S-ar putea să vă placă și
- ATB 021 Flowtite Pipe Tapping PDFDocument10 paginiATB 021 Flowtite Pipe Tapping PDFRajadurai SinghÎncă nu există evaluări
- Hot TapingDocument61 paginiHot TapingMuzaffar100% (1)
- Iom Forged GGC ValvesDocument12 paginiIom Forged GGC ValvesMohamadIbnuHassanÎncă nu există evaluări
- Instrucciones de Montaje HidraulicoDocument68 paginiInstrucciones de Montaje HidraulicoJorge Lacruz GoldingÎncă nu există evaluări
- Check+Valves Crane+FS IOM 0221Document6 paginiCheck+Valves Crane+FS IOM 0221Himanshu PatilÎncă nu există evaluări
- Pneumatic Fittings Push in FittingsDocument7 paginiPneumatic Fittings Push in FittingsSiddharth GuptaÎncă nu există evaluări
- l1 Ef Coupler InstructionsDocument12 paginil1 Ef Coupler Instructionsglenmar sorianoÎncă nu există evaluări
- ElectroFusion Installation Manual (European Version)Document44 paginiElectroFusion Installation Manual (European Version)Jorge BaronÎncă nu există evaluări
- Presentation Hot TappingDocument59 paginiPresentation Hot TappingSagar Naduvinamani83% (6)
- ScaffoldCouplers14Document8 paginiScaffoldCouplers14Guatemalan1979Încă nu există evaluări
- CVS EZ Instruction ManualDocument28 paginiCVS EZ Instruction ManualJohn Harry RamirezÎncă nu există evaluări
- Fitters Guide 2017 Ver5Document48 paginiFitters Guide 2017 Ver5Bogdan GeorgeÎncă nu există evaluări
- Section B 22 Series PDFDocument4 paginiSection B 22 Series PDFPartsGopher.comÎncă nu există evaluări
- Sae J1453 OrfsDocument7 paginiSae J1453 Orfslink2u_007Încă nu există evaluări
- Drill Pipe ConnectionDocument20 paginiDrill Pipe ConnectionAlex Boz75% (4)
- BFM Case Study Silo InstallationDocument2 paginiBFM Case Study Silo InstallationalfredopinillosÎncă nu există evaluări
- C-14 Selection and Limitation of Piping ComponentsDocument14 paginiC-14 Selection and Limitation of Piping ComponentscristhianÎncă nu există evaluări
- PackerDocument76 paginiPackerRafael100% (1)
- Aeroquip InbstructionsDocument2 paginiAeroquip Inbstructionsmattyman2Încă nu există evaluări
- 卧式离心泵说明书英文(大连双龙)Document16 pagini卧式离心泵说明书英文(大连双龙)kamal arabÎncă nu există evaluări
- Hydraulic Fittings and FlangesDocument11 paginiHydraulic Fittings and FlangesJosh WhiteÎncă nu există evaluări
- IOM Ball Valve Top EntryDocument8 paginiIOM Ball Valve Top Entrytoader56Încă nu există evaluări
- Rev00-Gasket Installation & Bolt Torquing ProcedureDocument24 paginiRev00-Gasket Installation & Bolt Torquing ProcedureHansel FrancisÎncă nu există evaluări
- 5r55e Valve Body SonnaxDocument8 pagini5r55e Valve Body SonnaxjoshetoÎncă nu există evaluări
- Swagelok Fittings SpecificationsDocument3 paginiSwagelok Fittings SpecificationsSam Chong Ks100% (1)
- LANL EngDocument3 paginiLANL EngNaÎncă nu există evaluări
- Thermoweld Trouble Shooting TipsDocument3 paginiThermoweld Trouble Shooting Tipsdondamian00Încă nu există evaluări
- Tube PlugDocument14 paginiTube PluggshdavidÎncă nu există evaluări
- Hose Assembly Installation and Maintenance Tips: Stratoflex Products DivisionDocument20 paginiHose Assembly Installation and Maintenance Tips: Stratoflex Products DivisionarcoarcoÎncă nu există evaluări
- Orifice Flange Union Assembly and Orifice Run Installation and Operation ManualDocument8 paginiOrifice Flange Union Assembly and Orifice Run Installation and Operation ManualNithin CpÎncă nu există evaluări
- 6 Way InstructionsDocument2 pagini6 Way InstructionsFercho NoriegaÎncă nu există evaluări
- Mechanical Joint Ductile Iron PipeDocument4 paginiMechanical Joint Ductile Iron PipemaniaxpdfÎncă nu există evaluări
