S-ar putea să vă placă și
- Tubos de Aço - Dimensões Normalizadas: MM MM cm2 cm2 m2/m Linear cm4 cm3 M/M LinearDocument8 paginiTubos de Aço - Dimensões Normalizadas: MM MM cm2 cm2 m2/m Linear cm4 cm3 M/M LinearJunior RodriguesÎncă nu există evaluări
- Pipe Fittings Equivalent LengthDocument3 paginiPipe Fittings Equivalent LengthRashel Hasan100% (1)
- Saudi Arabian Oil Company: Instrument Specification Sheet Differential Type Level InstrumentsDocument1 paginăSaudi Arabian Oil Company: Instrument Specification Sheet Differential Type Level Instrumentsgayu87Încă nu există evaluări
- Asme B16.36 Int PDFDocument3 paginiAsme B16.36 Int PDFRuben Dario Mamani ArellanoÎncă nu există evaluări
- Sockolet, Threadolet Weight Chart (Unit in KG)Document1 paginăSockolet, Threadolet Weight Chart (Unit in KG)gobiÎncă nu există evaluări
- Estandar de SoporteriaDocument74 paginiEstandar de SoporteriaRuth Tecsi TCÎncă nu există evaluări
- M-2006 Weld KGDocument8 paginiM-2006 Weld KGDinesh ShahÎncă nu există evaluări
- Swaging Machine OPDocument40 paginiSwaging Machine OPOsvaldo Urzua Castillo100% (1)
- Pipe Dimensions Imperial/MetricDocument3 paginiPipe Dimensions Imperial/MetricmtbecerrapÎncă nu există evaluări
- 031 DG Pi05 0301 0Document28 pagini031 DG Pi05 0301 0powerclean ctgÎncă nu există evaluări
- Anexo I - Típicos de Soportes Metálicos PDFDocument174 paginiAnexo I - Típicos de Soportes Metálicos PDFAngely CanalesÎncă nu există evaluări
- ASME B31.3 & Expansion JointsDocument2 paginiASME B31.3 & Expansion JointsHomer SilvaÎncă nu există evaluări
- API 12B - Bolted Tanks TableDocument1 paginăAPI 12B - Bolted Tanks TableED SA CAÎncă nu există evaluări
- Welding Electrodes SelectionDocument19 paginiWelding Electrodes SelectionjerickÎncă nu există evaluări
- Asme Sec Viii D1 C PT UhtDocument14 paginiAsme Sec Viii D1 C PT Uhtkcp1986Încă nu există evaluări
- Special Pipe SupportsDocument293 paginiSpecial Pipe Supportsbkm dizaynÎncă nu există evaluări
- Listado Normas PFIDocument2 paginiListado Normas PFIIsidoro LópezÎncă nu există evaluări
- ASME B16.5 - 3 InchDocument1 paginăASME B16.5 - 3 InchRanjan KumarÎncă nu există evaluări
- Intercambiadores - Ejercicios MaterialDocument62 paginiIntercambiadores - Ejercicios MaterialLuiz Gustavo YamamotoÎncă nu există evaluări
- Subsea Pipeline Technology: Radial Flow TeeDocument1 paginăSubsea Pipeline Technology: Radial Flow TeeJuan Roberto López BetanzosÎncă nu există evaluări
- Odin Elastopipe Eng Oct 2019 PDFDocument2 paginiOdin Elastopipe Eng Oct 2019 PDFHafidzManaf100% (1)
- Vertical Compress DrawingDocument1 paginăVertical Compress DrawingFaull JackmanÎncă nu există evaluări
- Process Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaDocument27 paginiProcess Industry Practices Coatings: PIP CTCE1000 External Coating System Selection CriteriaCarlos Maldonado SalazarÎncă nu există evaluări
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDocument1 paginăCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelÎncă nu există evaluări
- Content of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesDocument24 paginiContent of Standard 4S-10.02: FRP Pressure Pipe, Fittings and FlangesJuan Ayala ValdebenitoÎncă nu există evaluări
- Bill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Document5 paginiBill of Material For Mechnical & Structure For Hot Water Skid Rev.0 - 3Vu TranÎncă nu există evaluări
- JCM Split Tee and Weld On Outlets For Industrial ServiceDocument1 paginăJCM Split Tee and Weld On Outlets For Industrial ServiceochableÎncă nu există evaluări
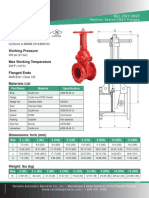
