S-ar putea să vă placă și
- Inox Tester User Manual EP04Document36 paginiInox Tester User Manual EP04Ramon PachecoÎncă nu există evaluări
- How To Carry Out Tack WeldingDocument2 paginiHow To Carry Out Tack WeldingwentropremÎncă nu există evaluări
- Guidelines for Specification, Welding and Inspection of Stainless Alloy PipingDocument19 paginiGuidelines for Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Încă nu există evaluări
- M2010051in-Mcb - Rolling Suggestions PDFDocument42 paginiM2010051in-Mcb - Rolling Suggestions PDFthaivinhtuyÎncă nu există evaluări
- WFP 2-01 ASME B31 Piping Welding ProcedureDocument8 paginiWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Încă nu există evaluări
- Nav22 - Welding/Weld Repair Audit ChecklistDocument23 paginiNav22 - Welding/Weld Repair Audit ChecklistdurraaiÎncă nu există evaluări
- Ductile Iron Data For Design EngineersDocument3 paginiDuctile Iron Data For Design EngineersSourav HaitÎncă nu există evaluări
- 2017 07 03 Sanitaryware CPR GuidanceDocument49 pagini2017 07 03 Sanitaryware CPR Guidancere gardeniaÎncă nu există evaluări
- Paint For SteelDocument11 paginiPaint For SteelSaud PathiranaÎncă nu există evaluări
- Impact AR500 PlateDocument2 paginiImpact AR500 PlateMario Diez100% (1)
- How To Perform Tack Welding SuccessfullyDocument2 paginiHow To Perform Tack Welding SuccessfullyLucaRoldoÎncă nu există evaluări
- Handbook MetrodeDocument371 paginiHandbook Metrodejf2587Încă nu există evaluări
- ISO 8501-Pictorial Clasiification Standard For Surface CleanlinessDocument29 paginiISO 8501-Pictorial Clasiification Standard For Surface CleanlinessabhibmaneÎncă nu există evaluări
- Feroxyl and Copper Sulfate TestingDocument23 paginiFeroxyl and Copper Sulfate TestingPrashant RaneÎncă nu există evaluări
- Standard Specification For Hot Dip GalvanizingDocument4 paginiStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- FactoryDocument72 paginiFactorywhitebrosÎncă nu există evaluări
- Summary of Changes - ASME 2015Document17 paginiSummary of Changes - ASME 2015mbc_enggÎncă nu există evaluări
- Ferroxyl Test For Iron ContaminationDocument9 paginiFerroxyl Test For Iron ContaminationteokalÎncă nu există evaluări
- DNV Os C401Document44 paginiDNV Os C401Paul Tese AhireÎncă nu există evaluări
- FPC AsfDocument24 paginiFPC AsfSherif YehiaÎncă nu există evaluări
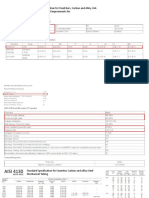
- AISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForDocument3 paginiAISI 4130: Standard Specification For Steel Bars, Carbon and Alloy, Hot-Wrought, General Requirements ForAndy SaputroÎncă nu există evaluări
- Implications of NORSOK M-650 Standard in The OffshoreDocument15 paginiImplications of NORSOK M-650 Standard in The OffshoreBehroozÎncă nu există evaluări
- Welding Inspector: Weld Repairs Section 16Document20 paginiWelding Inspector: Weld Repairs Section 16manojballaÎncă nu există evaluări
- Material Traceability ProcedureDocument12 paginiMaterial Traceability Procedureqamar qateebÎncă nu există evaluări
- Introduction To Welding - MetallurgyDocument15 paginiIntroduction To Welding - Metallurgyramkishore_87100% (1)
- Mc1091 Recrushed SlagDocument4 paginiMc1091 Recrushed Slagtoxicity23Încă nu există evaluări
- Design File - Tack and Temporary WeldsDocument5 paginiDesign File - Tack and Temporary WeldsLora BoydÎncă nu există evaluări
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 paginiA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingÎncă nu există evaluări
- PDF Iso 3834 Checklist 1 CompressDocument12 paginiPDF Iso 3834 Checklist 1 CompressViệt VũÎncă nu există evaluări
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 paginiRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriÎncă nu există evaluări