- Aop b3 b6 IomDocument2 paginiAop b3 b6 IomrjÎncă nu există evaluări
- Series B6800 Installation InstructionsDocument2 paginiSeries B6800 Installation InstructionsWattsÎncă nu există evaluări
- KochDocument181 paginiKochRichard FelipÎncă nu există evaluări
- HFCC D Iom 03Document16 paginiHFCC D Iom 03geovany_villagraÎncă nu există evaluări
- 08-INSTALLATION - (C) StrainersDocument4 pagini08-INSTALLATION - (C) StrainersModassir ZaheenÎncă nu există evaluări
- Method Statement For Fab of Pipework and FittingsDocument13 paginiMethod Statement For Fab of Pipework and FittingsAllan EscobarÎncă nu există evaluări
- ScaffoldCouplers14Document8 paginiScaffoldCouplers14Guatemalan1979Încă nu există evaluări
- 390 InstructionsDocument48 pagini390 InstructionsemaanazeemÎncă nu există evaluări
- Maintaining and Repairing Heat Exchanger TubesDocument14 paginiMaintaining and Repairing Heat Exchanger TubesMicheal Brooks100% (1)
- Weflo Nrs Gate Op and MaintDocument5 paginiWeflo Nrs Gate Op and MaintyusufÎncă nu există evaluări
- 6 WI LP1-4 Surface Downhole Equipment FI 2003Document49 pagini6 WI LP1-4 Surface Downhole Equipment FI 2003Karwan Dilmany100% (1)
- Cylinder Change PurgingDocument16 paginiCylinder Change Purgingengg_mech77Încă nu există evaluări
- Weld On Hot Tap Saddle InstallDocument20 paginiWeld On Hot Tap Saddle InstallRemmy Torres VegaÎncă nu există evaluări
- Conex Cuprofit TechnicalDocument24 paginiConex Cuprofit TechnicalLawrence FoxÎncă nu există evaluări
- Basic Principles of Tube Line FabricationDocument69 paginiBasic Principles of Tube Line Fabricationshan4600Încă nu există evaluări
- Low Torc ValveDocument4 paginiLow Torc Valvejinyuan74100% (2)
- Ideal Installation: I & M Mark 68G SeriesDocument4 paginiIdeal Installation: I & M Mark 68G SeriesByron PanchiÎncă nu există evaluări
- 05 Pipeline Modification Without ShutdownDocument17 pagini05 Pipeline Modification Without ShutdownPradhipta86Încă nu există evaluări
- Corrosion Coupon Installation ProcedureDocument31 paginiCorrosion Coupon Installation ProcedureIqbal Mohammad100% (2)
- Tasaki Instalation ManualDocument10 paginiTasaki Instalation ManualChalitha Nayana Hewawasam100% (1)
- Tube FittingsDocument60 paginiTube FittingsHermanÎncă nu există evaluări
- Globe Valve Type Flow Switch: DescriptionDocument4 paginiGlobe Valve Type Flow Switch: DescriptiongoparsucoÎncă nu există evaluări
- MODULE - 7.9 Pipes & Hoses: B07 Part 5, Chapter 4Document69 paginiMODULE - 7.9 Pipes & Hoses: B07 Part 5, Chapter 4Lubi Adam FakihÎncă nu există evaluări
- The Weir Direct-Acting Feed Pump - Working InstructionsDe la EverandThe Weir Direct-Acting Feed Pump - Working InstructionsÎncă nu există evaluări
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsDe la Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsEvaluare: 4 din 5 stele4/5 (1)
- Simple Plumbing Repairs for the Home and FarmsteadDe la EverandSimple Plumbing Repairs for the Home and FarmsteadÎncă nu există evaluări
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitDe la EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitÎncă nu există evaluări
- Cable Tray Sizing ProgramDocument9 paginiCable Tray Sizing ProgramMayank Kumar GuptaÎncă nu există evaluări
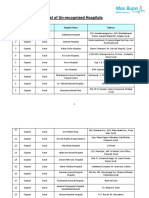
- Maxbupa Unrecoginzed Hospitals PDFDocument6 paginiMaxbupa Unrecoginzed Hospitals PDFMayank Kumar GuptaÎncă nu există evaluări
