S-ar putea să vă placă și
- Silabo 2016Document6 paginiSilabo 2016AlexandraP.AlarcónÎncă nu există evaluări
- Pregunta 4Document3 paginiPregunta 4AlexandraP.AlarcónÎncă nu există evaluări
- SILABO - Planeamiento y Control de Operaciones - 2017-0-VeranoDocument6 paginiSILABO - Planeamiento y Control de Operaciones - 2017-0-VeranoAlexandraP.AlarcónÎncă nu există evaluări
- Planilla de Remuneraciones y Boletas de PagoDocument3 paginiPlanilla de Remuneraciones y Boletas de PagoRony Castro AlvarezÎncă nu există evaluări
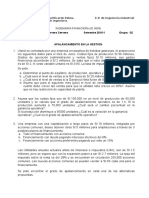
- Practica Dirigida - Apalancamiento en La GestionDocument1 paginăPractica Dirigida - Apalancamiento en La GestionAlexandraP.AlarcónÎncă nu există evaluări
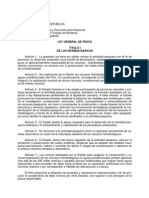
- Ley General de PescaDocument15 paginiLey General de PescaJuan Carlos Matos OchoaÎncă nu există evaluări
- Cuestionario No 02 de Procesos de Manufactura IDocument2 paginiCuestionario No 02 de Procesos de Manufactura ICameliÎncă nu există evaluări
- Lab 01 BioDocument17 paginiLab 01 BioAlexandraP.AlarcónÎncă nu există evaluări
- Cal Culo ExpDocument6 paginiCal Culo ExpAlexandraP.AlarcónÎncă nu există evaluări
- Silabo de Procesos de Manufactura I 2011-IIDocument5 paginiSilabo de Procesos de Manufactura I 2011-IIAlexandraP.AlarcónÎncă nu există evaluări
- Calendar I oDocument1 paginăCalendar I oAlexandraP.AlarcónÎncă nu există evaluări
- Laboratorio 7 Pan Rico PanDocument6 paginiLaboratorio 7 Pan Rico PanAlexandraP.AlarcónÎncă nu există evaluări
- Problema Del Agente ViajeroDocument5 paginiProblema Del Agente ViajeroAlexandraP.AlarcónÎncă nu există evaluări
- Paper 01Document8 paginiPaper 01AlexandraP.AlarcónÎncă nu există evaluări
- BalancedemasaenelprocesodDocument10 paginiBalancedemasaenelprocesodAlexandraP.AlarcónÎncă nu există evaluări
- PAPER 01eDocument7 paginiPAPER 01eAlexandraP.AlarcónÎncă nu există evaluări
- Lab. Equip - RefrigDocument4 paginiLab. Equip - RefrigAlexandraP.AlarcónÎncă nu există evaluări
- Laboratorio 2 (1) DDocument15 paginiLaboratorio 2 (1) DAlexandraP.AlarcónÎncă nu există evaluări
- Ejercicios de E::quipos - 1era PCDocument21 paginiEjercicios de E::quipos - 1era PCAlexandraP.AlarcónÎncă nu există evaluări
- Paper 01Document7 paginiPaper 01AlexandraP.AlarcónÎncă nu există evaluări
- Lab 05 BioDocument20 paginiLab 05 BioAlexandraP.AlarcónÎncă nu există evaluări
- Rol Parciales 2015-1Document6 paginiRol Parciales 2015-1AlexandraP.AlarcónÎncă nu există evaluări
- Algoritmos GRAFOS Y Redes IO3Document10 paginiAlgoritmos GRAFOS Y Redes IO3AlexandraP.AlarcónÎncă nu există evaluări
- Ejercicios de E::quipos - 1era PCDocument21 paginiEjercicios de E::quipos - 1era PCAlexandraP.AlarcónÎncă nu există evaluări
- 8 14Document8 pagini8 14AlexandraP.AlarcónÎncă nu există evaluări
- Lab. 07 Laminado y Conformado de MetalesDocument9 paginiLab. 07 Laminado y Conformado de MetalesLicasr134Încă nu există evaluări
- Generación de Der. Humanos Las Diapos de ExamenDocument6 paginiGeneración de Der. Humanos Las Diapos de Examenjennifer cassandra garciaÎncă nu există evaluări
- El Desarrollo de La Inteligencia A Temprana EdadDocument9 paginiEl Desarrollo de La Inteligencia A Temprana Edadfernanda robalinoÎncă nu există evaluări
- Profilaxis de La VozDocument5 paginiProfilaxis de La VozSammy TumbacoÎncă nu există evaluări