- Preparation and Control of WeldingDocument3 paginiPreparation and Control of Weldingbalakumar rajaramÎncă nu există evaluări
- LT7 Tractor Operator Manual IM279Document88 paginiLT7 Tractor Operator Manual IM279Waldo AtÎncă nu există evaluări
- The Role of Niobium in Austenitic and Duplex Stainless SteelsDocument25 paginiThe Role of Niobium in Austenitic and Duplex Stainless SteelsZoe SideriÎncă nu există evaluări
- Iso 3834-2Document16 paginiIso 3834-2NONNE NaineÎncă nu există evaluări
- GMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)Document3 paginiGMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)momoitachiÎncă nu există evaluări
- Dimensional Inspection Report PDFDocument1 paginăDimensional Inspection Report PDFThe Welding Inspections CommunityÎncă nu există evaluări
- 12 Storage of Parent MaterialsDocument3 pagini12 Storage of Parent MaterialselmiraÎncă nu există evaluări
- Manufacturer of Stainless Steel Kitchen EquipmentDocument3 paginiManufacturer of Stainless Steel Kitchen EquipmentMUTQAN STEELÎncă nu există evaluări
- Welding Specification for Austenitic, Duplex and Superduplex PipeworkDocument45 paginiWelding Specification for Austenitic, Duplex and Superduplex Pipeworkmurugesan0% (1)
- Pressure Vessel Dimension InspectionDocument2 paginiPressure Vessel Dimension InspectionNorman MoralesÎncă nu există evaluări
- Visual Inspection of Steel Pipes PlatesDocument72 paginiVisual Inspection of Steel Pipes PlatesLiam Choon SengÎncă nu există evaluări
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDocument2 paginiThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungÎncă nu există evaluări
- ADOR Booklet F Web FDocument132 paginiADOR Booklet F Web FbadesharamkÎncă nu există evaluări
- (Signed) Quality Manual Revision K 7th EditionDocument32 pagini(Signed) Quality Manual Revision K 7th EditionCricri Cri100% (1)
- Guidelines For Welding: ZERON 100 Super Duplex Stainless SteelDocument16 paginiGuidelines For Welding: ZERON 100 Super Duplex Stainless SteelHrishikesanÎncă nu există evaluări
- Improving Quality of Welding with ISO 3834Document53 paginiImproving Quality of Welding with ISO 3834AlienshowÎncă nu există evaluări
- Sample Welding Procedure Specification (WPS) : Joints (See 4.13.1)Document2 paginiSample Welding Procedure Specification (WPS) : Joints (See 4.13.1)muadzÎncă nu există evaluări
- Mandatory Procedure ISO9001, APIQ1, APIQ2Document1 paginăMandatory Procedure ISO9001, APIQ1, APIQ2KiagusÎncă nu există evaluări
- Poster Welding P VoxXa PDFDocument1 paginăPoster Welding P VoxXa PDFAd Man GeTigÎncă nu există evaluări
- BS 1724 (Bronze Welding by Gas)Document24 paginiBS 1724 (Bronze Welding by Gas)nandi_scrÎncă nu există evaluări
- Auditing Oof Welding Under ASME Section IXDocument21 paginiAuditing Oof Welding Under ASME Section IXsabahiraqÎncă nu există evaluări
- Deviation List & FormDocument2 paginiDeviation List & FormRohit AttriÎncă nu există evaluări
- I Object: Repair Procedure For Tank BottomDocument6 paginiI Object: Repair Procedure For Tank BottomZouhair BenmabroukÎncă nu există evaluări
- Iso 3834 1 2021Document10 paginiIso 3834 1 2021sosheyanÎncă nu există evaluări
- Work Instructions - Gas CuttingDocument2 paginiWork Instructions - Gas Cuttingvivek sureshÎncă nu există evaluări
- BS en Iso 9606-4 - 1999Document26 paginiBS en Iso 9606-4 - 1999jesoneliteÎncă nu există evaluări
- Welding Procedure Specification Review and Approval ProcessDocument4 paginiWelding Procedure Specification Review and Approval ProcessfallalovaldesÎncă nu există evaluări
- Industrial radiography A Complete Guide - 2019 EditionDe la EverandIndustrial radiography A Complete Guide - 2019 EditionÎncă nu există evaluări
- Corrosion of Aged and Annealed 18 Ni 250 Grade Maraging Steel in Phosphoric Acid MediumDocument16 paginiCorrosion of Aged and Annealed 18 Ni 250 Grade Maraging Steel in Phosphoric Acid MediumSharat ChandraÎncă nu există evaluări
