S-ar putea să vă placă și
- 1/17 11/7/2019 12:57:20 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackDocument17 pagini1/17 11/7/2019 12:57:20 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackVenki TekkaliÎncă nu există evaluări
- Blinds ListDocument1 paginăBlinds ListVenki Tekkali0% (1)
- 1/18 11/7/2019 1:45:48 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackDocument18 pagini1/18 11/7/2019 1:45:48 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackVenki TekkaliÎncă nu există evaluări
- Aa-152-Sg - Common-Cabling - 2020376Document9 paginiAa-152-Sg - Common-Cabling - 2020376Venki TekkaliÎncă nu există evaluări
- Aa-051-Sg - Common-Cabling - 2020313Document9 paginiAa-051-Sg - Common-Cabling - 2020313Venki TekkaliÎncă nu există evaluări
- 1/17 11/7/2019 1:45:38 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackDocument17 pagini1/17 11/7/2019 1:45:38 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackVenki TekkaliÎncă nu există evaluări
- Bolt ChartDocument1 paginăBolt ChartNaveen TripuraneniÎncă nu există evaluări
- 1/21 11/7/2019 1:13:35 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackDocument21 pagini1/21 11/7/2019 1:13:35 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackVenki TekkaliÎncă nu există evaluări
- Aa-051-Sg - Common-Valves - 2020576 PDFDocument19 paginiAa-051-Sg - Common-Valves - 2020576 PDFVenki TekkaliÎncă nu există evaluări
- 1Document1 pagină1Venki TekkaliÎncă nu există evaluări
- Aa-152-S - Process-Proc - Gas - 14 - 2018554Document31 paginiAa-152-S - Process-Proc - Gas - 14 - 2018554Venki TekkaliÎncă nu există evaluări
- Gulf Placements 5Document1 paginăGulf Placements 5Venki TekkaliÎncă nu există evaluări
- 1/20 11/7/2019 12:16:03 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackDocument20 pagini1/20 11/7/2019 12:16:03 PM Rosersystems/Ta0002/Wp00 - 1 Roser Techanical Work PackVenki TekkaliÎncă nu există evaluări
- RF/FF/STK Stud Bolt 24" Bolt Type: 1: Engineers India LimitedDocument20 paginiRF/FF/STK Stud Bolt 24" Bolt Type: 1: Engineers India LimitedVenki TekkaliÎncă nu există evaluări
- Drawing1 ModelDocument1 paginăDrawing1 ModelVenki TekkaliÎncă nu există evaluări
- ITB Package Index (Vol - III) As of 31 May 2012Document11 paginiITB Package Index (Vol - III) As of 31 May 2012Venki TekkaliÎncă nu există evaluări
- Number & Size of Bolts For Flanged Joints-Asme B16.5: Call Us First For All Your Pipe, Valves Fittings!Document1 paginăNumber & Size of Bolts For Flanged Joints-Asme B16.5: Call Us First For All Your Pipe, Valves Fittings!Venki TekkaliÎncă nu există evaluări
- SL - No Location Observation Recommendation 1. 2. 3. 4. 5. 6Document1 paginăSL - No Location Observation Recommendation 1. 2. 3. 4. 5. 6Venki TekkaliÎncă nu există evaluări
- Prime Minister'S Special Economic Package Aims at Self-Reliant IndiaDocument15 paginiPrime Minister'S Special Economic Package Aims at Self-Reliant IndiaDAMA RUPESH BABUÎncă nu există evaluări
- Pay Slips.15Document3 paginiPay Slips.15Venki TekkaliÎncă nu există evaluări
- Manpower ND WorkDocument5 paginiManpower ND WorkVenki TekkaliÎncă nu există evaluări
- Malla Suresh New Colony Kuwait New Zealand 45 Days 10 To 15 Days 3 To 4 MonthsDocument1 paginăMalla Suresh New Colony Kuwait New Zealand 45 Days 10 To 15 Days 3 To 4 MonthsVenki TekkaliÎncă nu există evaluări
- Ap2016janm18 1913722636 9246621921Document3 paginiAp2016janm18 1913722636 9246621921Venki TekkaliÎncă nu există evaluări
- Before Activation, Delete Mirillis Folders In: Programdata Local Roaming - Install. - Copy "Action - Loader - Exe" To Program Folder and Run As AdminDocument1 paginăBefore Activation, Delete Mirillis Folders In: Programdata Local Roaming - Install. - Copy "Action - Loader - Exe" To Program Folder and Run As AdminVenki TekkaliÎncă nu există evaluări
- StationDocument3 paginiStationVenki TekkaliÎncă nu există evaluări
- Book 1Document1 paginăBook 1Venki TekkaliÎncă nu există evaluări
- 3 Feb PagesDocument2 pagini3 Feb PagesVenki TekkaliÎncă nu există evaluări
- RPF Barrick WeightDocument4 paginiRPF Barrick WeightVenki TekkaliÎncă nu există evaluări
- 662255488interview LetterDocument1 pagină662255488interview LetterVenki TekkaliÎncă nu există evaluări
- Aptitude QuestionsDocument51 paginiAptitude QuestionsVenki TekkaliÎncă nu există evaluări
