Documente Academic
Documente Profesional
Documente Cultură
Electric Motor Starters
Încărcat de
gusgifDrepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Electric Motor Starters
Încărcat de
gusgifDrepturi de autor:
Formate disponibile
ANDERSON: ELECTRIC MOTOR STARTERS.
619
ELECTRIC MOTOR STARTERS.
By J. ANDERSON, Member.
(Paper first received 20th August, 1921, and in final form 9th January, 1922; read at THE INSTITUTION 2nd March,
before the NORTH-EASTERN CENTRE 21th February, before the DUNDEE SUB-CENTRE 13th March, before the SOUTH
MIDLAND CENTRE 15th March, and before the WESTERN CENTRE 15/ May, 1922.)
SUMMARY.
The paper deals with the practical development of an
electric motor starter from the first principles relating to
current, torque, and resistance values, to the data required
by the salesman.
First it describes the method adopted of working in percentages for all calculations; defines what is meant by
starting, accelerating and running torques; refers to the
lack of data regarding starting conditions; and gives tables
of stored energy in rotors, for the normal load torque during
acceleration and for the stored energy of a number of
typical machines.
Accelerations are classified as " natural regular," " natural
irregular," " forced regular," and " forced irregular," and
typical diagrams with automatic contactor and handoperated starters are shown.
A formula is given for estimating accelerating times and
torques, and the number of notches from the point of view
of breaking capacity is then considered.
The rating of the resistance elements, and points arising
out of continuous and intermittent rating, together with
diagrams for air cooling, and radiation and diffusion curves
for oil-immersed resistances, are next dealt with.
Certain difficulties for the salesman in tabulating the
horse-power and resistance sizes are referred to, and the
necessity of higher standard temperature-rises is urged.
Unbalanced rotor currents and the methods of calculating
suitable resistance values are dealt with, and the accuracy
which can be obtained on test is shown.
Eddy-current, rheostatic stator, auto-transformer and
star-delta starters are referred to, and the entirely different
type of current and torque curves obtained are shown.
Methods of rapidly determining the starter proportions for
various duties are given.
Certain points regarding the rating of auto-transformers
are raised, and a test showing the effect of unequal tap
voltages is given.
In preparing a paper on the subject of electric motor
starters the mass of material is so great that there is
difficulty in selecting points of sufficient general interest
and in limiting the paper to a reasonable length.
To the uninitiated an electric motor starter is the
simplest thing possible ; it merely consists of a resistance element, a number of contacts, and a handle which
is operated more or less carefully. To the initiated ii
presents an infinity of problems, mechanical, electrical,
magnetic, thermal and even chemical. Some of these
are fairly easy of solution, and some are so complex
that only rough working approximations are possible.
It is necessary to review very briefly the various
types of starters and describe their fundamental
characteristics, but first it is advisable' to deal with
certain terms used in this paper.
It has been found that in a general study it is impossible to think of volts, amperes, ohms, horse-power.
torques and speeds in actual values, and it is far easier
to consider them as percentages. For instance, 100 per
cent pressure means the normal line pressure, and 100
per cent resistance means that resistance which passes
full-load current at normal line pressure. This resistance is represented by the figure 1 because R = E/I
Therefore
100 % E
100" % I = 1.
If this method is adopted, anything which occurs
on one motor with a certain ratio of pressure to current
will occur on any other motor with the same ratio, and
the actual value of the resistance for any motor may
be readily written down.
This statement assumes the characteristic curves
of the two machines to be similar, and this is sufficiently
accurate for a general study of a given problem.
For example, if it is known from calculations based
on an average series-motor characteristic curve with
average field and armature resistances, that 60 per cent
line resistance arid 10 per cent armature diverter
resistance gives 10 per cent speed at 80 per cent torque,
and the ratings of the two motors are 5 h.p. at 110
volts and 40 amperes, and 75 h.p. at 550 volts and
110 amperes respectively, the required resistances are :
For the 5-h.p. motor.
100 per cent resistance = 110/40 = 2-75 ohms,
therefore line resistance (60 per cent) = 1-65 ohms,
and armature diverter resistance (10 per cent)
= 0-275 ohm.
For the 75-h.p. motor.
100 per cent resistance = 550/110 = 5 ohms,
therefore line resistance (60 per cent) = 3 ohms, and
armature diverter resistance (10 per cent) = 0 - 5 ohm.
The actual speeds reached will differ from 10 per
cent by the divergence of the actual characteristics
from the assumed average, and by the divergence of
the armature resistances from the assumed average,
but corrections are readily introduced when absolute
accuracy is required. In practice a series of standard
curves is drawn for motors with 2-5, 3, 10 and 15 per
cent armature resistance.
It is convenient also to assume that percentage
torque and percentage current are synonymous. This
is practically true for the rotor currents of a.c. slipring induction motors, and is sufficiently true for the
armature currents of d.c. shunt machines with normal
excitation, but it is not true for the line currents of
620
ANDERSON : ELECTRIC MOTOR STARTERS.
d.c. series machines or the line currents of a.c. slipring and squirrel-cage motors. If the general question
is studied on this assumption, however, it is easy to
introduce corrections for the various types of machines.
These methods were adopted some 7 years ago and
have proved invaluable.
The most simple and, theoretically, the perfect form
of starter is the liquid type, because it is possible to
move the dippers or alter the level of the electrolyte
to vary the resistance at a speed which maintains a
constant accelerating torque with a minimum line
current, but so many difficulties arise in practice that
the step-by-step resistance starter holds the field except
for the very largest starters for colliery winders where
the cost of the various refinements and safeguards is
small relative to the total cost.
The chief difficulties are evaporation of the water
with creeping of the salt and resulting insulation
troubles, arcing or excessive heating with all resistance
inserted and the dippers just touching the liquid, and
heavy current-rush at the moment of short-circuiting
the plates to cut out all the resistance. No doubt
these difficulties can be wholly or partially overcome,
but the fact remains that this type constitutes a small
percentage of the total number of starters in use.
It is necessary at this point to define exactly what
is meant by starting torque, accelerating torque, and
running torque. It is surprising how loosely engineers
use these terms ; so loosely, indeed, that it is often
difficult to discover which is really meant, and the
motor makers themselves are frequently the worst
offenders. This is probably due to the fact that the
motor maker is chiefly concerned with the performance
of his motor on load and at full speed ; the starter
maker cares nothing for the performance on full load
and is concerned only with what happens while the
motor is accelerating. He requires a different set of
data from that which the motor maker is in the habit
of supplying to his customer, and he experiences very
very great difficulty in obtaining the data ; he requires
from the user a different set of data from that which
the user is in the habit of giving to the motor maker,
and again great difficulty is experienced.
