S-ar putea să vă placă și
- Latitude E7250 Ultrabook Owners Manual en UsDocument54 paginiLatitude E7250 Ultrabook Owners Manual en UschichavlajaÎncă nu există evaluări
- Paises WIPODocument10 paginiPaises WIPOMa BaÎncă nu există evaluări
- The "Redox" Principle - Nanoflowcell AG PDFDocument4 paginiThe "Redox" Principle - Nanoflowcell AG PDFchichavlajaÎncă nu există evaluări
- Alt Codes List (All Symbol Codes) - Alt-CodesDocument1 paginăAlt Codes List (All Symbol Codes) - Alt-CodeschichavlajaÎncă nu există evaluări
- Tabela Konfekcijskih VelicinaDocument1 paginăTabela Konfekcijskih VelicinachichavlajaÎncă nu există evaluări
- Ash Sampling and Testing ProtocolDocument112 paginiAsh Sampling and Testing ProtocolchichavlajaÎncă nu există evaluări
- The "Redox" Principle - Nanoflowcell AG PDFDocument4 paginiThe "Redox" Principle - Nanoflowcell AG PDFchichavlajaÎncă nu există evaluări
- Ejaculation Frequency and Subsequent Risk of Prostate CancerDocument9 paginiEjaculation Frequency and Subsequent Risk of Prostate CancerchichavlajaÎncă nu există evaluări
- Chicken Bombs With GuacamoleDocument6 paginiChicken Bombs With GuacamolechichavlajaÎncă nu există evaluări
- Reliability of Prostate Biopsy PDFDocument3 paginiReliability of Prostate Biopsy PDFchichavlajaÎncă nu există evaluări
- Reliability of Prostate BiopsyDocument3 paginiReliability of Prostate BiopsychichavlajaÎncă nu există evaluări
- LED Light Bulb Brightness Scale & Color Charts - Bulb GuideDocument8 paginiLED Light Bulb Brightness Scale & Color Charts - Bulb GuidechichavlajaÎncă nu există evaluări
- Pros and Cons Induction PlatesDocument9 paginiPros and Cons Induction PlateschichavlajaÎncă nu există evaluări
- The "Redox" Principle - NanoFlowcell AGDocument4 paginiThe "Redox" Principle - NanoFlowcell AGchichavlajaÎncă nu există evaluări
- Pros and Cons Induction PlatesDocument9 paginiPros and Cons Induction PlateschichavlajaÎncă nu există evaluări
- Prostate Cancer Breakthrough, Combination of Three Plant-Based Nutrients Found To MELT AWAY Prostate Cancer CellsDocument2 paginiProstate Cancer Breakthrough, Combination of Three Plant-Based Nutrients Found To MELT AWAY Prostate Cancer CellschichavlajaÎncă nu există evaluări
- GGT Test GGTP Gamma-GT GTP Gamma-Glutamyl Transferase Gamma-Glutamyl Transpeptidase - Lab Tests OnlineDocument4 paginiGGT Test GGTP Gamma-GT GTP Gamma-Glutamyl Transferase Gamma-Glutamyl Transpeptidase - Lab Tests OnlinechichavlajaÎncă nu există evaluări
- Eric Berne BiographicalDocument5 paginiEric Berne BiographicalchichavlajaÎncă nu există evaluări
- Sex and Love-Francesco Alberoni-BookDocument244 paginiSex and Love-Francesco Alberoni-BookCarlos VelázquezÎncă nu există evaluări
- Bosch BoilersDocument4 paginiBosch Boilerschichavlaja100% (1)
- American HolocaustDocument391 paginiAmerican Holocaustglupan100% (13)
- American HolocaustDocument391 paginiAmerican Holocaustglupan100% (13)
- BR Industrial Image enDocument8 paginiBR Industrial Image enchichavlajaÎncă nu există evaluări
- HDMI Cables ExplainedDocument3 paginiHDMI Cables ExplainedchichavlajaÎncă nu există evaluări
- Alkalinity, Hardness, & Lime/Soda Ash Softening BYDocument41 paginiAlkalinity, Hardness, & Lime/Soda Ash Softening BYchichavlajaÎncă nu există evaluări
- Top 10 WinxpDocument9 paginiTop 10 Winxpapple SweetÎncă nu există evaluări
- Ntfs vs. Exfat vs. FatDocument2 paginiNtfs vs. Exfat vs. FatchichavlajaÎncă nu există evaluări
- File System Functionality Comparison (Windows) NTFS - exFAT - UDF - FAT32Document3 paginiFile System Functionality Comparison (Windows) NTFS - exFAT - UDF - FAT32chichavlajaÎncă nu există evaluări
- Demystifying USB Selective Suspend - Microsoft Windows USB Core Team Blog - Site Home - MSDN BlogsDocument8 paginiDemystifying USB Selective Suspend - Microsoft Windows USB Core Team Blog - Site Home - MSDN BlogschichavlajaÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Bicol University College of Engineering Legazpi CityDocument26 paginiBicol University College of Engineering Legazpi CityJohn Paul F BelgaÎncă nu există evaluări
