S-ar putea să vă placă și
- Effect Thermal Ageing TemperaturDocument6 paginiEffect Thermal Ageing TemperaturThaharÎncă nu există evaluări
- The Microstructure and PrecipitationDocument4 paginiThe Microstructure and PrecipitationDACAMOGO DCMGÎncă nu există evaluări
- Physical Simulation For Hot Rolling Policy of Electrical Si-SteelsDocument10 paginiPhysical Simulation For Hot Rolling Policy of Electrical Si-SteelsTJPRC PublicationsÎncă nu există evaluări
- Effect of Al and ZR Addition On The Age Hardening Behavior of Bronze MetalDocument6 paginiEffect of Al and ZR Addition On The Age Hardening Behavior of Bronze MetalSakib Al Razi KhanÎncă nu există evaluări
- Precipitation of Dispersoids in Al Emgesi Alloys With Cu AdditionDocument6 paginiPrecipitation of Dispersoids in Al Emgesi Alloys With Cu Additionbrock lesnarÎncă nu există evaluări
- E Ffect of ECAP On Microstructure and Mechanical Properties of A Commercial 6061 Al Alloy Produced by Powder MetallurgyDocument5 paginiE Ffect of ECAP On Microstructure and Mechanical Properties of A Commercial 6061 Al Alloy Produced by Powder MetallurgyAkshay DolasÎncă nu există evaluări
- LITERATUREDocument27 paginiLITERATUREArun VÎncă nu există evaluări
- Optmzn of HT - AMSDocument4 paginiOptmzn of HT - AMSsushmaxÎncă nu există evaluări
- LM13Document9 paginiLM13AF EYah MalikÎncă nu există evaluări
- Effect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6Document11 paginiEffect of Hardness Test On Precipitation Hardening Aluminium Alloy 6061-T6evelynÎncă nu există evaluări
- Study of The Effects of Magnesium Content On The Mechanical Properties of Aluminium 6063 ExtrudatesDocument5 paginiStudy of The Effects of Magnesium Content On The Mechanical Properties of Aluminium 6063 Extrudatesnguyenle.truonghai.vnÎncă nu există evaluări
- Dry Sliding Friction Wear ZADocument8 paginiDry Sliding Friction Wear ZAmohammedÎncă nu există evaluări
- Effect of Sintering Temperature On The PropertiesDocument6 paginiEffect of Sintering Temperature On The PropertiesEstefany herreraÎncă nu există evaluări
- Effect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloyDocument7 paginiEffect of Heat Treatment Conditions On Microstructure and Wear Behaviour of Al4Cu2Ni2Mg AlloybountymaniÎncă nu există evaluări
- Mechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentDocument18 paginiMechanical Performance of Zr-Containing 354-Type Al-Si-Cu-Mg Cast Alloy - Role of Additions and Heat TreatmentLilian Jefferson MalavaziÎncă nu există evaluări
- 7.dayanand M. GoudarDocument15 pagini7.dayanand M. GoudariisteÎncă nu există evaluări
- Thermodynamics and Agglomeration Behavior On SpineDocument16 paginiThermodynamics and Agglomeration Behavior On SpinePranjal SinghÎncă nu există evaluări
- Effect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesDocument5 paginiEffect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesIJMERÎncă nu există evaluări
- Ductile Iron Documents 1Document277 paginiDuctile Iron Documents 1emir_osman5940Încă nu există evaluări
- 1-Gustafsson 1986++++++++111++++222+++333Document8 pagini1-Gustafsson 1986++++++++111++++222+++333mansourÎncă nu există evaluări
- Aleaciones 7000 AlDocument20 paginiAleaciones 7000 AlDavid FellinÎncă nu există evaluări
- The Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder JointsDocument7 paginiThe Effect of Soldering Process Variables On Themicrostructure and Mechanical Properties of Eutecticsn-Ag/Cu Solder Jointsاوس محمد رؤوف لؤيÎncă nu există evaluări
- Use of Acoustic Energy in Sand Casting oDocument4 paginiUse of Acoustic Energy in Sand Casting oMuhammad MujtabaÎncă nu există evaluări
- Ablation Casting of Thin-Wall Ductile IronDocument12 paginiAblation Casting of Thin-Wall Ductile Ironsalar dadashÎncă nu există evaluări
- Artigo ZucatoDocument5 paginiArtigo ZucatocaroleuzinhaÎncă nu există evaluări