There is abundance of information regarding the
power required to drive different machines on varying
loads, but one looks in vain for data regarding the
starting conditions.
Returning to the definitions : the starting torque
is obviously that iequired to start motion ; it is the
torque required to overcome static friction and may be
far in excess of the accelerating and normal running
torques ; it may vary from day to day with temperature,
and is frequently greater on Monday morning than at
any other time, on account of all the belts being stiff
and cold, and the oil squeezed out of the bearings.
Once motion-has started, the torque falls to that
required to produce steady running at a certain speed ;
this lower torque is the running torque. If it is desired
to increase the speed, a torque in excess of the running
torque has to be applied, and this is the true accelerating
torque ; it may have any value, depending on the time
in which it is desired to attain full speed. The running
torque, from the starter maker's point of view, is
generally the torque required to maintain normal full
speed at the end of the accelerating period. This
torque is practically constant throughout the accelerating period in the great majority of cases ; there may
be a small difference due to windage and so on at the
various speeds, but as a rule it is negligible. It has not
necessarily anything to do with the normal full load
of the motor or the overloads to which the motor may
TABLE 1.
Stored Energy of Rotor.
Stored Energy in ft.-lb. per b.h.p at
Rating (b.h.p.)
of motor
2-5
5
10
15
20
25
30
40
50
60
70
80
90
100
125
150
175
200
225
250
275
300
350
400
450
500
550
600
650
400/700 r.p.m.
80
90
100
110
120
130
140
150
170
185
200
210
220
230
265
295
330
365
400
430
455
480
520
550
580
600
615
620
630
900/1 000 r.p.m.
90
100
110
125
140
145
155
175
200
230
260
290
320
350
420
1300/1500 r.p.m
90
100
120
140
170
190
220
280
350
425
480
550
625
690
-
be subjected ; it is generally less than full-load torque
because it is customary to take off all the load possible
before shutting down.
There are numerous exceptions to the general rule,
the most notable being centrifugal pumps and fans
where the running torque at low speed is practically
only friction, a matter of 5 to 10 per cent, rising as the
square of the speed to full-load torque at full speed
if the pump is starting against load, or rising to from
30 to 50 per cent if the delivery valve is closed and
the pump is merely churning.
The static starting torque is difficult to deal with.
621
ANDERSON: ELECTRIC MOTOR STARTERS.
stored in the moving parts at full speed, and to express
this relatively to the normal horse-power of the motor
because the starter is the last link in the chain; the
sizes of the motor and of the machine it has to drive
have already been determined and all the starter maker
has to do is to supply a starter which will enable that
motor to run that machine up with the minimum line
because no general rules apply; users sometimes complain that they have to manipulate the starter to the
half-way position before the motor starts and the
latter then rushes up to speed ; naturally this must
happen if the initial starting torque is excessive, and the
user must do what he can to reduce it.
The accelerating torque is amenable to exact calcu-
TABLE 2.
Friction Torque and Stored Energy for Various Classes of Machinery.
ef. No.
Description of work
|
I
3
4
5
6
7
8
9
10
Toothed gears
Loose pulley, as for rotor only
Shop shafting
Hoisting full load on cranes
Hoisting full load on colliery winders
Small rolls and bar-bending machines
Medium punching machines
Medium shearing machines
Large shearing machines
Large rolling mills
11
12
13
Planing machines
Disc saws for wood
Band saws for wood
14
High-speed disc saws for steel
15
16
Travelling motion of a crane with full load
Centrifugal hydro-extractor
17
Centrifugal pump, valve closed
18
Centrifugal pump, valve open
19
Ram pump delivery against vertical head or
accumulator
Air compressor starting on by-pass
Haulage, clutches out
Haulage, clutches in
Conveyor
Rubber pulping mill
Corn grinding mill
Lathes and drills
20
21
22
23
24
25
26
Friction or load torque at end of
accelerating period
Stored energy at full speed
Per cent
ft.-lb./b.h.p.
20/80 (aver. 45)
80/100
100
10
..
..
10/15
10/15
10/15
5/10/15
5/10
10/20
15/20
20/40
20/50
.. ' 1\ at start, rising to 20
at full speed
75/100
35/50 at start, rising to
75/100 at full speed
5/7 i at start, rising to
30/50 at full speed
5/7\ at start, rising to
100 at full speed
100
15/18
As in Table 1
800/1 000
6/7
500/1 000
700/1 000
2 000
3 000/3 500
14 000/18 000
500/1 000
2 000/3 000
5 000/8 000
18 000/65 000
7 000/10 000
1 900/3 800
2 500/10 000
(generally 4 000/10 000)
14 000/17 000
400
60 000/80 000
As in Table 1 for impeller
As in Table 1 for impeller,
plus, say, 70 for water
if no long, horizontal
lengths
100/200
loo
100
2\
100
100/200
300/900
1 000/2 000.
850/1 000
50/60
7 500
20/25
300
lation ; it depends entirely on the inertia of the moving
parts and on the time in which it is desired to run up
to speed. If a machine had no inertia there would be
no accelerating torque and no accelerating time ; it
would jump to full speed as soon as the running torque
was applied.
It is easiest, from the starter maker's point of view,
to think of inertia in terms of the foot-pounds of energy
current in the time required. He may grumble when
conditions are too onerous, or he can draw attention
to them when the specified conditions are impossible,
but as a rule he can alter nothing. That is why he
takes the motor and the load as fixed and, in the daily
routine, works on a motor horse-power percentage
basis.
Further, it is convenient, in a general study, to
ANDERSON : ELECTRIC MOTOR STARTERS.
622
express the stored" energy in terms of foot-pounds per
motor brake-horse-power, because the various classes
of work become readily recognizable, and the confusion
caused by the actual values is cleared away.
The first place where energy is stored is in the
armature or rotor, and Table 1 gives an idea of the
amount to be expected.
These figures are minima, and the actual values for
a given motor may be 50 per cent higher ; values for
horse-powers over 650 are not given because sufficient
data are not available. Table 1 has been compiled
from data of a large number of motors by most of the
leading makers, British, American and Continental;
The case of colliery winders is different, because the
hoisting speeds are high and the stored energy in the
load, cages, rope, head-gears and drum is so great
that the rotor stored energy becomes a small percentage
of the total.
The other extreme is reached in hydro-extractors,
high-speed saws and rolling-mill work where the rotor
stored energy is negligible relative to the total.
A very large number of jobs as actually installed
have been tested, analysed and classified, and Table 2
is useful in this connection.
The stored energy of the rotor must be added to
the figures in every case.
100
25
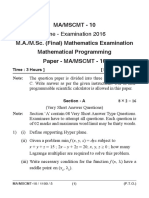
Seconds
FIG. 1.Torque/time and speed/time curves for 7-notch starter passing 100 per cent current on first notch with motor
having 66*6 per cent load. Stored energy: 1000 ft.-lb./b.h.p. Motor resistance: 8'8 per cent.
it is not accurate for any particular make of motor,
and may be 50 per cent in error in places.
