S-ar putea să vă placă și
- Big Five Personality TestDocument3 paginiBig Five Personality Testchandu_jjvrpÎncă nu există evaluări
- Introspective Hypnosis Class - 052017 - Antonio Sangio (2745)Document62 paginiIntrospective Hypnosis Class - 052017 - Antonio Sangio (2745)sandra100% (4)
- Reactor TypesDocument81 paginiReactor TypesLenin PrabhuÎncă nu există evaluări
- Chemical Reactor Selection and DesignDocument36 paginiChemical Reactor Selection and Designrajadcet12100% (4)
- Modern Machine Shop 262180-MAR 2014Document228 paginiModern Machine Shop 262180-MAR 20141mmahoneyÎncă nu există evaluări
- Fluidized Bed ReactorDocument12 paginiFluidized Bed Reactoradnantayyab100% (1)
- Axion DatabaseDocument25 paginiAxion Databasemacy williamsÎncă nu există evaluări
- Reactor Types and Their Industrial ApplicationsDocument33 paginiReactor Types and Their Industrial Applicationstacos1705100% (6)
- Reactor TypesDocument81 paginiReactor Typesshiel175Încă nu există evaluări
- PBRDocument3 paginiPBRTio PrasetyoÎncă nu există evaluări
- Types of ReactorsDocument8 paginiTypes of ReactorsAli Ahmad94% (17)
- Purchase OrderDocument2 paginiPurchase OrderNicole LomasangÎncă nu există evaluări
- Chemical Reactor Types and Conductivity Meter GuideDocument13 paginiChemical Reactor Types and Conductivity Meter GuideMustafa Khan100% (1)
- Group VII: Cindy, Roan, Grace, Jer-JerDocument95 paginiGroup VII: Cindy, Roan, Grace, Jer-JerPeterOcampoÎncă nu există evaluări
- Chemical Reaction Engineering Lecture 1Document58 paginiChemical Reaction Engineering Lecture 1ziaÎncă nu există evaluări
- Catalyst Synthesis TechniquesDocument19 paginiCatalyst Synthesis Techniquescoolcupidguy100% (1)
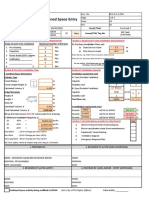
- Ventilation Plan For Confined Space EntryDocument9 paginiVentilation Plan For Confined Space EntryMohamad Nazmi Mohamad Rafian100% (1)
- MixDocument49 paginiMixJoel TeslaÎncă nu există evaluări
- Adiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringDe la EverandAdiabatic Fixed-Bed Reactors: Practical Guides in Chemical EngineeringÎncă nu există evaluări
- Batch Reactor Design and PerformanceDocument16 paginiBatch Reactor Design and Performancechisom100% (1)
- Advanced Reactor Design: Slurry ReactorsDocument23 paginiAdvanced Reactor Design: Slurry ReactorsBhushan Zade100% (1)
- Packed Bed Reactors LectureDocument14 paginiPacked Bed Reactors LectureRobinson AÎncă nu există evaluări
- Reactor, Compressor, MixerDocument45 paginiReactor, Compressor, MixerTharunan VijayakumarÎncă nu există evaluări
- Catalytic Reactors: Periyanayaga Kristy.A, Ph.D. Research Scholar SRM University ChennaiDocument16 paginiCatalytic Reactors: Periyanayaga Kristy.A, Ph.D. Research Scholar SRM University Chennaisura samirÎncă nu există evaluări
- Catalyst Science Úá& Reactor TechnologyDocument139 paginiCatalyst Science Úá& Reactor TechnologyMoh HassanÎncă nu există evaluări
- Che 416Document42 paginiChe 416Ifiok UsoroÎncă nu există evaluări
- F5C1 1917Document11 paginiF5C1 1917muhammad umairÎncă nu există evaluări
- Gas-Solid ReactorsDocument26 paginiGas-Solid ReactorsSamyak JainÎncă nu există evaluări
- Concurrent Down-Flow Gas & Liquid Over Fixed Catalyst BedDocument2 paginiConcurrent Down-Flow Gas & Liquid Over Fixed Catalyst BedQifniYasa'AshShiddiqiÎncă nu există evaluări
- Reactor Sizing:) 9 Lecture (Document10 paginiReactor Sizing:) 9 Lecture (Eko PriyadiÎncă nu există evaluări
- Cre-07 - (2017) - 4Document100 paginiCre-07 - (2017) - 4muhammad shahadat awanÎncă nu există evaluări
- Reactors Can Be Selected Depending Upon Following FactorsDocument5 paginiReactors Can Be Selected Depending Upon Following FactorsGulfam RazaÎncă nu există evaluări