- OS&Y Gate Valve PDFDocument1 paginăOS&Y Gate Valve PDFAhmed Mohamed Abd Elhakam100% (1)
- Gasket Paking ListDocument1 paginăGasket Paking ListIrwansyah MuchtarÎncă nu există evaluări
- Denso Protal 7200Document2 paginiDenso Protal 7200min_one447065Încă nu există evaluări
- Dic Pps Weld StrengthDocument1 paginăDic Pps Weld StrengthWoong KimÎncă nu există evaluări
- Lecture 8fDocument38 paginiLecture 8fhiteshÎncă nu există evaluări
- Hidrante Seco Mod F0733Document1 paginăHidrante Seco Mod F0733Julio FloresÎncă nu există evaluări
- 1.alignment of PipeDocument2 pagini1.alignment of Pipevuong100% (1)
- SHORTSTOPP 300D Split Tees With Guide BarsDocument3 paginiSHORTSTOPP 300D Split Tees With Guide BarsMartin AndradeÎncă nu există evaluări
- Folder Grobblech Heads Cones 1608Document28 paginiFolder Grobblech Heads Cones 1608Filip StojkovskiÎncă nu există evaluări
- ASME Steam Blowing Acceptance CriteriaDocument3 paginiASME Steam Blowing Acceptance CriteriaMuhammad AlfattahÎncă nu există evaluări
- 761-V-103 (Vessel With Demister), PDFDocument1 pagină761-V-103 (Vessel With Demister), PDFAlvin SmithÎncă nu există evaluări
- Cost API 650 Vs API 620Document3 paginiCost API 650 Vs API 620johnÎncă nu există evaluări
- AstmDocument6 paginiAstmMasih BelajarÎncă nu există evaluări
- QT 16Cr PDFDocument1 paginăQT 16Cr PDFYaroslav RuizÎncă nu există evaluări
- Pipe - Line Bevel MachineDocument24 paginiPipe - Line Bevel MachineSun SunÎncă nu există evaluări
- SP3D Piping Isometrics Practice Labs PDFDocument97 paginiSP3D Piping Isometrics Practice Labs PDFKukuh KurniadiÎncă nu există evaluări
- 177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQDocument4 pagini177-Gmaw-Zug-Asme (Asep Wahyudi-3g) - WPQMuhammad Fitransyah Syamsuar PutraÎncă nu există evaluări
- Intercambiadores - Tablas y GráficosDocument62 paginiIntercambiadores - Tablas y GráficosLuiz Gustavo YamamotoÎncă nu există evaluări
- 1824 000 PI SPC 0003 - 7 - IFP - CleanedDocument22 pagini1824 000 PI SPC 0003 - 7 - IFP - CleanedJudith HidalgoÎncă nu există evaluări
- Catalogo SchulzDocument61 paginiCatalogo SchulzIsabel PulidoÎncă nu există evaluări
- SBC (Safety Break-Away Couplings) v140630Document16 paginiSBC (Safety Break-Away Couplings) v140630Robert Villavicencio0% (1)
- Manhole. API 650-2021Document3 paginiManhole. API 650-2021jose luisÎncă nu există evaluări
- Copia de EPCDocument32 paginiCopia de EPCPeter RodriguezÎncă nu există evaluări
- Clase Bridas y Válvulas 2016Document43 paginiClase Bridas y Válvulas 2016cuervusjcÎncă nu există evaluări
- Douglas Chero Catalogue Valve 6-2003Document89 paginiDouglas Chero Catalogue Valve 6-2003Yurizki LhzÎncă nu există evaluări
- Astm A 234 A234m-15Document9 paginiAstm A 234 A234m-15Mohammed AliÎncă nu există evaluări
- Un 2004-02 - Ud-Au-000-Eb-0008 PDFDocument4 paginiUn 2004-02 - Ud-Au-000-Eb-0008 PDFManjeet SainiÎncă nu există evaluări
- Asme Sec Viii Ucs PWHTDocument35 paginiAsme Sec Viii Ucs PWHTMahesh KumarÎncă nu există evaluări
- SecVIII Div1 UW40Document2 paginiSecVIII Div1 UW40arianaseriÎncă nu există evaluări
- 4 Heat TreatmentokDocument22 pagini4 Heat TreatmentokPramod AthiyarathuÎncă nu există evaluări
- Asme Viii Div 1 2013 Cri-1Document4 paginiAsme Viii Div 1 2013 Cri-1vivicastedoÎncă nu există evaluări
- Pressure Vessels Lectures 69Document1 paginăPressure Vessels Lectures 69Adeel NizamiÎncă nu există evaluări
- 2007 Section ViiiDocument3 pagini2007 Section ViiiMiriam LopezÎncă nu există evaluări
- Consideraciones Sa 517 GR B Tanques Transportables Asme Viii Div 1-2013Document4 paginiConsideraciones Sa 517 GR B Tanques Transportables Asme Viii Div 1-2013Germán Lobo ClavijoÎncă nu există evaluări