Accuracy is of no great importance because for an
accelerating torque of 50 per cent the accelerating
times range from about 0-6 second for 2 h.p. to 5-5
seconds for 650 h.p., and trouble would inevitably
arise if starters were designed for such short accelerating
times. In practice it is unwise to design the smallest
section of the smallest starter for less than 10 seconds.
In many cases, for example the hoisting motion of a
crane, the stored energy of the rotor is all that need
be considered, because the hoisting speeds are so low
that the stored energy of the load is negligible.
The figures for large rolling mills of the various
types differ widely as shown, and it is necessary in
every case to obtain full particulars.
The friction torque for a disc saw rises with the
speed, probably due to churning of the cooling water.
The worst duty is provided by the hydro-extractor,
being worse than that of the largest rolling mill relatively to the motor size, particularly when the slowrunning charging period is taken into account. Many
extractors are started on centrifugal clutches to enable
squirrel-cage motors to be used, but trouble arises if
these clutches operate too soon, particularly when
star-delta or auto-transformer starters are used.
623
ANDERSON: ELECTRIC MOTOR STARTERS.
_
_
' ~ TT XX 5-5 X K
where At = accelerating time in seconds ;
,S' = stored energy at full speed in foot-pounds
When a current is passed through a motor and
rotation commences, the speed rises until the back
electromotive force cuts down the current to an amount
which gives rise to a torque just sufficient to overcome
the running friction or load at that speed. When the
starter arm is moved to the next notch to cut out
resistance there is a current-rush, the peak of which
is determined by the ratio of the first resistance to
the second, and which gradually dies away as the
speed and back electromotive force rise until balance
is restored and the current corresponding to the running
torque at the new speed is flowing.
If this is repeated on the third and subsequent notches
and all the peaks and valleys are equal, the acceleration
is called " natural regular " ; " regular " because the
peaks and valleys are equal, and " natural " because
T3
ig speed
150
140
130
r-i
120
Ts&Is
OJ
110
-y 90
S
80
1
\
70
~
60
50
II
'g 100
'_
40
.t \
r3T+M*
Tz&Iz
\
\
/
II
^P-7
SP-6
Sp-5
_i
Sp-2
30
per brake horse-power ;
T = percentage of full-load motor torque available for acceleration ;
K = constant depending on the shape of the
acceleration curve, conveniently taken as
0-5.
Having reviewed the various classes of work relatively to the normal size of motor used for the purpose,
and given a rough-and-ready means of estimating the
accelerating time or torque, it is now necessary to see
how these facts can be applied to the starter, and the
first step is to get a clear idea of the action of a stepby-step starter. For this purpose acceleration may be
conveniently classified as follows :
Natural regular acceleration.
Natural irregular acceleration.
Forced regular acceleration.
Forced irregular acceleration.
160
e and
the valley current corresponds to the running torque
and cannot be reduced.
Fig. 1 is drawn for a load of 66- 6 per cent, the stored
energy being 1 000 ft.-lb. per b.h.p., the motor resistance
8-8 per cent, ratio of resistance from notch to notch
1 5, and the current on the first notch and on subsequent
peaks being 100 per cent.
20
10 /
Ste<
The figure of 60 000 to 80 000 ft.-lb. per b.h.p. is
given in the table, but it should be mentioned that if
the total weight of the basket and load is taken with
radius of gyration equal to (measured radius X 0-875),
values of 205 000 to 256 000 ft.-lb. per b.h.p. are
obtained.
Careful tests seem to show this is too high and that
if the weight of the rim, casing and load is taken, the
radius of gyration is (measured radius x 0-582), at
least for a 48-inch basket.
Expressed in another way it means that the observed
stored energy is only 44-4 per cent of that obtained
by the usually accepted factor.
A great deal of confusion exists as to what constitutes light and heavy starting. One user ridiculed
the idea that a high-speed saw could possibly be heavy
duty, because he could turn the saw quite easily with
one hand. Such a saw takes 62 seconds to run up to
speed with a constant accelerating torque of 100 per
cent, so that the torque at the beginning must be
107-5 per cent and at the end 120 per cent.
A convenient formula to use for these starting
problems is :
/
10
15
20
25
30
35
Seconds
FIG. 2.Torque/time and speed/time curves for starter
intended for use under conditions specified in Fig. 1,
with motor having 8'8 per cent resistance. Curves
show effect of using with motor having 3'3 per cent
resistance.
It is drawn for the correct accelerating time on
each notch arid it will be noted that these times are
in proportion to the ratio of the resistances.
The usually accepted formula for this curve is
n l
Ratio =
~ I( total resistance \
kmotor resistance/
where n = number of notches.
ANDERSON : ELECTRIC MOTOR STARTERS.
624
Fig. 2 shows the effect of overestimating the motor
resistance; if the actual resistance is lower than
expected, the current-rush on the last notch may be
excessive and sufficient to bring out the breaker; the
operator may wait on the second last notch for an
indefinite period but the breaker will still come out.
Incidentally it gives a curve which is typical of
" natural irregular acceleration " ; " natural " because
the valleys fall to the running torque and cannot go
140
130
deliberately to underestimate the motor resistance,
and this frequently means the addition of another
notch or two on the starter, with correspondingly
increased selling price if the larger dial will go in the
same frame, and a very greatly increased price if he
has to use the next larger frame.
There is no correct number of notches for a given
horse-power because, as a general statement, the greater
the number of notches the better the starter, but there
is a minimum which should not be exceeded. The
current peaks actually found are never so serious as
calculated, especially with series motors, for several
reasons, the main reason being the inductance of the
windings, particularly that of the field winding, and
this has proved the salvation of many starters. So
much is this the case that a 5-h.p., 440-volt series motor
running on a friction load equal to full-load torque
may be switched on and reversed without a starter
and without injurious currents or sparking at the
commutator. It would be quite another matter if the
load had high stored energy, necessitating starting times
in excess of the time-constant of the circuit.
Fig. 3 shows a better example of natural irregular
HO
Steady running _
torque and current
12
16
20
Seconds
FIG. 3.Torque/time and speed/time curves for 7-notch
starter passing 100 per cent current on first notch,
with motor having centrifugal-pump load starting at
7J- per cent and rising to 100 per cent. Stored energy :
l"000 ft.-lb/.b.h.p. Motor resistance : 8-8 per cent.
lower, and " irregular " because the peaks are of unequal
value.
