S-ar putea să vă placă și
- An Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape CharacteristicsDocument5 paginiAn Experimental Study On The Effect of MIG Welding Parameters On The Weld-Bead Shape Characteristicstejap314Încă nu există evaluări
- TR - Infrared Thermometer PDFDocument24 paginiTR - Infrared Thermometer PDFchica_asÎncă nu există evaluări
- Technical Drawings For Toaster Automata 1Document8 paginiTechnical Drawings For Toaster Automata 1api-371765117Încă nu există evaluări
- Sem1WorkShop PDFDocument8 paginiSem1WorkShop PDFGuddu RajputÎncă nu există evaluări
- Workshop Laboratory Manual PDFDocument95 paginiWorkshop Laboratory Manual PDFPradipta PaulÎncă nu există evaluări
- CASE STUDY MATH (Etika, Efaresa, Asyikin, Aida)Document15 paginiCASE STUDY MATH (Etika, Efaresa, Asyikin, Aida)MARIA NATASYAÎncă nu există evaluări
- Lab Sheet Djj5113Document27 paginiLab Sheet Djj5113Munisprasad MuniandyÎncă nu există evaluări
- Assistant Professor Mechanical Department: Mr. G. Aravind ReddyDocument67 paginiAssistant Professor Mechanical Department: Mr. G. Aravind ReddySai RamÎncă nu există evaluări
- Bench WorkingDocument11 paginiBench WorkingMonica MagdyÎncă nu există evaluări
- Velocity and Acceleration Lab Result (Car Ramp)Document3 paginiVelocity and Acceleration Lab Result (Car Ramp)Ugur ASİT60% (5)
- Microstructure AnalysisDocument4 paginiMicrostructure AnalysissgarrabÎncă nu există evaluări
- QB MAT311 Unit-3Document6 paginiQB MAT311 Unit-3Group 5 Product LaunchÎncă nu există evaluări
- GTDMCDocument9 paginiGTDMCSaadFarooqÎncă nu există evaluări
- Solidification Analysis of Investment Cast Knee Joint ImplantDocument7 paginiSolidification Analysis of Investment Cast Knee Joint ImplantijsretÎncă nu există evaluări
- Work HoldingDocument5 paginiWork HoldingKANDALA RAJASHEKAR REDDYÎncă nu există evaluări
- Lab 3 PDFDocument18 paginiLab 3 PDF000Încă nu există evaluări
- Machine MouldingDocument3 paginiMachine MouldingDr.S.Ravi CITÎncă nu există evaluări
- Tool Wear and Tool LifeDocument16 paginiTool Wear and Tool Lifedraco555Încă nu există evaluări
- Review On Process Parameter Optimization For Forging ProcessDocument3 paginiReview On Process Parameter Optimization For Forging ProcessIRJMETS JOURNALÎncă nu există evaluări
- Fundamentals of Metal Casting: Qualitative ProblemsDocument14 paginiFundamentals of Metal Casting: Qualitative ProblemsEspen KolåsÎncă nu există evaluări
- Structure Lab 3Document9 paginiStructure Lab 3DAus Sapar50% (2)
- Fabrication of Plastics, Ceramics, and Composites: (Review)Document34 paginiFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrÎncă nu există evaluări
- Instructions For Laboratory Report Writing: Mechanical Engineering Department Strength of Materials Lab (Me 325)Document2 paginiInstructions For Laboratory Report Writing: Mechanical Engineering Department Strength of Materials Lab (Me 325)Mohammed AlryaniÎncă nu există evaluări
- Grinding Lab 2Document9 paginiGrinding Lab 2Ming QuanÎncă nu există evaluări
- Casting: Shival Dubey Assistant Professor Mechanical EngineeringDocument31 paginiCasting: Shival Dubey Assistant Professor Mechanical EngineeringChirag TaterÎncă nu există evaluări
- AE2253 Unit 2Document15 paginiAE2253 Unit 2Jones Jones Jr.Încă nu există evaluări
- Lab 1 (Barometer)Document8 paginiLab 1 (Barometer)hanif274Încă nu există evaluări
- ToughnessDocument12 paginiToughnessXyth CruzÎncă nu există evaluări
- Lab Report 2Document21 paginiLab Report 2Cherif ChokeirÎncă nu există evaluări
- Case StudyDocument16 paginiCase StudyNisa NajwaÎncă nu există evaluări