- Asme Iia-2013-Sa 240 Tipo 304l Dureza MaximaDocument1 paginăAsme Iia-2013-Sa 240 Tipo 304l Dureza MaximaGermán Lobo ClavijoÎncă nu există evaluări
- ASME II-A-2013-Vol-1 198Document1 paginăASME II-A-2013-Vol-1 198Germán Lobo ClavijoÎncă nu există evaluări
- Guia para Instalar El PipelinestudioDocument3 paginiGuia para Instalar El PipelinestudioGermán Lobo ClavijoÎncă nu există evaluări
- Specification For Consumable InsertsDocument18 paginiSpecification For Consumable InsertsSarvesh MishraÎncă nu există evaluări
- GREASe Process ReportDocument110 paginiGREASe Process Reportrazamalik01Încă nu există evaluări
- Compressor BearingsDocument55 paginiCompressor BearingsAnonymous OFP2ygPId100% (1)
- United Insulation DocumentsDocument168 paginiUnited Insulation Documentsjsherrer1Încă nu există evaluări
- Asme Sa 106 Grade A PipesDocument1 paginăAsme Sa 106 Grade A PipesFerroPipEÎncă nu există evaluări
- Checklist Steam BlowingDocument2 paginiChecklist Steam Blowingyushveer002Încă nu există evaluări
- Basic CorrosionDocument11 paginiBasic CorrosionmohdluthfiÎncă nu există evaluări
- Apron FeederDocument10 paginiApron FeederKenny Ruiz100% (1)
- A4 Catalogo TX - 12111Document29 paginiA4 Catalogo TX - 12111msajanjÎncă nu există evaluări
- 1200 PDFDocument9 pagini1200 PDFeidelsayedÎncă nu există evaluări
- The Cyanide Process of Gold Extraction 1000740146 PDFDocument260 paginiThe Cyanide Process of Gold Extraction 1000740146 PDFAnonymous rBcspMzPÎncă nu există evaluări
- BURNDY 2002 Master Catalog PDFDocument688 paginiBURNDY 2002 Master Catalog PDFLuis CabimasÎncă nu există evaluări
- Metal Enclosed Non-Segregated Bus Duct: GE Industrial SolutionsDocument2 paginiMetal Enclosed Non-Segregated Bus Duct: GE Industrial SolutionsMadhu BTÎncă nu există evaluări
- 736 623Document2 pagini736 623slymnÎncă nu există evaluări
- DM PlantDocument21 paginiDM PlantAbdulSalamath100% (10)
- Approved Civil Material VendorsDocument14 paginiApproved Civil Material VendorsOmer SyedÎncă nu există evaluări
- Boiler PlateDocument2 paginiBoiler PlateshazanÎncă nu există evaluări
- Full Range Stress Strain Curves For Stainless Steel PDFDocument15 paginiFull Range Stress Strain Curves For Stainless Steel PDFEvgeny ShavelzonÎncă nu există evaluări
- A181A181MDocument3 paginiA181A181Mrgi178Încă nu există evaluări
- 2 TS SS STR R8 030309 060213Document16 pagini2 TS SS STR R8 030309 060213dkshtdkÎncă nu există evaluări
- Alcoa Ultralloy® 6020-T8 Aluminum: Metal, Nonferrous Metal, Aluminum Alloy, 6000 Series Aluminum AlloyDocument2 paginiAlcoa Ultralloy® 6020-T8 Aluminum: Metal, Nonferrous Metal, Aluminum Alloy, 6000 Series Aluminum AlloyChristina Christina ChristinaÎncă nu există evaluări
- NPS GB PresentationDocument13 paginiNPS GB PresentationSofiDanielaCruzÎncă nu există evaluări
- Value-In-Use Model From Iron Ore Through Direct-Reduced Iron and Electric Arc FurnaceDocument11 paginiValue-In-Use Model From Iron Ore Through Direct-Reduced Iron and Electric Arc FurnaceGladman MundingiÎncă nu există evaluări
- Pohon Industri Baja NasionalDocument1 paginăPohon Industri Baja NasionalrossajnrÎncă nu există evaluări
- QCP For Control of Welding ConsumablesDocument9 paginiQCP For Control of Welding ConsumablesUmair Awan100% (1)
- PGDD KPE 1403 09 EEL MT 002 MTO For Electrical Bulk Material Duri5Document1 paginăPGDD KPE 1403 09 EEL MT 002 MTO For Electrical Bulk Material Duri5wibowo wibowoÎncă nu există evaluări
- Rochelle Q2 Report 2009Document299 paginiRochelle Q2 Report 2009drchobbesÎncă nu există evaluări
- Torque in OrthodonticsDocument115 paginiTorque in OrthodonticsRohini TondaÎncă nu există evaluări