- Titulos Alternativos A Nombres de PersonasDocument38 paginiTitulos Alternativos A Nombres de PersonasJuan Angel RodÎncă nu există evaluări
- Análisis Granulométrico de Suelos Por TamizadoDocument25 paginiAnálisis Granulométrico de Suelos Por TamizadoGustavo Castillo PiscoyaÎncă nu există evaluări
- Describiendo Un Organigrama de Recursos HumanosDocument8 paginiDescribiendo Un Organigrama de Recursos HumanosBomer FTÎncă nu există evaluări
- Cymat Aserraderos FormosaDocument12 paginiCymat Aserraderos FormosaDelfor Raul GilÎncă nu există evaluări
- Sistemas Agrosilvopastoriles Caqueta CIPAV Mesa Agroforestal ASOHECA 7102017Document27 paginiSistemas Agrosilvopastoriles Caqueta CIPAV Mesa Agroforestal ASOHECA 7102017Diego Fernando Bustos0% (1)
- Bovino de Carne Modulo 1Document4 paginiBovino de Carne Modulo 1rumbaice7Încă nu există evaluări
- GUIA #9 - Jesus Es Mi PazDocument3 paginiGUIA #9 - Jesus Es Mi PazZaida MurilloÎncă nu există evaluări
- MSDS Cera Al Agua Perfumada LosaroDocument3 paginiMSDS Cera Al Agua Perfumada LosaroFatima Flores Munayco50% (2)
- Teoria Social y Salud Floreal FerraraDocument23 paginiTeoria Social y Salud Floreal FerraraManuelCárdenas100% (2)
- Métodos de Mejora Genética de AlógamasDocument11 paginiMétodos de Mejora Genética de AlógamasAndrea YumboÎncă nu există evaluări
- TallerDocument12 paginiTallernatalia doria lozanoÎncă nu există evaluări
- Libro Secreto de Juan-Cristo-1 PDFDocument24 paginiLibro Secreto de Juan-Cristo-1 PDFpurrus100% (1)
- Evaluación Parcial Tipo B 2021 10Document3 paginiEvaluación Parcial Tipo B 2021 10Brandon PérezÎncă nu există evaluări
- Informe de Soldadura Por Arco ElectricoDocument14 paginiInforme de Soldadura Por Arco ElectricoElmer catacoraÎncă nu există evaluări
- ACNEDocument5 paginiACNEyossnielÎncă nu există evaluări
- Catalogo 2 - Plantillas-1Document56 paginiCatalogo 2 - Plantillas-1Marlon MorenoÎncă nu există evaluări
- Mortero para Grouting Sikadur 42cl PDFDocument6 paginiMortero para Grouting Sikadur 42cl PDFWaldo Adones OlidenÎncă nu există evaluări
- Informe de Resultados de AprendizajeDocument10 paginiInforme de Resultados de AprendizajePablo Andres Quijada MarquezÎncă nu există evaluări
- Resistencia Del AislamientoDocument12 paginiResistencia Del AislamientoJian SotoÎncă nu există evaluări
- Los Peligros Que Acechan Los Pingüinos.Document1 paginăLos Peligros Que Acechan Los Pingüinos.Des AnnÎncă nu există evaluări
- Origen de Los InsectosDocument15 paginiOrigen de Los Insectosyesi rodriguezÎncă nu există evaluări
- Reglamento de Internado Minsa EssaludDocument8 paginiReglamento de Internado Minsa EssaludYahirOneloverÎncă nu există evaluări
- Inmunopatología de Infecciones Virales.Document17 paginiInmunopatología de Infecciones Virales.Kennya Mileidy Aquino YagualÎncă nu există evaluări
- Resultado de La Investigación y Recomendaciones - Bibiana BecerraDocument9 paginiResultado de La Investigación y Recomendaciones - Bibiana Becerrasandra becerraÎncă nu există evaluări
- A3 (8P) 1.6 TDI Con Motor CAYBDocument2 paginiA3 (8P) 1.6 TDI Con Motor CAYBBoston BanguÎncă nu există evaluări
- Ejercicio 28 Estadistica Descriptiva222Document9 paginiEjercicio 28 Estadistica Descriptiva222Fabian Andres Garcia Perez100% (4)
- Tarea V de Gastronomía DominicanaDocument12 paginiTarea V de Gastronomía DominicanaErmil Manuel Adames GómezÎncă nu există evaluări