- Microstructure and Mechanical Properties of Spray Deposited Hypoeutectic Al-Si AlloyDocument4 paginiMicrostructure and Mechanical Properties of Spray Deposited Hypoeutectic Al-Si AlloySantosh GoudarÎncă nu există evaluări
- A Literature Review On Metal Matrix CompositesDocument11 paginiA Literature Review On Metal Matrix CompositesVipin Kumar Yadav M.Tech., Mechanical Engineering, IIT(BHU)Încă nu există evaluări
- Effect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysDocument8 paginiEffect of Fe Intermetallics On Microstructure and Properties of Al-7Si AlloysMartin DuarteÎncă nu există evaluări
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 paginiEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenÎncă nu există evaluări
- Ref Time Hardness DensityDocument10 paginiRef Time Hardness DensityOyiFerrerMallariÎncă nu există evaluări
- Metals 08 00268Document10 paginiMetals 08 00268kt rajaÎncă nu există evaluări
- Terada 2014 IOP Conf. Ser.: Mater. Sci. Eng. 63 012088Document6 paginiTerada 2014 IOP Conf. Ser.: Mater. Sci. Eng. 63 012088Badrul AminÎncă nu există evaluări
- Charecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingDocument7 paginiCharecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingIJRASETPublicationsÎncă nu există evaluări
- Las JurnalDocument8 paginiLas JurnalEby Nugroho MeinsideÎncă nu există evaluări
- Influence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-MgDocument12 paginiInfluence of Solidification Rate On Material Properties of Cast Aluminium Alloys Based On Al-Si-Cu and Al-Si-Mgkt rajaÎncă nu există evaluări
- Investigation of Impact Behaviour of Aluminium Based Sic Particle Reinforced Metal-Matrix CompositesDocument11 paginiInvestigation of Impact Behaviour of Aluminium Based Sic Particle Reinforced Metal-Matrix CompositesAzaath AzuÎncă nu există evaluări
- Austempering TreatmentDocument7 paginiAustempering TreatmentSenthil MithulÎncă nu există evaluări
- The Effect of Solution Heat Treatment and Quenching Rates On Mechanical Properties and Microstructures in Alsimg Foundry AlloysDocument8 paginiThe Effect of Solution Heat Treatment and Quenching Rates On Mechanical Properties and Microstructures in Alsimg Foundry AlloysakshayÎncă nu există evaluări
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 paginiProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaÎncă nu există evaluări
- Effect of Copper Content On The Mechanical and Sliding Wear Properties of Monotectoid-Based Zinc-Aluminium-copper AlloysDocument6 paginiEffect of Copper Content On The Mechanical and Sliding Wear Properties of Monotectoid-Based Zinc-Aluminium-copper AlloysuzairmetallurgistÎncă nu există evaluări
- Effect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesDocument8 paginiEffect of Chills On Tribological Behavior of Aluminum-Garnet-Carbon Hybrid CompositesTJPRC PublicationsÎncă nu există evaluări
- Materials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HeDocument7 paginiMaterials and Design: Yang Zhou, Zhenyang Yu, Naiqin Zhao, Chunsheng Shi, Enzuo Liu, Xiwen Du, Chunnian HelucasÎncă nu există evaluări
- 1-S2.0-Flash Butt Welding Application On 16MnCr5 Chain Steel and Investigations of Mechanical Properties-MainDocument9 pagini1-S2.0-Flash Butt Welding Application On 16MnCr5 Chain Steel and Investigations of Mechanical Properties-MainHARIMETLYÎncă nu există evaluări
- The Effect of Increasing Silicon On Mechanical ProDocument7 paginiThe Effect of Increasing Silicon On Mechanical ProSunil ShrivastavaÎncă nu există evaluări
- Effect of Al2O3 NanoparticlesDocument11 paginiEffect of Al2O3 NanoparticlesmirelamanteamirelaÎncă nu există evaluări
- Volchok 22Document4 paginiVolchok 22amitkkambleÎncă nu există evaluări
- 435 Lab 4 Oguz CanturkDocument5 pagini435 Lab 4 Oguz Canturkoğuz cantürkÎncă nu există evaluări
- A Studies On Mechanical Properties of Al6061/Al2O3 CompositesDocument6 paginiA Studies On Mechanical Properties of Al6061/Al2O3 CompositesDr-Bharath Vedashantha Murthy100% (1)