It is essential to know the motor resistance, that is,
the resistance of field and armature for a series motor,
and of armature only for a shunt motor. By armature
resistance is meant the total resistance including brush
gear, commutator and connections, yet even to-day it
is not always easy to obtain this information from the
motor makers, and a few years ago they seemed to
think they were parting with a vital trade secret when
they gave it.
The starter maker, in the absence of these data, has
20
25
30
Seconds
FJG. 4.Torque/time and speed/time curves. Conditions
as in Fig. 1, except that motor load is 10 per cent.
acceleration ; it is drawn for a centrifugal pump load
starting at 7 per cent and ending at 100 per cent.
Figs. 4 and 5 show the same starter on light and
heavy loads respectively, with natural acceleration
and the same stored energy, and it will be seen that
the initial current on the first notch remains as before,
but that the peaks and valleys are different and the
acceleration is natural regular only after the first
notch.
Fig. 6 is an example of forced regular acceleration
for the same starter as in Fig. 1, but used on the load
shown in Fig. 4, transition being made from notch to
ANDERSON : ELECTRIC MOTOR STARTERS.
notch, not when the valley has fallen to the running
torque but prematurely when it has fallen to only
66 * 6 per cent of this value; the current falls to the
running current only on the last notch when all the
resistance is cut out and the operator can no longer
influence the acceleration. The stored energy is 1 000
ft.-lb. per b.h.p. as before, but owing to the increased
torque available for acceleration the total time is
reduced to about 7 "06 seconds instead of 45*75 seconds
in Fig. 1. An ammeter should be installed with a
red mark at the valley current when it is desired to
operate a starter in this way, and the operator then
traverses the contacts at the right time by passing
625
Before leaving this part of the subject Figs. 8, 9
and 10 should be studied. They have been drawn
for a 15-h.p. Westinghouse motor on a crane. The
size of the motor was calculated on the basis of 10 foottons per b.h.p. and the gears were somewhat more
efficient, thus making full hook load equal to 90 per cent
of motor torque. The resistance passed 62 per cent
current (equivalent to 50 per cent torque) on the first
notch, and a ratio of 2*07 was taken.
Fig. 8 assumes full hook load and an automatic
contactor controller with current relays on all notches,
140
130
120
110
100
Sp-6
90
80
-S-i
I-SH
70
1H
60
50
g 40
20
10
Seconds
10
15
20
25
30
35
40
45
50
FIG. 5.Torque/time and speed/time curves. Conditions as
in Fig. 1, except that motor load is 90 per cent.
FIG. 6.Torque/time and speed/time curves. Conditions as
in Fig. 4, except that starter is operated to give a peak
on each notch equal to that on notch 1, with consequent
" forced regular " acceleration.
from notch to notch when the current falls to the
mark.
Fig. 7 is an example of forced irregular acceleration
and is typical of centrifugal hydro-extractors; it is
" forced " in the sense that the valleys are never
allowed to fall to the running torque, and it is " irregular " in that the peaks and valleys are unequal.
Many highly instructive examples could be given,
particularly those for reversing rolls driven by alternating-current motors where reversal is required in
the shortest possible time, the motor alternately driving
and braking, but that instinctive knowledge of starting
conditions which is essential for the starter maker can
only be acquired by each designer working out a series
of diagrams for himself until it becomes second nature
to visualize the curve and say offhand what proportions
must be used for the job.
except notch 1, set for 92 per cent current, equivalent
to 90 per cent torque. No motion results and the
second notch is immediately cut in, the subsequent
automatic operation being as shown, the acceleration
being natural regular, and each relay operating in
turn when the current falls to 92 per cent. The total
accelerating period is about 2*01 seconds.
Fig. 9 is for the same controller hoisting empty
hook, the load torque being 5 per cent, assuming the
relay on the first notch to be set for 36 per cent current
(equivalent to 20 per cent torque). The total accelerating period up to full speed (273 per cent) is about
3-12 seconds, and the acceleration is forced irregular.
It will be noted that on the first notch the speed rises
to about 77 per cent. When the relay operates, the
current rises to only 74 per cent, and as this is less
than the setting of the relay on notch 2 the contactor
Seconds
ANDERSON : ELECTRIC MOTOR STARTERS.
026
causing the next relay to operate, so that in effect the
controller changes from notch 1 to notch 4 in one step.
A great deal has been written on the relative merits
operates immediately to cut in notch 3, thus sending
the current up to 1545 per cent. A curious effect
now takes place, as the field builds up, the back
225
Load current rises from 37-5% to 64%
-loo sees, on starter, 125 sees, after
attaining last notch.=225 secs.=
3-25rains, total.
-Another size of motor with another
make of starter gives 2 mins. on starter,
4 mins. on last notch=6 mins. total.
This curve does not
steps, as it was obtained bj
means of a revolution '
1
1
1op>
counter,not a speed indicator.
1 Accelerating after'
erating resistance cut-out
on starter
Slow running for chargi
100
150
200
250
300
350
400
150
500
Seconds
550 600
FIG. 7.Speed/time and current/time curves for centrifugal hydro-extractor ; 48-inch basket.
270
240
T3
4) 2 1 0
Cont actor controller with current
relays set for 92%/ = 90%7I
Westinghouse
motor, i5h.p.,4oovolts,
675r.p.m.,14-hour rated. Armature ~
resistance 4%. Field 4-8%. Stored
energy i3oft-lb./b.h.p.at full speed
Hoisting controller passing"
62%/= 50% Ton first notch
% res. 1-61
0-775
0375
0-188
Curves are for
motor on normal
full load = 90%
rated full load
0-088
VA! = 87-03
^VA=69-18VM= 91-43
1-2
1-4
2-4 _
Seconds
FIG. 8.
electromotive force rises and the motor must slow
down to 74 per cent speed, or, alternatively, one may
say that the motor continues to run at 77 per cent
speed and the current drops at once to 92 per cent,
of current relays and pressure relays, and Fig. 10
has been drawn assuming pressure relays across the
armature.
Fig. 8 shows that the relays on notches 2, 3 and 4
ANDERSON : ELECTRIC MOTOR STARTERS.
627
300
0-2
0-4
0-6
0-8
1-0
1-6
1-2
1-8
2-2
2-4
2-6
2-8
Seconds
FIG.
9.
300
Steady r u n n i n g speed
Conditions as foi Fig. 8., except that
voltage relays are used instead of
current relays.
That on Notch l is set for 20 %
armature volts; on Notch 2 for 32-48%;
on Notch 3 for 69-ia % and on Notch.4"
for 87-03%.
Curves are for motor on 5% load
Steady running
I
torque
Steady running
currents
0-2
0-4"
0-6
0-6
1-0
1-2
Seconds
FIG.
10.
1-6
2-0
2-2
30
3-2
3-4
ANDERSON: ELECTRIC MOTOR STARTERS.
