S-ar putea să vă placă și
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Model LOC Model LOC: CeltronDocument3 paginiModel LOC Model LOC: CeltronmhemaraÎncă nu există evaluări
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Contract CoffeeDocument5 paginiContract CoffeeNguyễn Huyền43% (7)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- Visa InterviewDocument1 paginăVisa InterviewVivek ThoratÎncă nu există evaluări
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (894)
- Competitive Shopping AssignmentDocument5 paginiCompetitive Shopping Assignmentapi-456889565Încă nu există evaluări
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- MD - Nasir Uddin CVDocument4 paginiMD - Nasir Uddin CVশুভবর্ণÎncă nu există evaluări
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Sri Ganesh Engg - ProfileDocument19 paginiSri Ganesh Engg - Profileshikharc100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Hotel Functions & Rooms Division GuideDocument6 paginiHotel Functions & Rooms Division GuideSean PInedaÎncă nu există evaluări
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Sample Income StatementDocument1 paginăSample Income StatementJason100% (34)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- HESCO Quality Plan for TDC Flap Gate Valves and Stoplogs ProjectDocument50 paginiHESCO Quality Plan for TDC Flap Gate Valves and Stoplogs ProjectAyman AlkwaifiÎncă nu există evaluări
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- Employee Training at Hyundai Motor IndiaDocument105 paginiEmployee Training at Hyundai Motor IndiaRajesh Kumar J50% (12)
- Basic Economic Questions ExplainedDocument20 paginiBasic Economic Questions ExplainedRiemann SolivenÎncă nu există evaluări
- Bills of ExchangeDocument31 paginiBills of ExchangeViransh Coaching ClassesÎncă nu există evaluări
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- 048 Barayuga V AupDocument3 pagini048 Barayuga V AupJacob DalisayÎncă nu există evaluări
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Internal Quality Audit Report TemplateDocument3 paginiInternal Quality Audit Report TemplateGVS RaoÎncă nu există evaluări
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- Article. IFRS 15Document66 paginiArticle. IFRS 15Anonymous JqimV1EÎncă nu există evaluări
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- AMUL Market AnalysisDocument59 paginiAMUL Market AnalysisHacking Master NeerajÎncă nu există evaluări
- LPP Mod 2Document27 paginiLPP Mod 2ganusabhahit7Încă nu există evaluări
- Gestion de La Calidad HoqDocument8 paginiGestion de La Calidad HoqLuisa AngelÎncă nu există evaluări
- Appointment and Authority of AgentsDocument18 paginiAppointment and Authority of AgentsRaghav Randar0% (1)
- English For Hotel-1-1Document17 paginiEnglish For Hotel-1-1AQilla ZaraÎncă nu există evaluări
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- Case Study 1Document9 paginiCase Study 1kalpana0210Încă nu există evaluări
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Microsoft® Azure™ SQL Database Step by Step PDFDocument48 paginiMicrosoft® Azure™ SQL Database Step by Step PDFmtamilmaniÎncă nu există evaluări
- Application of Game TheoryDocument65 paginiApplication of Game Theorymithunsraj@gmail.com100% (2)
- TCS Connected Universe Platform - 060918Document4 paginiTCS Connected Universe Platform - 060918abhishek tripathyÎncă nu există evaluări
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
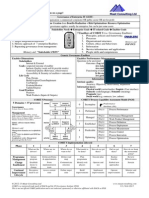
- COBIT 5 Foundation Exam Revision On A PageDocument1 paginăCOBIT 5 Foundation Exam Revision On A PageSergiö Montoya100% (1)
- Project Management Quiz - StudentDocument14 paginiProject Management Quiz - StudentNen Tran Ngoc100% (1)
- ACCOUNTING CONTROL ACCOUNTSDocument8 paginiACCOUNTING CONTROL ACCOUNTSMehereen AubdoollahÎncă nu există evaluări
- Max232 DatasheetDocument9 paginiMax232 DatasheetprincebahariÎncă nu există evaluări
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Shubham MoreDocument60 paginiShubham MoreNagesh MoreÎncă nu există evaluări
- Customs RA ManualDocument10 paginiCustoms RA ManualJitendra VernekarÎncă nu există evaluări
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)