- Evaluation of Laboratory Reactors: Shivani Me-Che 2018Document10 paginiEvaluation of Laboratory Reactors: Shivani Me-Che 2018Shivani sumanÎncă nu există evaluări
- Presented By:-Nitin Kumar Singh MT17CML009 VNIT, NagpurDocument17 paginiPresented By:-Nitin Kumar Singh MT17CML009 VNIT, NagpurShanmugapriyaÎncă nu există evaluări
- Types of Catalyst Cracking ProcessesDocument12 paginiTypes of Catalyst Cracking ProcessesRatnesh KumarÎncă nu există evaluări
- Group 10 Design Parameters, HazopDocument69 paginiGroup 10 Design Parameters, HazopM. AkmalÎncă nu există evaluări
- Using COMSOL For Chemical Reaction EngineeringDocument37 paginiUsing COMSOL For Chemical Reaction Engineeringashraf-84Încă nu există evaluări
- Raw Materials Products: Chemical Conversion ProcessDocument37 paginiRaw Materials Products: Chemical Conversion ProcessYohannes EndaleÎncă nu există evaluări
- Nuclear Reactors ClassificationDocument18 paginiNuclear Reactors ClassificationAnonymous ROekWQÎncă nu există evaluări
- IDEAL REACTORS FOR SINGLE REACTIONSDocument56 paginiIDEAL REACTORS FOR SINGLE REACTIONSHariharan MothilalÎncă nu există evaluări
- Unit 5Document16 paginiUnit 5Sakthivel PandianÎncă nu există evaluări
- CL208 - 324 - Week1 Day 2Document20 paginiCL208 - 324 - Week1 Day 2Prashabdhi AthawaleÎncă nu există evaluări
- Submitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Document20 paginiSubmitted By: Nasirsaeed 2010-BT-CHEM-30 Amir Shahzad 2010-BT-CHEM-28 Muhammad Shahid Malik 2010-BT-CHEM-31Atif MehfoozÎncă nu există evaluări
- Cre Seminar PPT 2Document14 paginiCre Seminar PPT 2Shreya DatirÎncă nu există evaluări
- ReactorsDocument56 paginiReactorsomesh2008Încă nu există evaluări
- Liquid-Liquid Extraction: Types of Extractor EquipmentDocument28 paginiLiquid-Liquid Extraction: Types of Extractor EquipmentFahad HussainÎncă nu există evaluări
- ReactorDocument9 paginiReactorSri AmshaÎncă nu există evaluări
- A First Course On Kinetics and Reaction Engineering: Class 35Document8 paginiA First Course On Kinetics and Reaction Engineering: Class 35LmaoÎncă nu există evaluări
- BIOREACTOR DESIGNDocument9 paginiBIOREACTOR DESIGNVignesh KÎncă nu există evaluări
- Coulson& Richardson - Cap.10 ReactorsDocument5 paginiCoulson& Richardson - Cap.10 ReactorsCleiton Coelho de ResendeÎncă nu există evaluări
- Fluidized Bed Reactor: Basic PrinciplesDocument4 paginiFluidized Bed Reactor: Basic PrinciplesMengist GezehagnÎncă nu există evaluări
- Fluidized Bed ReactorsDocument7 paginiFluidized Bed ReactorsVanÎncă nu există evaluări
- Chemical ReactorsDocument25 paginiChemical Reactorshazwaniizzati971Încă nu există evaluări
- Segregation ModelDocument40 paginiSegregation ModelSisanda MakhalimaÎncă nu există evaluări
- Aulia Syafira Syaharani - 5008201069 - Assignment5 - SinproDocument3 paginiAulia Syafira Syaharani - 5008201069 - Assignment5 - SinproAulia syafiraÎncă nu există evaluări
- Catalytic ReactorsDocument40 paginiCatalytic ReactorsBianka MorazanÎncă nu există evaluări
- Reactor: Thiết kế Thiết bị Phản ứng hóa họcDocument22 paginiReactor: Thiết kế Thiết bị Phản ứng hóa họcCong Trinh NGuyenÎncă nu există evaluări
- Advanced Reactor DesignDocument20 paginiAdvanced Reactor DesignBhushan ZadeÎncă nu există evaluări
- Clase 2 - 9 de Agosto 2022Document30 paginiClase 2 - 9 de Agosto 2022TOMAS ALEJANDRO CORREA BERRIOSÎncă nu există evaluări
- CHEMICAL REACTOR DESIGNDocument11 paginiCHEMICAL REACTOR DESIGNZarar SaleemÎncă nu există evaluări
- Chemical Reaction Engineering II AimDocument10 paginiChemical Reaction Engineering II AimThirunavuk KarasuÎncă nu există evaluări