- Elevated Temperature Mechanical Properties of Al Alloy AA6063/SiCp MMCsDocument6 paginiElevated Temperature Mechanical Properties of Al Alloy AA6063/SiCp MMCsKamal D KannanÎncă nu există evaluări
- Micro Structure AlDocument18 paginiMicro Structure Alshiv kumarÎncă nu există evaluări
- Pei 2020Document6 paginiPei 2020Marco A. R. JimenesÎncă nu există evaluări
- Incipient Melting of Al5Mg8Si6Cu2 XDocument15 paginiIncipient Melting of Al5Mg8Si6Cu2 Xmiramirjafari2Încă nu există evaluări
- P65 Adc12 Ac4chDocument13 paginiP65 Adc12 Ac4chdevkumarvangarÎncă nu există evaluări
- Effect of Processing Paramters On Metal Matrix Composites: Stir Casting ProcessDocument5 paginiEffect of Processing Paramters On Metal Matrix Composites: Stir Casting Processchethan kumarÎncă nu există evaluări
- Effect Artificial Aging To Mech Properties of AlDocument11 paginiEffect Artificial Aging To Mech Properties of AlThaharÎncă nu există evaluări
- Intercritical Heat Treatment Effect PDFDocument6 paginiIntercritical Heat Treatment Effect PDFmuthu_g6942Încă nu există evaluări
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDe la EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelÎncă nu există evaluări
- 1 s2.0 S0307904X03001215 Main PDFDocument13 pagini1 s2.0 S0307904X03001215 Main PDFeidelsayedÎncă nu există evaluări
- Article PDFDocument12 paginiArticle PDFeidelsayedÎncă nu există evaluări
- 10 0000@www Doiserbia NB rs@generic-9B9F376580BE PDFDocument8 pagini10 0000@www Doiserbia NB rs@generic-9B9F376580BE PDFeidelsayedÎncă nu există evaluări
- 1747 PDFDocument6 pagini1747 PDFeidelsayedÎncă nu există evaluări
- 7 - Characterization and Transport Properties PDFDocument10 pagini7 - Characterization and Transport Properties PDFeidelsayedÎncă nu există evaluări
- Al-Mg - Paper (X-Ray) PDFDocument9 paginiAl-Mg - Paper (X-Ray) PDFeidelsayedÎncă nu există evaluări
- Film Boiling Heat Transfer of Droplet Streams and SpraysDocument15 paginiFilm Boiling Heat Transfer of Droplet Streams and SprayseidelsayedÎncă nu există evaluări
- Surface Effects of Ordering in Binary Alloys: Topical ReviewDocument34 paginiSurface Effects of Ordering in Binary Alloys: Topical RevieweidelsayedÎncă nu există evaluări
- 128 Syrias Mutating ConflictDocument46 pagini128 Syrias Mutating ConflictBob JohnsonÎncă nu există evaluări
- 04lgomidzelovic PDFDocument8 pagini04lgomidzelovic PDFeidelsayedÎncă nu există evaluări
- 9 - Phase DiagramsDocument25 pagini9 - Phase Diagramswawawa1Încă nu există evaluări
- 1747 PDFDocument6 pagini1747 PDFeidelsayedÎncă nu există evaluări
- 19 Al-Si - Dendritik PDFDocument10 pagini19 Al-Si - Dendritik PDFeidelsayedÎncă nu există evaluări
- 1200 PDFDocument9 pagini1200 PDFeidelsayedÎncă nu există evaluări
- Lead Free Solder Reflow For Semiconductor Power DevicesDocument3 paginiLead Free Solder Reflow For Semiconductor Power DevicesJennifer StanleyÎncă nu există evaluări
- Evaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FlowDocument4 paginiEvaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FloweidelsayedÎncă nu există evaluări
- Lee2011a PDFDocument18 paginiLee2011a PDFeidelsayedÎncă nu există evaluări
- LIU Wsu 0251E 10640 PDFDocument119 paginiLIU Wsu 0251E 10640 PDFeidelsayedÎncă nu există evaluări
- Marcus Kupfer PDFDocument73 paginiMarcus Kupfer PDFeidelsayedÎncă nu există evaluări
- Lead Free PDFDocument12 paginiLead Free PDFeidelsayedÎncă nu există evaluări
- 1757-899X 63 1 012109 PDFDocument13 pagini1757-899X 63 1 012109 PDFeidelsayedÎncă nu există evaluări
- Lecture 5-2 PDFDocument13 paginiLecture 5-2 PDFzooruÎncă nu există evaluări
- Msea 38171 79 PDFDocument9 paginiMsea 38171 79 PDFeidelsayedÎncă nu există evaluări
- Plastic DeformationDocument29 paginiPlastic Deformationmadhumitha_chetas100% (1)
- 1210 PDFDocument4 pagini1210 PDFeidelsayedÎncă nu există evaluări
- 1044 99 PDFDocument11 pagini1044 99 PDFeidelsayedÎncă nu există evaluări
- 331 PDFDocument7 pagini331 PDFeidelsayedÎncă nu există evaluări
- Anand ModelDocument7 paginiAnand ModelmerxzÎncă nu există evaluări