628
must be set for 3248, 69*18 and 8703 per cent pressure respectively to realize that diagram on full load,
and it would seem that there is no advantage in a
pressure setting versus a current setting; on the contrary the relays must be more difficult to standardize,
wind and adjust.
It has been assumed in Fig. 10 that the pressure
relay on notch 1 is set for 20 per cent, simply because
it must be set for less than notch 2. Again, there
seems nothing special to the advantage of a pressure
relay, because Fig. 10 would be realized by a current
relay on notch 1 set for 51 per cent current instead of
36 per cent as in Fig. 9.
The shorter accelerating period of 2"04 seconds is
not due to the use of pressure relays.
Figs. 8, 9 and 10 were drawn for a 5-notch controller
instead of the 7 or 8 notches that would be used with
a hand-operated controller, because it is customary
to give few notches on contactors on account of the
high cost and complication with many notches. Comparing Figs. 5 and 8 the peaks are 135 and 192 respectively.
Reverting to Fig. 1, it is necessary "to indicate how
the accelerating torque over the period is determined.
If the running torque is 66 per cent the excess torque
in the time available for acceleration is represented by
the area of the peaks, and roughly it will be found
that the average over the period works out at onequarter of the excess of the peak over the valley, giving
in this case
100 - 66
= 85 per cent
If this value is inserted in the formula given on page 623,
A,{ = 83
, ., X 55_ X ->
05 = 43'8 seconds (approx.)
\ -f
/
connection, it is far better for the user to state in plain
language what he desires to do and give the salient data
of the machine he wants to start, than to draw up
elaborate specifications full of annoying and useless
restrictions.
Up to the present the number of notches has been
considered only in their relation to the current and
torque curves, but sometimes a far more important
point arises which necessitates lower ratios and extra
notches in the first part of the resistance, and that is
the breaking capacity of the starter from notch to
notch and from the first notch to the " off " position.
The starter may break the current from notch to
notch quite easily, but the wear and tear may be excessive, particularly with brush-type contacts which are
very easily roughened and destroyed.
The block or roller type of contact has many
advantages, but the relations between the mechanical
pressure, mass and radiating surface have to be gone
into very carefully by each maker for his own type
of contact; the area of the surfaces actually in contact
is a secondary consideration with this type.
Such considerations are better dealt with in a paper
on switchgear, as they entail a great deal of careful
investigation which is particularly irritating because
it is difficult to get consistent results, and it is proposed
to refer to them only very briefly here.
It has been found that, as a working basis, the
breaking capacity required from notch to notch i.s given
by the maximum current at the maximum pressure ;
thus if on notch 2 the current is 10 amperes and the
starter arm is moved back to notch 1 and a difference
of potential of 10 volts is established between notches
1 and 2, the breaking capacity of the gap should
be sufficient to deal with 10 amperes at 10 volts, not
100 watts, because this has no meaning when talking
of breaking capacity ; a given switch may break
100 amperes at 100 volts quite easily and fail on
20 amperes at 500 volts. The law connecting amperes
and volts for a given quick-break switch and a given
breaking distance in air is of the order of
In Fig. 6 the peaks and valleys are the same, giving
8 3 per cent effective torque, but the load torque is only
10 per cent, giving an excess of the valley OVQT the
load of 56*6 and making the average effective acceler(Amperes)2 F (Volts) H 1 ' 5
ating torque 64"9 per cent up to the second last saw
(Amperes)! L (Volts) 2 J
tooth ; the average of the last saw tooth, falling to
10 per cent torque, should be worked out separately.
Tests with magnetic blow-out give a different series
The time on the last notch does not affect the resistance, of results as regards separation of the contacts, but
because it is all cut out, and particular attention need similar as regards arcing distance. Every switch has
only be paid to it for loads similar to those given by magnetic blow-out to a greater or less degree, and it
hydro-extractors (see Fig. 7) where the total accelerating is not easy to estimate the allowance to be made.
time is of importance and the time with all resistance The only way to obtain reliable results is by exact
cut out is a considerable percentage of the total.
measurements of a large number of photographs of
If current and torque are taken as synonymous the the arcs taken at right angles ; comparisons made by
heating current is the constant part plus the R.M.S. eye are entirely misleading.
value of the saw teeth ; if they are not synonymous,
At the " off " position, two conditions have to be
separate current curves have to be drawn.
considered ; first, making and breaking on the first
It nvust be remembered that no claim for accuracy is notch, with the motor " stalled " ; and second, breaking
made for these calculations ; they simply show a means to " off " position when the starter arm is allowed
of rapidly determining in a commercial manner the to fly back from the full " on " position.
general proportions of starters for different classes of
In the first case, the power to be broken is the
work ; when so much is open to doubt, from the data current on the first notch at line pressure. This is
supplied by the motor maker to the requirements an extremely onerous condition, particularly as the
stipulated by the user or his consulting engineer, circuit is inductiveindeed, so onerous that no ordinary
.extreme accuracy is merely a waste of time. In this starter should be subjected to it; a starter should be
ANDERSON : ELECTRIC MOTOR STARTERS.
used for starting and a breaker for breaking. " Inching " in this way should be done by means of the
breaker with the starter permanently on the first notch ;
the breaker is expressly designed for the purpose and
fitted with spark tips readily accessible and cheaply
and easily renewable*
If the motor is still " stalled " on the second notch,
the power broken in passing back from notch 2 to
notch 1 is a very large percentage of full load and it
becomes very difficult to break this load in the small
distance between the notches. It is true that certain
special starters are designed to meet these conditions,
but none the less the starter is the wrong place at
which to break load.
In the second case, practically no load is broken ;
if the motor is running on full load generating 90 per
cent back electromotive force, the pressure driving the
current is only 10 per cent; if all the resistance of
the starter, say 100 per cent, is suddenly inserted,
the current falls to 10 per cent and the difference of
potential at the moment of break is 10 per cent, so
that the amount to be broken is 10 per cent amperes
at 10 per cent volts.
It is well worth while to experiment with a 5-h.p.
motor and note the different arcs obtained on breaking
with and without the line resistance when the motor
is loaded with a pure friction load which has no inertia,
and also with a load having high inertia, and then
with the motor " stalled."
The pros and cons of magnetic blow-out or breaking
under oil, and the laws connecting amperes, volts,
breaking distances and breaking speeds, are too complex
to be dealt with in this paper ; suffice it to say that
the starter maker has to study them exhaustively
before he can be confident of his product.
The next stage in the development of a starter is to
determine the form which the resistance elements
shall take, the way they are to be supported and
cooled, and how the taps are to be taken off, etc. Then
comes the real difficulty, that is, the rating of the
element.