- 01.handbook of Cane Sugar Engineering Hogot - (0001-0087)Document87 pagini01.handbook of Cane Sugar Engineering Hogot - (0001-0087)Jorge PÎncă nu există evaluări
- Industrial Attachment Report: Langat KevinDocument44 paginiIndustrial Attachment Report: Langat KevinPAUL KIBET90% (10)
- Project Standards and Specifications Plant Operating Manuals Rev01Document10 paginiProject Standards and Specifications Plant Operating Manuals Rev01hiyeonÎncă nu există evaluări
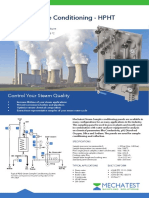
- Mechatest Steam Sample Conditioning - HPHTDocument2 paginiMechatest Steam Sample Conditioning - HPHTaruntpeÎncă nu există evaluări
- ThernodynamicsDocument79 paginiThernodynamicsHou Song100% (2)
- DHV Power StationsDocument27 paginiDHV Power StationsM MisbahCool MunirÎncă nu există evaluări
- Steam CleanerDocument6 paginiSteam CleanerVenu Kumar Reddy ChallaÎncă nu există evaluări
- Boiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFDocument92 paginiBoiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFraosudh100% (1)
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument44 paginiFM Global Property Loss Prevention Data Sheets: List of Figureshanlove100% (2)
- Lombardyne Multiple Effect EvaporatorDocument8 paginiLombardyne Multiple Effect EvaporatorKuldeep BhattÎncă nu există evaluări
- Melag Vacuklav 24B+, 30B+ Autoclave - User ManualDocument61 paginiMelag Vacuklav 24B+, 30B+ Autoclave - User ManualLuciano Andres Villarroel Muñoz0% (1)
- On The Retrofitting and Repowering of Coal Power Plants Withpost-Combustion Carbon Capture: An Advanced Integration Optionwith A Gas Turbine WindboxDocument13 paginiOn The Retrofitting and Repowering of Coal Power Plants Withpost-Combustion Carbon Capture: An Advanced Integration Optionwith A Gas Turbine WindboxGustavo Ramirez AriasÎncă nu există evaluări
- Predicting Steam Turbine PerformanceDocument5 paginiPredicting Steam Turbine Performancekaruna346Încă nu există evaluări
- Prime Review Online: Boilers Steam Generators)Document13 paginiPrime Review Online: Boilers Steam Generators)Rampage YTÎncă nu există evaluări
- Md1 MCC Feeder List s17 150512 Rev.bDocument18 paginiMd1 MCC Feeder List s17 150512 Rev.bNguyễn ĐứcÎncă nu există evaluări
- Outotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaDocument28 paginiOutotec Pressure Oxidation - More Out of Sulfide Ore: World Gold 2013 September 26 - 29 Brisbane, AustraliaMostafa MehrjerdiÎncă nu există evaluări
- HTTP WWW - Spiraxsarco.com Resources Steam-Engineering-tutorials Control-Applications Pressure-Contr NewDocument15 paginiHTTP WWW - Spiraxsarco.com Resources Steam-Engineering-tutorials Control-Applications Pressure-Contr NewPalash KayathwalÎncă nu există evaluări
- MDDE Dryer ManualDocument87 paginiMDDE Dryer ManualQuang Bách100% (2)
- Design Report: Feed ConditionDocument20 paginiDesign Report: Feed ConditionKashan AslamÎncă nu există evaluări
- Bataan PDD v06Document48 paginiBataan PDD v06RolenRivera100% (1)
- IFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFDocument65 paginiIFTPS Retort - Processing - Guidelines - 02 - 13 - 14 PDFrocanrol2Încă nu există evaluări
- Properties of Pure SubstanceDocument26 paginiProperties of Pure SubstanceMahadi HasanÎncă nu există evaluări
- VanOrshoven1991 PDFDocument128 paginiVanOrshoven1991 PDFDiether RigorÎncă nu există evaluări
- Marcet Boiler CharacteristicsDocument12 paginiMarcet Boiler CharacteristicsJuniorÎncă nu există evaluări
- Steam Boiler Operating AND Maintenance Manual: Prepared by Meksis A.Ş. Service and R&D DepartmentDocument19 paginiSteam Boiler Operating AND Maintenance Manual: Prepared by Meksis A.Ş. Service and R&D DepartmentShambhu Mehta100% (1)
- Turbine Operation Procedrue (A)Document148 paginiTurbine Operation Procedrue (A)ashishmathew100% (1)
- Flare SystemDocument29 paginiFlare SystemBaba Johneh100% (1)
- Simple Vertical BoilerDocument11 paginiSimple Vertical BoilerPardeep8056Încă nu există evaluări
- Equipos de Esterilización TELSTARDocument6 paginiEquipos de Esterilización TELSTARAlex PorteroÎncă nu există evaluări