- Explosive Forming An OverviewDocument7 paginiExplosive Forming An OverviewMazurchevici Andrei DănuţÎncă nu există evaluări
- 5.0 Conclusion SMFDocument2 pagini5.0 Conclusion SMFAlimin AnniÎncă nu există evaluări
- Report WeldingDocument11 paginiReport WeldingSomasundaram SomanoÎncă nu există evaluări
- Parametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFDocument8 paginiParametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFsivaÎncă nu există evaluări
- 6 Unit 2 - Metal Forming ProcessesDocument27 pagini6 Unit 2 - Metal Forming ProcessesAditya KumarÎncă nu există evaluări
- Rubber in ShearDocument18 paginiRubber in ShearHassan BhinderÎncă nu există evaluări
- MM 223 Claw Hammer Literature ReviewDocument10 paginiMM 223 Claw Hammer Literature Reviewdipanshil100% (1)
- Desisgn and Fabrication of Pad Printing Machine For Finished Paper ProductsDocument62 paginiDesisgn and Fabrication of Pad Printing Machine For Finished Paper Productsnavneet_pcetÎncă nu există evaluări
- Extrusion ProcessDocument24 paginiExtrusion Processchris mushunjeÎncă nu există evaluări
- Science Technology Division: Cover SheetDocument1 paginăScience Technology Division: Cover SheetVon Valentine Mhute100% (1)
- Lec 10 Unit 6 - Plastic Welding - HAFDocument29 paginiLec 10 Unit 6 - Plastic Welding - HAFZaky MuzaffarÎncă nu există evaluări
- Polymer Processing Design LaboratoryDocument38 paginiPolymer Processing Design LaboratoryAbdul RahmanÎncă nu există evaluări
- Charpy Impact TestDocument2 paginiCharpy Impact TestAnonymous QmVGKZSM100% (1)
- Sand Castingj ReportDocument24 paginiSand Castingj ReportseifelsaieÎncă nu există evaluări
- RBS PresentationDocument15 paginiRBS PresentationRavindramn7100% (1)
- Evaluation of Magnetic Particle IndicationsDocument1 paginăEvaluation of Magnetic Particle IndicationsapexndttrainingÎncă nu există evaluări
- Experiment - TIGDocument5 paginiExperiment - TIGAl Anood Al AmeriÎncă nu există evaluări
- Charpy Impact TestDocument2 paginiCharpy Impact TestGanim Shed100% (1)
- Title Lathe Machine ReportDocument6 paginiTitle Lathe Machine ReportTrophie NilemoaÎncă nu există evaluări
- Al Sand Casting ReportDocument5 paginiAl Sand Casting ReportRajib karmakarÎncă nu există evaluări
- Assignment 2 Fluctuating LoadDocument3 paginiAssignment 2 Fluctuating Loadabhishek chaurasiyaÎncă nu există evaluări
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreDocument2 paginiMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanÎncă nu există evaluări
- Design of Jigs Fixtures and Press Tools PDFDocument4 paginiDesign of Jigs Fixtures and Press Tools PDFniharika kadiriÎncă nu există evaluări
- Study On Mechanical Behaviour of Banana Fiber Reinforced Epoxy CompositesDocument30 paginiStudy On Mechanical Behaviour of Banana Fiber Reinforced Epoxy Compositespramo_dassÎncă nu există evaluări
- Cast3 PDFDocument67 paginiCast3 PDFyash guptaÎncă nu există evaluări
- Strength of Materials (15CV 32) : Module 1: Simple Stresses and StrainsDocument34 paginiStrength of Materials (15CV 32) : Module 1: Simple Stresses and StrainsAnonymous Qm0zbNkÎncă nu există evaluări
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985De la EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeÎncă nu există evaluări
- A Review On Various Welding TechniquesDocument7 paginiA Review On Various Welding TechniquesIJMER100% (1)
- Nik Weld ParameterDocument5 paginiNik Weld ParameterHarmish BhattÎncă nu există evaluări
- Denso Utility TapeDocument2 paginiDenso Utility TapeMark Darrel AranasÎncă nu există evaluări