- Deaerator CorrosionDocument7 paginiDeaerator Corrosionanindya1986Încă nu există evaluări
- Lesson 19 - API-510 - New2Document56 paginiLesson 19 - API-510 - New2Fahim MarwatÎncă nu există evaluări
- Tank DesignDocument89 paginiTank DesignDietrich von BismarckÎncă nu există evaluări
- Part+IIIA1 2++How+RBI+&+AIM+Become+corrosivity+of+crude++UnreliableDocument26 paginiPart+IIIA1 2++How+RBI+&+AIM+Become+corrosivity+of+crude++UnreliableKarna2504Încă nu există evaluări
- Lesson 19 - API-510 - New2Document56 paginiLesson 19 - API-510 - New2Fahim MarwatÎncă nu există evaluări
- 04 - Ammended Chapter 5 - InspectionDocument119 pagini04 - Ammended Chapter 5 - InspectionKarna2504Încă nu există evaluări
- Lesson 19 - API-510 - New2Document56 paginiLesson 19 - API-510 - New2Fahim MarwatÎncă nu există evaluări
- Environmental Stress Cracking of Heat Exchanger in High Temperature Boiler Feed WaterDocument44 paginiEnvironmental Stress Cracking of Heat Exchanger in High Temperature Boiler Feed WaterKarna2504Încă nu există evaluări
- Corrosion Analysis of Stainless Steel: Seifedine KadryDocument9 paginiCorrosion Analysis of Stainless Steel: Seifedine KadryMarcos GonzalezÎncă nu există evaluări
- TOFD CV PDFDocument19 paginiTOFD CV PDFKarna2504Încă nu există evaluări
- Nikon D5200 ManualDocument100 paginiNikon D5200 Manualdyc123100% (1)
- Corrosion Inhibition of Mild Steel in HydrochloricDocument6 paginiCorrosion Inhibition of Mild Steel in HydrochloricKarna2504Încă nu există evaluări
- Simulation Heat Transfer Convection Fired HeatersDocument8 paginiSimulation Heat Transfer Convection Fired HeatersPedro DiazÎncă nu există evaluări
- Tank DesignDocument89 paginiTank DesignDietrich von BismarckÎncă nu există evaluări
- Weldolet Inspection at Higher TemperaturesDocument7 paginiWeldolet Inspection at Higher TemperaturesKarna2504Încă nu există evaluări
- JoiningDocument52 paginiJoiningJade Al BoodoosinghÎncă nu există evaluări
- BORSIG Process Heat Exchanger - Transfer Line ExchangersDocument28 paginiBORSIG Process Heat Exchanger - Transfer Line ExchangersKarna2504100% (1)
- 6502-Methods For Predicting Maximum HardnessDocument8 pagini6502-Methods For Predicting Maximum Hardnessaw_engineerÎncă nu există evaluări
- 13% CR Sensitivity To Hydrogen Crack and Its ProtectionDocument9 pagini13% CR Sensitivity To Hydrogen Crack and Its ProtectionKarna2504Încă nu există evaluări
- Glass Lined BrochureDocument8 paginiGlass Lined BrochureKarna2504Încă nu există evaluări
- Repair of HP Mod AlloyDocument8 paginiRepair of HP Mod AlloyKarna2504Încă nu există evaluări
- Austenitic Cast Steel Phase Changes7C3carbides into M23C6 carbides in 0.4C-55Ni-25Cr cast steelDocument6 paginiAustenitic Cast Steel Phase Changes7C3carbides into M23C6 carbides in 0.4C-55Ni-25Cr cast steelKarna2504Încă nu există evaluări
- CleaningandDescalingStainlessSteel 9001Document38 paginiCleaningandDescalingStainlessSteel 9001Kiran DuggarajuÎncă nu există evaluări
- 5) Oil Chalk Test PDFDocument2 pagini5) Oil Chalk Test PDFkyeong cheol lee75% (16)
- SCC of Ss in NAOHDocument9 paginiSCC of Ss in NAOHKarna2504Încă nu există evaluări
- Calculations Help Determine Carbon Steel Piping in Cold Temperature Relief ServiceDocument5 paginiCalculations Help Determine Carbon Steel Piping in Cold Temperature Relief ServiceSuchart TarasapÎncă nu există evaluări
- Storage & Handling Welding ConsumablesDocument1 paginăStorage & Handling Welding ConsumablesKarna2504Încă nu există evaluări
- Failure Analysis of Hot Corrosion of Weldments in Ethylene Cracking TubesDocument12 paginiFailure Analysis of Hot Corrosion of Weldments in Ethylene Cracking TubesKarna2504Încă nu există evaluări