Rating falls into two main divisions, continuous and
intermittent. Continuous rating need scarcely be
considered in the case of a pure starter, as it aiTects
speed regulation only, but some starting conditions
require a slow-running period prior to accelerating to
full speed, and if the elements have low specific heat
the rating becomes practically continuous. The continuous rating of a i element offers a fairly difficult
problem.
The main requirement for a continuously rated
resistance is the ability to dissipate energy with a
reasonable temperature-rise. The ratings vary with
every method of construction and with the assembly
and materials used, and it must be understood that
the following remarks apply to the type of element
with which the author is most familiar. It consists
of a wire of high-resistance alloy, with negligible temperature coefficient, wound on a stoneware cylinder
having a spiral groove that supports the wire throughout
its length. This wire is used partly because calculations show that the more costly the wire the cheaper
the whole assembly; the use of much cheap wire,
VOL. 60.
629
such as iron, entails a larger frame, and the cost of the
frame is generally greater than the element it contains.
The other reason is that, having gone to all the
trouble described in this paper, one does not like to
feel it is largely useless on account of the variation
of the resistance with temperature, particularly when
dealing with creeping-speed controllers for foundrycranes where the resistance values have to be determined with greater accuracy to obtain the specified
speeds.
When stainless steel was introduced many people
were anxious to use it in starters, but its temperature
Lines 33-5A & 39A
are averages for
the fall-size elements,
and
lines 33-8A & 39-5A
are averages for
the half-size elements
200
600
700
FIG. 11.Temperature-rises on resistance elements.
vertical, continuous rating. *
Units
100
Temperature-rise 'in degsJ F.
coefficient is high and it corrodes easily once a scale
has been formed by heating, and breakages develop
if the wire is slightly nicked. The temperature coefficient of stainless steel is about 0*001212 per degree F.,
which means 1#4 times the initial resistance at 350
degrees F. rise. This is a great deal better than mild
steel, the temperature coefficient of which is 0*00345,
giving 2*2 times the initial resistance with the same
temperature-rise, or a resistance wire used by a wellknown maker which gives 2*4 times the initial
resistance.
In the case of continuous rating, the temperaturerise obtained depends primarily on the watts dissipated
43
630
ANDERSON: ELECTRIC MOTOR STARTERS.
per unit surface of the wire ; on the way the wire is
shielded by the supports and frame ; on the proximity
of one turn to another ; on the number of turns vertically above each other ; on the horizontal distance
apart of the elements ; and on the side draughts which
are difficult to exclude while permitting free access
of air. The slightest shielding or side draught causes
the temperature to rise or fall very erratically, yet
the conditions existing in still air must be taken as the
basis, for there is no alternative.
Curiously va^ing results are obtained with low and
high final temperatures, owing to the different radiant
and another set of half the wound length were assembled
similarly. Currents of 33 5 and 39 amperes were put
on the longer set, and 33'8 and 395 amperes on the
shorter, and the temperatures at numerous points
from top to bottom were taken by thermometer with
great care when a steady state had been reached. It
will be seen that the highest temperature-rise occurs
at the middle of each element, whether long or short;
that the temperature-rise at the middle of the short
element is roughly the same as that one-quarter the
way up the longer one ; and that the temperatures from
element to element do not add up. Much the same sort
Unit horizontal
Temp.-iise of element/Temp.-rise
Unit horizontal
.-rise of element/Temp.-rise at
vertical
/
horizontal
Unit vertical
osite top
of element
0-25
1-0
1-25
.-rise & distance from element
Unit horizontal.
/Temp.-rise&distduce
from element.
Lee side Weather side Unit vertical.
Inches from element
40
60
80
100
120
Temperature-rise in degs.F.
FIG. 12.
components at the two temperatures, and quite different
results are obtained if the element is horizontal instead
of vertical, even when the total wire surface swept
by the air is equal in both positions.
Calculations based on the formulae accepted for
natural draught in chimneys or ventilating shafts in
mines would appear to apply, but this is not the case,
and a curious effect occurs for which as yet there is no
explanation.
It is shown in Fig. 11 ; a number of resistance
elements 1\ inches long over all, and about 6 inches
wound length, were assembled vertically on a central
iron rod and centred by means of stamped steel spiders,
of phenomenon occurs with elements immersed in oil,
in which case there can be no side currents caused
by an external agency.
The temperature-rise observed at the top of the
oil depends also on the head of oil above the elements.
The horizontal distance apart affects the temperaturerise, partly by radiation from one unit to another,
and partly by each unit working in air heated by convection from its neighbour.
Radiation curves are given in Fig. 12, and it is
interesting to note that, with the element vertical,
a layer of air about 1/16 inch thick is very nearly at
the temperature of the element, while there is no
ANDERSON: ELECTRIC MOTOR STARTERS.
similar layer with the unit horizontal. The curves
indicate that columns of elements should be about
1 inch apart.
The temperature-rise of the frame is asked for in
some specifications ; it is an extremely doubtful figure,
but can be taken very roughly as being one-third the
temperature-rise of the elements.
Tests on a resistance element 2\ inches diameter and
7 j inches long totally enclosed in sheet asbestos, black
sheet iron unpainted, and bright tinned sheet-iron
covers 4 | inches diameter and 10 inches long show that
the effect mentioned for air-cooled resistances shielded
from side draughts is considerably modified.
With asbestos, the top and middle temperatures of
the element are equal and are about 50 per cent in
excess of the temperature-rise of the bottom of the
element.
With black iron, the top temperature-rise is about
5 per cent in excess of the middle, and with bright
iron the middle temperature-rise occurs about midway
between the top and bottom temperature-rises.
The extreme range of temperature is about the same
percentage whether the element is air-cooled or enclosed.
Table 3 shows other interesting ratios.
631
bulb fits loosely on the other side and opposite the
middle of the element, the temperature-rise indicated
by the thermometer may be varied from 50 to 75 per
cent by closing one or other of the little holes.
The effect of shielding by the supports is curious
and perplexing and makes it so difficult to predict a
B was placed
as close as
possible to C
TABLE 3.
Heating.
Ratio of Watts to obtain the same Temperature-rise of the
Element at the Hottest Part.
Air-cooled
In asbestos
cover
In black iron
cover
In bright iron
cover
10
0-56
0-45
0-35
Cooling.
Ratio of Times for Temperature of the Element at the
Hottest Part to fall from 400 degrees F. Rise to
100 degrees F. Rise.
Air-cooled
In asbestos
cover
In black iron
cover
In bright iron
cover
1-0
1-48
1-9
2-4
The table shows that if a correctly rated aircooled resistance is enclosed in a black iron cover
45 per cent of the watts rating may be put on it, and,
if the starting is cyclic, the cooling period must be
extended 90 per cent.
The temperature-rise of the cover at the hottest part
is equal to that of the element at its hottest part,
multiplied by the ratio of resistance wire surface to
cover surface.