- Techniques in ClayDocument22 paginiTechniques in ClayAbdcareem MohdÎncă nu există evaluări
- CH 15Document44 paginiCH 15Ramez MezÎncă nu există evaluări
- By Tender & Auction: Major Two Day SaleDocument6 paginiBy Tender & Auction: Major Two Day SalePeter McNeilÎncă nu există evaluări
- AkzoNobel TB BerolLFG61 PDFDocument4 paginiAkzoNobel TB BerolLFG61 PDFSonia MontenegroÎncă nu există evaluări
- ZF 2092.033.009 Eccom 1.8 2017Document43 paginiZF 2092.033.009 Eccom 1.8 2017Oskars RozefeldsÎncă nu există evaluări
- FYP1-presentation Slide PDFDocument18 paginiFYP1-presentation Slide PDFMirza Farouq BegÎncă nu există evaluări
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 paginiMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaÎncă nu există evaluări
- Sous-Titre SMEDocument5 paginiSous-Titre SMEWissem DougazÎncă nu există evaluări
- Chapter Test A: Teacher Notes and Answers 17Document5 paginiChapter Test A: Teacher Notes and Answers 17Mmf 123 JanÎncă nu există evaluări
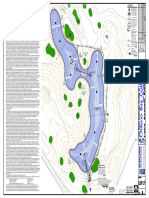
- Proyecto Campo de GolfDocument8 paginiProyecto Campo de GolfLuis Navarro SuarezÎncă nu există evaluări
- CC Order FormDocument6 paginiCC Order FormRiya GargÎncă nu există evaluări
- Cosmos Products: Technical Service Data SheetDocument1 paginăCosmos Products: Technical Service Data Sheetgowtham_venkat_4Încă nu există evaluări
- Hot Dip Galvanizing Certificate: P.T - Zinkpower Austrindo - Tangerang 15345Document2 paginiHot Dip Galvanizing Certificate: P.T - Zinkpower Austrindo - Tangerang 15345Veren MonettaÎncă nu există evaluări
- Andritz PresentationDocument28 paginiAndritz Presentationidiotstrial100% (2)
- Topic2 Casting Spring08-09Document85 paginiTopic2 Casting Spring08-09Ayush KishoreÎncă nu există evaluări
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 paginiWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranÎncă nu există evaluări
- Coating Systems Norsok-Brochure - 0820Document12 paginiCoating Systems Norsok-Brochure - 0820Mameddurdy OrazalievÎncă nu există evaluări
- Ficha Técnica - FRAYÖL GEAR S 2 EP - 680Document2 paginiFicha Técnica - FRAYÖL GEAR S 2 EP - 680Julio Oliveira Goncalves JuniorÎncă nu există evaluări
- Fire Safety & PreventionDocument23 paginiFire Safety & PreventionIsuru AbhimanÎncă nu există evaluări
- Manufacturing of GearsDocument47 paginiManufacturing of GearsMuhammad UmarÎncă nu există evaluări
- Apex Shears - Metal Cutting Circular SawsDocument2 paginiApex Shears - Metal Cutting Circular SawsRahul MandeliaÎncă nu există evaluări
- Air Bend Force ChartDocument2 paginiAir Bend Force ChartLorenz Joseph PalmaÎncă nu există evaluări
- TDS - Starbond EP-SL1Document2 paginiTDS - Starbond EP-SL1EssamÎncă nu există evaluări
- IS 14246-1995 Galvalume SheetDocument10 paginiIS 14246-1995 Galvalume SheetkumarchemÎncă nu există evaluări
- Process Flow Chart Stator Cleating StackDocument2 paginiProcess Flow Chart Stator Cleating StackVipin JangraÎncă nu există evaluări
- AB-036090-001 Joints For Cement Lined PipeDocument1 paginăAB-036090-001 Joints For Cement Lined Pipenarutothunderjet216100% (1)
- WHITE-WESTINGHOUSE Residential Washers ManualDocument4 paginiWHITE-WESTINGHOUSE Residential Washers Manualsgross2130Încă nu există evaluări
- 20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelDocument5 pagini20NiCrMo2-2 Alloy Steel DIN 1.6523 AISI 8620 SteelzhenyupanÎncă nu există evaluări
- Lavadoras Lava-Linge Washing Machines Waschmaschine Lavatrici Máquinas de Lavar RoupaDocument51 paginiLavadoras Lava-Linge Washing Machines Waschmaschine Lavatrici Máquinas de Lavar RoupaòscarÎncă nu există evaluări