- Eaton B Line Canadian Cable Tray Sizing Program With FlextrayDocument11 paginiEaton B Line Canadian Cable Tray Sizing Program With FlextrayMayank Kumar GuptaÎncă nu există evaluări
- Wireway Selection Size Calculator 03132011Document6 paginiWireway Selection Size Calculator 03132011Bandi ThaguruÎncă nu există evaluări
- OLF 070 Rev2Document159 paginiOLF 070 Rev2megavolt1Încă nu există evaluări
- Ex Basic - Electrical Installations in Hazardous AreaDocument288 paginiEx Basic - Electrical Installations in Hazardous Areaniteen123100% (6)
- 2 Chapter 02Document12 pagini2 Chapter 02Mayank Kumar GuptaÎncă nu există evaluări
- Sil As Per IecDocument157 paginiSil As Per IecMayank Kumar GuptaÎncă nu există evaluări
- HAZOP: Hazard and Operability Study: Jerzy - Nawrocki@put - Poznan.pl WWW - Cs.put - Poznan.pl/jnawrocki/modelsDocument43 paginiHAZOP: Hazard and Operability Study: Jerzy - Nawrocki@put - Poznan.pl WWW - Cs.put - Poznan.pl/jnawrocki/modelsachyut100% (1)
- Hyperion Grating Imaging SpectrometerDocument43 paginiHyperion Grating Imaging SpectrometerMayank Kumar GuptaÎncă nu există evaluări
- New TabDocument2 paginiNew TabMayank Kumar GuptaÎncă nu există evaluări
- Ingress Protection Reference Chart RM TechnicalDocument2 paginiIngress Protection Reference Chart RM TechnicalMayank Kumar GuptaÎncă nu există evaluări
- ATEX Explained Multi 09 PDFDocument8 paginiATEX Explained Multi 09 PDFvetsasÎncă nu există evaluări
- Type - 2 Coordination Star DeltaDocument20 paginiType - 2 Coordination Star DeltaMayank Kumar GuptaÎncă nu există evaluări
- Cooper - Intrinsic Safety GuideDocument20 paginiCooper - Intrinsic Safety Guidetkdrt2166100% (2)
- En 13463-6-2005 Non-Electrical Equipment For Use in Potentially Explosive Atmospheres - Protection by Control of Ignition Source BDocument24 paginiEn 13463-6-2005 Non-Electrical Equipment For Use in Potentially Explosive Atmospheres - Protection by Control of Ignition Source BjosethompsonÎncă nu există evaluări
- Getting Results WebDocument40 paginiGetting Results WebMayank Kumar GuptaÎncă nu există evaluări
- Control ValveDocument12 paginiControl ValveMayank Kumar GuptaÎncă nu există evaluări
- En 13463-6-2005 Non-Electrical Equipment For Use in Potentially Explosive Atmospheres - Protection by Control of Ignition Source BDocument24 paginiEn 13463-6-2005 Non-Electrical Equipment For Use in Potentially Explosive Atmospheres - Protection by Control of Ignition Source BjosethompsonÎncă nu există evaluări
- kVA and KWDocument2 paginikVA and KWsporsylar100% (1)
- 13thExamProspectus (BEE)Document22 pagini13thExamProspectus (BEE)Muthu KumarÎncă nu există evaluări
- Del II Vedlegg F-5 - STANAG 3609 (Edition 5)Document135 paginiDel II Vedlegg F-5 - STANAG 3609 (Edition 5)inglevoÎncă nu există evaluări
- Research Project For Cooperation Study: Fluidized-Bed Gasification PyrolysisDocument40 paginiResearch Project For Cooperation Study: Fluidized-Bed Gasification PyrolysisPattakon TaotiangÎncă nu există evaluări
- CLS Aipmt 18 19 XIII Zoo Study Package 1 SET 1 Chapter 2Document30 paginiCLS Aipmt 18 19 XIII Zoo Study Package 1 SET 1 Chapter 2Saravanan RajuÎncă nu există evaluări
- Difference Between Paper and Vs Thin Layer and Vs Column ChromatographyDocument8 paginiDifference Between Paper and Vs Thin Layer and Vs Column ChromatographySubhradeep GhoshÎncă nu există evaluări
- Draft Reflection Paper Dissolution Specification Generic Oral Immediate Release Products First enDocument9 paginiDraft Reflection Paper Dissolution Specification Generic Oral Immediate Release Products First enkutluuÎncă nu există evaluări