- DURALCAN Geiler ParraDocument3 paginiDURALCAN Geiler ParraGeiler ParraÎncă nu există evaluări
- 2019 Book StateOfTheArtAndFutureTrendsIn PDFDocument530 pagini2019 Book StateOfTheArtAndFutureTrendsIn PDFDionisis SpiliopoulosÎncă nu există evaluări
- Lect7 - Flexural Strength - 1151Document25 paginiLect7 - Flexural Strength - 1151CheongÎncă nu există evaluări
- Young Modulus of Elasticity For Metals and AlloysDocument3 paginiYoung Modulus of Elasticity For Metals and AlloysElton SitumeangÎncă nu există evaluări
- Miyazaki & Fu & Huang - Thin Film Shape Memory AlloysDocument487 paginiMiyazaki & Fu & Huang - Thin Film Shape Memory Alloyseduardo0% (1)
- MENG410 Syllabus Mechanics of Materials II: Course DescriptionDocument4 paginiMENG410 Syllabus Mechanics of Materials II: Course DescriptionHussein MokbelÎncă nu există evaluări
- ISO Test Method en (1509 R3)Document16 paginiISO Test Method en (1509 R3)alokaÎncă nu există evaluări
- Rolling Contact Fatigue - Review and Case StudyDocument18 paginiRolling Contact Fatigue - Review and Case StudyAltomarÎncă nu există evaluări
- Naval Architecture II Theory Detailed NotesDocument96 paginiNaval Architecture II Theory Detailed NotesAnkit Maurya100% (1)
- Strut and Tie Models Recommended ReadingDocument2 paginiStrut and Tie Models Recommended ReadingBadr AmmarÎncă nu există evaluări
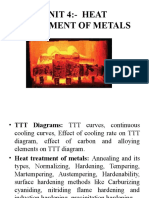
- Unit 4:-Heat Treatment of MetalsDocument52 paginiUnit 4:-Heat Treatment of MetalsRushikesh KaleÎncă nu există evaluări
- Foam PDFDocument15 paginiFoam PDFShivaram SuppiahÎncă nu există evaluări
- The Design of Cooling Towers in Extremely Severe Earthquake ConditionsDocument8 paginiThe Design of Cooling Towers in Extremely Severe Earthquake ConditionsSanjeev KulkarniÎncă nu există evaluări
- 75 FKM 585-EnDocument3 pagini75 FKM 585-EnantonioÎncă nu există evaluări
- Physical Properties of Fluids: List of Formulae, Tables, GraphsDocument9 paginiPhysical Properties of Fluids: List of Formulae, Tables, GraphsVishakha PatelÎncă nu există evaluări
- 2019 - A Review On Various Aspects of Auxetic MaterialsDocument6 pagini2019 - A Review On Various Aspects of Auxetic MaterialsRushi TutorÎncă nu există evaluări
- Characteristics of Lightweight Concrete Containing Mineral AdmixturesDocument5 paginiCharacteristics of Lightweight Concrete Containing Mineral Admixturestimtoihochoi1Încă nu există evaluări
- Electrical and Magnetic Properties of MaterialsDocument32 paginiElectrical and Magnetic Properties of MaterialsArmida Ármídà50% (2)
- Lifting Trunnion Calculations SampleDocument10 paginiLifting Trunnion Calculations SampleshazanÎncă nu există evaluări
- Hibbeler Structural Analysis 8th Chapter-4 Beam'sDocument45 paginiHibbeler Structural Analysis 8th Chapter-4 Beam'skyleÎncă nu există evaluări
- Effect of Al2O3 NanoparticlesDocument11 paginiEffect of Al2O3 NanoparticlesmirelamanteamirelaÎncă nu există evaluări
- AMIE Material Science Engineering Notes PDFDocument59 paginiAMIE Material Science Engineering Notes PDFSrimannarayana Nandam100% (4)
- A New Method For The Design of Laterally Loaded Anchor Piles in Soft Rock 2004 AG ErbrichDocument12 paginiA New Method For The Design of Laterally Loaded Anchor Piles in Soft Rock 2004 AG ErbrichmyplaxisÎncă nu există evaluări
- E606 Testing MethodDocument16 paginiE606 Testing Methodwackokid100% (1)
- Simulating X-Ray Diffraction Pattern of Potassium IodideDocument2 paginiSimulating X-Ray Diffraction Pattern of Potassium IodideBrad DeMarcoÎncă nu există evaluări
- Quikjoint - Eaves Haunch Calculations PDFDocument9 paginiQuikjoint - Eaves Haunch Calculations PDFvtalexÎncă nu există evaluări
- Lesson 3 SoADocument5 paginiLesson 3 SoAJaneccaÎncă nu există evaluări
- GFHGHGDocument24 paginiGFHGHGTefo SethÎncă nu există evaluări
- Tensile TestDocument9 paginiTensile Testonkod1Încă nu există evaluări
- Sommerfeld ExpansionDocument4 paginiSommerfeld ExpansionErnesto CarroÎncă nu există evaluări