- Reactors: Vessels for Chemical ReactionsDocument12 paginiReactors: Vessels for Chemical ReactionsSayd KamalÎncă nu există evaluări
- SCH 421 Reactor Design WEEK 1 & 2 Notes-1Document15 paginiSCH 421 Reactor Design WEEK 1 & 2 Notes-1vivaline AchiengÎncă nu există evaluări
- 4 ReactorsDocument58 pagini4 ReactorsKiran ShresthaÎncă nu există evaluări
- New Frontiers in Sciences, Engineering and the Arts: Vol. I Introduction to New Classifications of Polymeric Systems and New Concepts in ChemistryDe la EverandNew Frontiers in Sciences, Engineering and the Arts: Vol. I Introduction to New Classifications of Polymeric Systems and New Concepts in ChemistryÎncă nu există evaluări
- Intermediate Financial Management 13th Edition Brigham Test BankDocument25 paginiIntermediate Financial Management 13th Edition Brigham Test BankMonicaHoustonwjtgz100% (56)
- Temp Gradient For Warping Stress in Rigid PavementDocument9 paginiTemp Gradient For Warping Stress in Rigid PavementAmul KotharkarÎncă nu există evaluări
- Hypac C 766 C 778Document4 paginiHypac C 766 C 778Dave100% (1)
- Qc-Sop-0 - Drilling of PoleDocument7 paginiQc-Sop-0 - Drilling of PoleAmeerHamzaWarraichÎncă nu există evaluări
- Job Order Costing ExplainedDocument43 paginiJob Order Costing ExplainedZovia Lucio100% (1)
- How To Review A Book in Up To 5,000 Words: First StepsDocument3 paginiHow To Review A Book in Up To 5,000 Words: First StepsAnnaÎncă nu există evaluări
- 2017 NEC Table of ContentsDocument124 pagini2017 NEC Table of ContentsFaheem PP13Încă nu există evaluări
- Channel Line Up 2018 Manual TVDocument1 paginăChannel Line Up 2018 Manual TVVher Christopher DucayÎncă nu există evaluări
- Solar Panel Cleaning System Design and DevelopmentDocument4 paginiSolar Panel Cleaning System Design and DevelopmentMohammed safarulla HÎncă nu există evaluări
- E-Governance in KeralaDocument10 paginiE-Governance in KeralaRahmath SafeenaÎncă nu există evaluări
- Sample Quiz OM Chapter2Document2 paginiSample Quiz OM Chapter2Patleen Monica MicuaÎncă nu există evaluări
- Annexure - Subject Wise IBDP Grade BoundariesDocument4 paginiAnnexure - Subject Wise IBDP Grade BoundariesazeemÎncă nu există evaluări
- Hegemonic Masculinity As A Historical Problem: Ben GriffinDocument24 paginiHegemonic Masculinity As A Historical Problem: Ben GriffinBolso GatoÎncă nu există evaluări
- The Housekeeping Department: Learning Activity #1Document4 paginiThe Housekeeping Department: Learning Activity #1Limar Geoff G. RosalesÎncă nu există evaluări
- Fop 2.1Document11 paginiFop 2.1Paramita HalderÎncă nu există evaluări
- Rosalind FranklinDocument1 paginăRosalind FranklinMichael SmithÎncă nu există evaluări
- Memory Slim CBLT PDFDocument4 paginiMemory Slim CBLT PDFMichell ben ManikÎncă nu există evaluări
- Duration of LTMDocument3 paginiDuration of LTMsamueldaÎncă nu există evaluări
- Area Manager ChecklistDocument7 paginiArea Manager ChecklistUtkarsh RaiÎncă nu există evaluări
- BS EN 50131-1998 Alarm Systems Intrusion Systems Part 6Document30 paginiBS EN 50131-1998 Alarm Systems Intrusion Systems Part 6Michael Camit EsoÎncă nu există evaluări
- Shell Donax TA Transmission Fluid TDS PDFDocument1 paginăShell Donax TA Transmission Fluid TDS PDFirwanbahrudin117134Încă nu există evaluări
- Lesson 5: Cultural Relativism: Learning OutcomesDocument4 paginiLesson 5: Cultural Relativism: Learning OutcomesGanda GandaÎncă nu există evaluări
- Essential Guide VLSI Aspirants FAQ Physical DesignDocument3 paginiEssential Guide VLSI Aspirants FAQ Physical DesignRohith RajÎncă nu există evaluări
- Reynaers Product Overview CURTAIN WALLDocument80 paginiReynaers Product Overview CURTAIN WALLyantoÎncă nu există evaluări