It might be mentioned, as an instance of the difficulty
in getting consistent results, that if small holes inch
diameter are drilled in the enclosure opposite the
bottom, middle and top of the element, and a thermometer is hung in a small aperture into which the
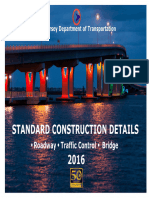
FIG. 13.No. 1/1 oil starter. 6 100 watts per phase.
30
sees. " on " ; 7 mins. " off." 335 watts/in.2 surface
of wire. 1-68 turn pot per phase wound with ]23 turns
16 S.W.G. "Hecknum." Tank capacity 1 370 3in. gross,
or 103 in. per
1 inch depth. Each pot 40'5 in. (approx.)
or 5" 69 in.3 per 1 inch depth.
Oil to top of pot
= 64-8 in. s
Top of pot to C = 75-1 in. 3 8
C toD
= 150-2 in. 8
D to E
= 1 2 9 - 0 in.
OilE t o S = 140-0 in. 8
S to F 169- 5 in.
Slate
= 77" 5 in.' (approx.)
temperature-rise from tests with one section in a given
groove, and for other sections in other grooves, that
the only practical way is to test out each section
separately.
Such are the difficulties with continuous rating.
Those with intermittent ratings are vastly greater,
because if the heating is complex, the cooling is equally
ANDERSON: ELECTRIC MOTOR STARTERS.
G32
so, and heating for one short period with cooling for
a different period makes the problem one of the most
difficult that can be imagined.
An intermittent rating depends on the watts which
will raise the temperature of the unit during the heating
period the same number of degrees that it cools during
the cooling period.
An element with high thermal storage, i.e. specific
heat multiplied by weight, is a desideratum for infrequent starting, say once every 4 hours, and the
ability to get rid of the heat is not very important.
Consequently, resistances embedded in ceramic material are attractive at first sight, and experimental
resistances have been made which will absorb a large
number of watts for 10 seconds with a current far
beyond the fusing current.
Some of the earliest forms with wire embedded in
enamel are still in use, but they have never become
very popular.
It seems going rather far to have one type with low
thermal capacity and high dissipating capacity for
continuous rating, another with high thermal capacity
and poor dissipating capacity for infrequent starting,
and a third intermediate type for running on a consecutive cycle. The element already described is a
satisfactory compromise; it dissipates heat readily
because the spirals are scrubbed by the air or oil, yet
it has a high thermal capacity because the spirals are
in close contact with the stoneware. The intermittent
rating of such an element constitutes a very interesting
problem, but it would be of no general utility to go
deeply into this as all the results would apply only
to this particular form.
The following figures show the degree of accuracy
which can be obtained in the more simple case of the
heating of totally-enclosed direct-current brake magnets.
A single heating and cooling test was made on an
experimental magnet; a method of calculating was
developed and the final designs were rated from the
drawings.
Shunt Magnets.
Size
Time rating from drawings
min.
3
2
1
15
30
60
Time rating on test
min.
sec.
14 58-3/5
30 55
70
Series Magnets.
Size
3
2
3
Time rating from drawings
Time rating on test
min.
min. sec.
15
30
60
13 5
28 45
60 20
One of the difficulties here is that with shunt magnets
the number of watts falls as the temperature rises,
while with series windings the watts rise with the
temperature.
It may be said that it is possible to utilize the whole
of the thermal storage of the pot, but this is inadvisable
with the smaller sections of wire because the temperature of the wire varies greatly; where the wire is in
close contact it may be at pot temperature, and inch
further along where it is not in such intimate contact
it may be nearly red-hot.
Under oil there is really no limit except the fusing
current, but in practice the limit which has been adopted
is that current density which produces marked discoloration due to contact with the oil, and also that
temperature-rise which leaves a good margin below
the flash point of the oil.
The study of oil-immersed resistances is full of difficulties and perplexities, and yet starters are rated on
the basis of watt-seconds and the specific heat multiplied
by the total weight of the oil. This might be correct
if the whole of the oil were in intimate contact with
the resistance element, but this is not possible in
practical designs.
Fig. 13 shows a standard three-phase rotor starter
with three elements, i.e. one element per phase, and
a series of brass pockets soldered into the side of the
tank. A drop of mercury was placed in each pocket
to give good contact with the thermometer which each
contained; and Fig. 14 shows the results obtained
with 6 100 watts per phase, 30 seconds " on " and 7j
minutes " off," with 335 watts per square inch surface
of wire. Full particulars are given of the test, but
many such tests must be made before a working theory
can be deduced.
An interesting point to note is the lag of the temperature-rise after switching off. This is perhaps more
clearly shown in Fig. 15 which is drawn to compare
the results of an element wound with many turns of
thin wire, with those on one wound with a few turns
of thick wire.
An attempt to study exactly how the heat is transmitted from the wire to the oil near the wire and thence
through the body of the oil, formed an interesting
investigation. It was thought that a study of the
behaviour of water with coloured particles in suspension
would be useful, but so many problems were introduced
due to air in solution and boiling that this study was
not followed up.
One method of tracing the diffusion was by means
of little clouds of coloured ink, but the method gave
little result because the clouds dissipated imperceptibly.
Pure cooling tests, as apart from diffusion, took a
long time ; it may seem easy to say that the heat loss
is so much per square inch of surface, but questions
that arise are : What is the cooling surface; what is
the effect of fins, vertical and horizontal; and are
there any correct proportions ?
Even so simple a thing as the determination of the
specific heat of the oil used offered difficulties, and
widely varying results were obtained according to the
method used. In addition, considerable care has to
be taken to obtain a reliable figure.
It would take up too much space to go into the
question fully, particularly as the worked-out results
ANDERSON : ELECTRIC MOTOR STARTERS.
apply only to the shapes and sizes of tanks adopted
as standard, and as the whole investigation was conducted by rough-and-ready workshop methods without
any pretence at scientific accuracy.
The results were checked by comparison with similar
tests with water covered with a film of oil to eliminate
error due to evaporation and subsequent condensation
on the sides of the tank above water level.
The paper on " Heat Losses in Steam Transmission "
by W. C. Cathcart, read before the American Society
of Naval Engineers and reprinted in Cassier's Engineering Monthly, proved very useful and it should be studied
633
below the maximum. If, for example, a certain element
reaches the maximum temperature-rise with 20 amperes,
and the next smaller with 15 amperes, the motor horsepower corresponding to 16 amperes, the 20-ampere
element must be used and the temperature-rise will be
only 64 per cent of the maximum.
When it is remembered that the temperature-rises
accepted as standard are 350 degrees F., and sometimes
only 200, degrees F., it is obvious that these maxima
are far too low and should be more nearly 600 to
700 degrees F., particularly for elements consisting
only of metal and china.