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (121)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- Problem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Document8 paginiProblem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Mohammed El rajyÎncă nu există evaluări
- SciCan StatIm-2000S-5000S Cassette Autoclave - User Manual (En, De, FR, It, Es)Document216 paginiSciCan StatIm-2000S-5000S Cassette Autoclave - User Manual (En, De, FR, It, Es)Giovany MarínÎncă nu există evaluări
- HSN7471-75 R449A t0 - 35 TC 45Document2 paginiHSN7471-75 R449A t0 - 35 TC 45KritsdaÎncă nu există evaluări
- Review B4C Jace4865 Boron Carbide Structure Properties and Stability Under StressDocument24 paginiReview B4C Jace4865 Boron Carbide Structure Properties and Stability Under StressAlexandru PrisecaruÎncă nu există evaluări
- Materials For Rockets and MissilesDocument18 paginiMaterials For Rockets and MissilesDiamoundDomeProgram R&D100% (1)
- Abbreviations Used in This Manual: 5. Ecu (Electronic Control Unit)Document130 paginiAbbreviations Used in This Manual: 5. Ecu (Electronic Control Unit)jhoan maestreÎncă nu există evaluări
- TO Oznake ISO15787Document7 paginiTO Oznake ISO15787Diego ReggianiniÎncă nu există evaluări
- Developments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Document162 paginiDevelopments in the Interpretation of Power Transformer Dissolved Gas Analysis Results 论文Jicheng PiaoÎncă nu există evaluări
- Activated Carbon 130808110808 Phpapp02Document23 paginiActivated Carbon 130808110808 Phpapp02nusty_fairyÎncă nu există evaluări
- Single Core Cables To IEC 60502Document12 paginiSingle Core Cables To IEC 60502rose chen100% (1)
- Gear Box-Flender Rro3710421Document23 paginiGear Box-Flender Rro3710421Shihab JamaanÎncă nu există evaluări
- Estado Del Arte de Las Resinas 2011Document10 paginiEstado Del Arte de Las Resinas 2011kelly johanna quintero arevaloÎncă nu există evaluări
- Preformulation 120318030500 Phpapp02Document51 paginiPreformulation 120318030500 Phpapp02Kishore KamereÎncă nu există evaluări
- Loctite 401™: Technical Data SheetDocument3 paginiLoctite 401™: Technical Data Sheetehsan100% (1)
- Cambridge International AS & A Level: CHEMISTRY 9701/42Document24 paginiCambridge International AS & A Level: CHEMISTRY 9701/42YasminÎncă nu există evaluări
- Chelating AgentDocument13 paginiChelating AgentHiba MusthafaÎncă nu există evaluări
- Ficha Tecnica - Lana Mineral ThermafiberDocument2 paginiFicha Tecnica - Lana Mineral ThermafiberJeshua Diego BarrientosÎncă nu există evaluări
- 1988-A Reevaluation of Using Laboratory Shear TestsDocument3 pagini1988-A Reevaluation of Using Laboratory Shear TestsAlec N.Încă nu există evaluări
- H2safety 12568330130779 Phpapp01Document80 paginiH2safety 12568330130779 Phpapp01Rommel AguillonÎncă nu există evaluări
- Optimization and Analysis of NF3 in Situ Chamber Cleaning Plasmas 2004Document12 paginiOptimization and Analysis of NF3 in Situ Chamber Cleaning Plasmas 2004Регина ШаяхметоваÎncă nu există evaluări
- Ktu Gte 1 Question CombinedDocument11 paginiKtu Gte 1 Question CombinedAshok Mathew0% (1)
- Engineering Fracture Mechanics: T. Ghidini, C. Dalle DonneDocument15 paginiEngineering Fracture Mechanics: T. Ghidini, C. Dalle DonnemnoghabiÎncă nu există evaluări
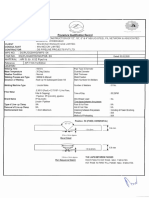
- PQR 3Document2 paginiPQR 3Mecon HyderabadÎncă nu există evaluări
- The Eur o P e An Uni o N: EDI CT OF GovernmentDocument105 paginiThe Eur o P e An Uni o N: EDI CT OF GovernmentBanuta GabrielÎncă nu există evaluări
- 4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationDocument9 pagini4 - Class Notes (CH-101 &CH-201) Module-4 - PolymerizationMtabazi SahiniÎncă nu există evaluări
- Mathcad - AISC 8th and 9th Edition Tubing Bending AnalysisDocument5 paginiMathcad - AISC 8th and 9th Edition Tubing Bending AnalysisFabio OkamotoÎncă nu există evaluări
- FB5600 PE Based Anti BlockDocument2 paginiFB5600 PE Based Anti Blockfarukh azeemÎncă nu există evaluări
- Inspection and Test Plan 4 - Trackworks: ConstructionDocument74 paginiInspection and Test Plan 4 - Trackworks: ConstructionTAMILÎncă nu există evaluări
- Chemical Reactions and Equations: Case Study Based Questions 10th ScienceDocument6 paginiChemical Reactions and Equations: Case Study Based Questions 10th ScienceSath-HyaÎncă nu există evaluări
- PlasticsDocument21 paginiPlasticsJaypee MontealegreÎncă nu există evaluări