- Erhard Double-Eccentric Butterfly ValveDocument36 paginiErhard Double-Eccentric Butterfly ValveMohammad FouladiÎncă nu există evaluări
- Gönen, Turan-Modern Power System Analysis-CRC Press (2013)Document47 paginiGönen, Turan-Modern Power System Analysis-CRC Press (2013)Anand KalÎncă nu există evaluări
- Industrial Revolution: Candy Store American Working Class Penny CandyDocument2 paginiIndustrial Revolution: Candy Store American Working Class Penny CandyLeo CerenoÎncă nu există evaluări
- TN680 MHTC 96 Drop CalorimetryDocument9 paginiTN680 MHTC 96 Drop CalorimetryMiruna PetriaÎncă nu există evaluări
- Propellant Ignition and Flame PropagationDocument31 paginiPropellant Ignition and Flame PropagationOsvaldo BenitezÎncă nu există evaluări
- Plumbing Pumps Checklist: Transfer / Hydropneumatic Pumps/SubmerisbleDocument1 paginăPlumbing Pumps Checklist: Transfer / Hydropneumatic Pumps/SubmerisbleAnil Radheshwar100% (2)
- Steel Grade AnaloguesDocument8 paginiSteel Grade AnaloguesandreahankÎncă nu există evaluări
- ECE OLED TechnologyDocument22 paginiECE OLED Technologygourav VermaÎncă nu există evaluări
- SSPC SP5Document6 paginiSSPC SP5Julio Bacilio Cruz100% (2)
- A Level Pracice - Electron ConfigurationDocument25 paginiA Level Pracice - Electron ConfigurationXiyue ChenÎncă nu există evaluări
- Biodegradable Polymers For Bone Tissue Engineering: M. Susana Cortizo and M. Soledad BelluzoDocument29 paginiBiodegradable Polymers For Bone Tissue Engineering: M. Susana Cortizo and M. Soledad BelluzoRajeshwari MalliÎncă nu există evaluări
- Extracting Bromine From Sea WaterDocument4 paginiExtracting Bromine From Sea WaterRaja Ji100% (2)
- Darko and OsafoAcquaah (2007) Levels of Organochlorine Pesticides Residues in MeatDocument4 paginiDarko and OsafoAcquaah (2007) Levels of Organochlorine Pesticides Residues in MeatgodfreddarkoÎncă nu există evaluări
- Empirical and Molecular Formulas WorksheetsDocument1 paginăEmpirical and Molecular Formulas WorksheetsNaeem MuhammadÎncă nu există evaluări
- Module 3 A Sustaining Natural Resources and Environmental Quality 3Document65 paginiModule 3 A Sustaining Natural Resources and Environmental Quality 3PRAVIN GÎncă nu există evaluări
- Material Safety Data Sheet: I - Product IdentificationDocument2 paginiMaterial Safety Data Sheet: I - Product IdentificationAndini Nur PaujiahÎncă nu există evaluări
- Science: (Code No. 086 / 090)Document5 paginiScience: (Code No. 086 / 090)api-243565143Încă nu există evaluări
- Compressor Io ManualDocument58 paginiCompressor Io ManualasgharÎncă nu există evaluări
- Alfalaval Cip1800l and Cip2800l Pps00064enDocument2 paginiAlfalaval Cip1800l and Cip2800l Pps00064engmatweakÎncă nu există evaluări
- Pt. Tekenomiks Indonesia: Fuel Analysis ReportDocument1 paginăPt. Tekenomiks Indonesia: Fuel Analysis Reportfirman manaluÎncă nu există evaluări
- 2 PDFDocument5 pagini2 PDFpramothÎncă nu există evaluări
- Cooling System Report (Automotive Tech.)Document5 paginiCooling System Report (Automotive Tech.)Mohamed AhmedÎncă nu există evaluări
- Jacob ExcelDocument8 paginiJacob ExcelPeter KiruiÎncă nu există evaluări
- 0620 Chemistry: MARK SCHEME For The May/June 2012 Question Paper For The Guidance of TeachersDocument6 pagini0620 Chemistry: MARK SCHEME For The May/June 2012 Question Paper For The Guidance of TeachersmohammadÎncă nu există evaluări
- MSS SP 95Document16 paginiMSS SP 95JUAN DAVID GOMEZ PATIÑOÎncă nu există evaluări