- Paper 3 Acid Dew Point Corrosion in HRSGsDocument83 paginiPaper 3 Acid Dew Point Corrosion in HRSGsKarna2504100% (1)
- Thesis Paper On Lean ManufacteringDocument70 paginiThesis Paper On Lean Manufacteringisabelgonreyes100% (1)
- Super T StandardsDocument16 paginiSuper T Standardschithirai10Încă nu există evaluări
- CJN BS 8558 2011PresentationFeb13 PDFDocument57 paginiCJN BS 8558 2011PresentationFeb13 PDFMaram Al-Masri100% (1)
- AP Human Geography Chapter 11 Key Issue 4Document1 paginăAP Human Geography Chapter 11 Key Issue 4a0lost0angel0% (1)
- Clean Sweep: Floor Cleaning Robot Idea for Automated CleaningDocument16 paginiClean Sweep: Floor Cleaning Robot Idea for Automated CleaningSaurabh RautÎncă nu există evaluări
- Section 12 - Welding Consumables - Stainless Steel266 - 27357Document106 paginiSection 12 - Welding Consumables - Stainless Steel266 - 27357getgateclose100% (1)
- Oil Refinery ProcessDocument13 paginiOil Refinery Processmch4561696% (26)
- Application Bulletin - Paints and CoatingsDocument2 paginiApplication Bulletin - Paints and CoatingsjoseÎncă nu există evaluări
- Kurva S (Kelompok 1) FixDocument2 paginiKurva S (Kelompok 1) FixGurusuÎncă nu există evaluări
- AFV Modeller 97 2017-11-12 - SuperunitedkingdomDocument67 paginiAFV Modeller 97 2017-11-12 - Superunitedkingdomjoausmaximus100% (5)
- Honey Well Thermostat ManualDocument12 paginiHoney Well Thermostat ManualGARTH64100% (1)
- ASTM F 1718 - 99Document7 paginiASTM F 1718 - 99Oh No PotatoÎncă nu există evaluări
- HA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFDocument36 paginiHA-YS310 Basic Seminar PL ENG 170126 (MHa) PDFEduardo Expósito EspinosaÎncă nu există evaluări
- PNOZ X2 8P enDocument9 paginiPNOZ X2 8P enHamed MokhtariÎncă nu există evaluări
- Car Park Jet FanDocument14 paginiCar Park Jet FanYan Aung100% (1)
- Structural Steel ErectionDocument7 paginiStructural Steel Erectionzaki fadlÎncă nu există evaluări
- Is 694Document30 paginiIs 694nm_rangaÎncă nu există evaluări
- Recent Innovations in Concrete and Foundations Lead to More Sustainable GrowthDocument49 paginiRecent Innovations in Concrete and Foundations Lead to More Sustainable Growthprakash.sharmaÎncă nu există evaluări
- JORC DrainsDocument36 paginiJORC DrainsMod KaewdaengÎncă nu există evaluări
- Bending - Wikipedia, The Free EncyclopediaDocument12 paginiBending - Wikipedia, The Free EncyclopediajazzclubÎncă nu există evaluări
- Cement Practice QuestionsDocument2 paginiCement Practice QuestionsSureshKonamÎncă nu există evaluări
- MBSA1523 Managerial Economics Group 4 Presentation 1 ReportDocument12 paginiMBSA1523 Managerial Economics Group 4 Presentation 1 ReportPIONG MENG ZIAN MBS211233Încă nu există evaluări
- VW Touareg MaintenanceDocument102 paginiVW Touareg MaintenanceNick PÎncă nu există evaluări
- SRA166 210 01A BrochureDocument2 paginiSRA166 210 01A BrochureXanti Zabala Da RosaÎncă nu există evaluări
- Shell Morlina s2 B 320Document4 paginiShell Morlina s2 B 320Aep HidayatÎncă nu există evaluări
- Breast Cancer Risk in Relation To Occupations With Exposure To Carcinogens and Endocrine Disruptors: A Canadian Case - Control StudyDocument17 paginiBreast Cancer Risk in Relation To Occupations With Exposure To Carcinogens and Endocrine Disruptors: A Canadian Case - Control StudyJerika Marie ArceoÎncă nu există evaluări
- Traditional Machining Processes Research AdvancesDocument242 paginiTraditional Machining Processes Research AdvancesGema Rodriguez DelgadoÎncă nu există evaluări
- Session 11Document21 paginiSession 11Kais Garchi CasalÎncă nu există evaluări
- Choosing The Inductor For A Buck ConverterDocument8 paginiChoosing The Inductor For A Buck ConverterjboronatsÎncă nu există evaluări
- Electrobombas Verticales Sumergibles Lowara Serie SVIDocument52 paginiElectrobombas Verticales Sumergibles Lowara Serie SVIscoutper100% (1)