaluări
- Ảnh Hưởng Lòng Khuôn Đến Sp Dập VuốtDocument12 paginiẢnh Hưởng Lòng Khuôn Đến Sp Dập VuốtNhan LeÎncă nu există evaluări
- Production of Pulley Used in AutomobileDocument15 paginiProduction of Pulley Used in AutomobileNhan LeÎncă nu există evaluări
- Automotive Applications StampingDocument93 paginiAutomotive Applications StampingNhan LeÎncă nu există evaluări
- KaongaDocument97 paginiKaongaNhan LeÎncă nu există evaluări
- Generative Shape Design PDFDocument173 paginiGenerative Shape Design PDFNhan LeÎncă nu există evaluări
- Materials ProcessesDocument31 paginiMaterials ProcessesNhan LeÎncă nu există evaluări
- Introduction General Organic, and Biochemistry: Twelfth EditionDocument22 paginiIntroduction General Organic, and Biochemistry: Twelfth EditionFrankenstein MelancholyÎncă nu există evaluări
- Impact of Micro Silica Fume On Engineering Properties of Expansive SoilDocument6 paginiImpact of Micro Silica Fume On Engineering Properties of Expansive SoilIJSTEÎncă nu există evaluări
- The Functional Analysis of Psychological Terms: Defense of ResearchDocument18 paginiThe Functional Analysis of Psychological Terms: Defense of ResearchMonalisa CostaÎncă nu există evaluări
- ABRAfrance Creusabro DualDocument4 paginiABRAfrance Creusabro DualAyman MarkÎncă nu există evaluări
- Study On The Physico-Chemical Properties of Cement Dust and The Possibility of Application in AgricultureDocument5 paginiStudy On The Physico-Chemical Properties of Cement Dust and The Possibility of Application in AgricultureMamta AgarwalÎncă nu există evaluări
- Barraje Premoldeado Baja TensionDocument2 paginiBarraje Premoldeado Baja TensionPablo SotomayorÎncă nu există evaluări
- Data Daftar Kesetaraan Ijazah Perguruan Tinggi Luar NegeriDocument1.439 paginiData Daftar Kesetaraan Ijazah Perguruan Tinggi Luar NegeriPrabowoÎncă nu există evaluări
- Machine Design Elements03 - : God BlessDocument101 paginiMachine Design Elements03 - : God BlessReynald de VeraÎncă nu există evaluări
- HFplastic2017 EDocument12 paginiHFplastic2017 EbuzznizÎncă nu există evaluări
- Fire Fighting Equipments Fire Fighting EquipmentsDocument11 paginiFire Fighting Equipments Fire Fighting EquipmentsBhavneet KaurÎncă nu există evaluări
- Hazchem Codes: StorageDocument3 paginiHazchem Codes: StoragePleaase Annd DontÎncă nu există evaluări
- Machine Design - IntroductionDocument9 paginiMachine Design - IntroductionSreedhar MadhanaÎncă nu există evaluări
- Divertor Presentation - StoaferDocument22 paginiDivertor Presentation - StoaferYeldos KultayevÎncă nu există evaluări
- Chapter 7 Organic Chemistry 2020Document39 paginiChapter 7 Organic Chemistry 2020lavanya.aÎncă nu există evaluări
- 1 s2.0 S0963996918308329 Main PDFDocument10 pagini1 s2.0 S0963996918308329 Main PDFDavidÎncă nu există evaluări
- Conplast P510 Water Reducing AdmixtureDocument2 paginiConplast P510 Water Reducing Admixturepravi3434Încă nu există evaluări
- Chapter 4-Source ModelDocument69 paginiChapter 4-Source ModelSatvik SaxenaÎncă nu există evaluări
- Comparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionDocument11 paginiComparison of The Processing of Epoxy Resins in Pultrusion With Open Bath Impregnation and Closed-Injection PultrusionfahadÎncă nu există evaluări
- Heat and Mass Transfer: Fundamentals & ApplicationsDocument59 paginiHeat and Mass Transfer: Fundamentals & ApplicationsabdullahÎncă nu există evaluări
- Plasma ProteinsDocument28 paginiPlasma ProteinsAyesha AzamÎncă nu există evaluări
- Chelate Effect 2007Document29 paginiChelate Effect 2007Ragini SinghÎncă nu există evaluări
- 管径计算表Document11 pagini管径计算表Ascend032Încă nu există evaluări
- Reagent Immuno-Trol Low Cells: For in Vitro Diagnostic Use RX Only in The U.S.ADocument2 paginiReagent Immuno-Trol Low Cells: For in Vitro Diagnostic Use RX Only in The U.S.AHưng HoàngÎncă nu există evaluări