180
Temp, rise at end of each
cooling period, and inches
from top of oil:
50
55
60 Minutes
9 Inches from top surface of oil
FIG. 14.Heating tests on oil-immersed resistances arranged as shown in Fig. 13.
very carefully by anyone attempting to rate air-cooled
or oil-immersed resistances. It would be far better
to rate resistances in the same way as motors and
brake magnets, that is, by a definite temperature-rise
in a definite time, and then to work out curves for
cycles so that the capacity on any given cycle could
be read off. The next step, after rating the resistances
on a more or less rational basis, is to arrange the results
in tabular form suitable for the salesman, and there
again another difficulty arises. The currents corresponding to the standard direct-current motor horse-powers
rarely agree with those which give the maximum permissible temperature-rise of the elements, so that, for
the most part, the resistance units are running far
A table of horse-powers and resistance sizes correctly
worked out presents the apparent paradox of the smaller
horse-power frequently requiring the larger and more
costly resistance; a correctly worked out table is
practically impossible for alternating-current slip-ring
motors, because there are no standard full-load rotor
currents. These currents vary enormously for the
same horse-power from one motor maker to another,
and from Continental to British practice.
One result of such low standard temperatures is
that British gear is practically unsaleable on the Continent and in South America, and in pre-war days was
very difficult to sell in the Overseas Dominions against
German and American competition. The same remark
ANDERSON: ELECTRIC MOTOR STARTERS.
634
applies to cable connections and switchgear generally.
The waste of cable in connecting starters is sometimes
grotesque ; people study the I.E.E. Wiring Rules and
use those sections specified, irrespective of the time
rating and normal working conditions. They seem to
forget that these Rules are based on an extremely
conservative temperature-rise, considerably lower than
that adopted by the French, Germans or Americans,
and are for rubber-covered cables, covered up and run
for sufficient time on the rated load to produce the
final steady temperature ; they seem to look only at
the figures for rubber and to ignore the tables for other
materials. The figures are applied to short lengths
of cable on switchgear freely exposed to the air and
with considerable end cooling, and to short-rated
starter connections without discrimination.
It is customary, on industrial switchgear, to order
panels for a current in excess of the maximum it is
100
^*
ho 80
3
/
/
% 60
/
40
5 20
0
1
20
60
80
100
120
WO
160
180
Seconds
Fro. IT).Heating tests on oil-immersed resistance elements.
Tests 1 to 4 : 68-turn pot filled with 21 S.W.G. Heckaum.
(1) 3 520 watts 67 watts/in.Surface.
(2) 3 910
^75
3) 9 200 .* 175
(4) 20 769 ---* 410
Tests 5 and : 31-turn pot filled with 11 S.W.G. Hecknum.
Test 5 : 11 500 watts =- 133 watts/in. 8 surface.
,, 6: 20 000 ,, 1 =- 293
: \ O T E : Watts/in. surface not quite in ratio of total watts, owing to slight
differences in resistance. 10-second heating period.]
likely to be required to carry, and sometimes the next
larger size is put in for mechanical reasons. Cable
sections corresponding to the maximum capacity on
a low basis rating are insisted upon.
An inspection of any standard gear by a good maker
will show what a very large amount of the total space
is taken up by the cables, their sealing and clamping
of armour and connecting up, and what a relatively
small amount is taken up by the part doing useful work.
Standard lines of competitive industrial switchgear
have to be based on the average requirements of the
average user and should not be expected to comply
with exacting specifications.
The remarks on step-by-step starters apply generally
to both alternating and direct current, but starters
for alternating-current motors present certain problems
peculiar to themselves. The resistances are generally
connected in the rotors of slip-ring motors, but they
may be, and sometimes are, connected in both rotor
and stator. They are connected in the stator of
squirrel-cage motors.
Resistances in the rotor may be cut out of each
phase equally or unequally and may be either star- or
delta-connected ; the former is the more usual.
Balanced rotor currents and resistances cut out of
each phase equally and practically simultaneously
must be used when the maximum motor torque is
desired, and for speed regulation at or about full load
for long periods.
Unbalanced rotor currents with resistances cut out
of each phase unequally and at different times may
be used for starting at less than the maximum torque
(the pull-out torque) or for speed regulation for short
periods at or about full load, and for continuous speed
regulation at, say, ^ load and less.
The amount of out-of-balance current determines the
number of notches, but the standard formula for directcurrent and balanced alternating-current starters is
applicable to alternating current unequally cut out,
with certain reservations.
The current-rush from notch to notch is of relatively
small importance ; it is important, of course, but the
basis of the starter proportions must be the permissible
out-of-balance current.
There is no correct number of notches for alternatingcurrent starters, but the greater the number the better
the performance of the starter or controller.
It is far more difficult for the user to appreciate the
effect of increased notches and diminished out-ofbalance rotor currents, because the rotor out-of-balance
current is not shown as being out of balance on the
stator ammeters, whether the stator is star- or deltaconnected.
The following table shows the stator and rotor
ammeter readings for various values of rotor resistance.
TABLE 4.
Rotor amperes in phase
10
40
22
6
38
33
44-5
44
53
59
70
77
26
35
49
39
12
34
12
22
37
42
65
3
32
18
64/96
(swinging)
36
35
19
37-5
32
33
25
10
80
Stator amperes in phase
5-5
6-8
10-5
14
14-5
15
16
16-3
18
19
22
23-5
6-2
7-5
10/13
6-2
7-4
10/13
(swinging)
(swinging)
15
15-8
16
16-9
17
18-8
20
22-6
24-5
14-5
15
15
16-5
16-7
18-8
20
22-5
24-5
Stator : delta-connected.
Rotor : star-connected.
Rotor resistance : star-connected.
Full-load stator current: 30 amperes.
ANDERSON: ELECTRIC MOTOR STARTERS.
It will be noticed that the rotor out-of-balance current may be so great that the motor is running as
practically a single-phase rotor, but the stator currents
are nearly balanced. This balancing transformer effect
is so great that even the rotor current-rushes on changing
from notch to notch are averaged and represented in
the stator by quite small swings.
The ammeters are marked as swinging in the third
test; this effect is very marked with a small rotor
resistance on light load, and constitutes a serious trouble
when relays are connected in the rotor ; it is more
apparent with certain sizes of motors and certain makes
than with others, and in some cases the peaks are well
over 200 per cent full-load current even with the motor
doing little mechanical work.
An exact knowledge of the rotor resistance is perhaps
not so essential with alternating-current as with directcurrent motors, but it is very useful to have.
There are probably many ways of calculating the
notches and sections for unbalanced resistances, and
the author has used several from time to time with
more or less satisfactory results, but eventually an
original method was developed and checked by the
test given in Table 5 ; the tester was simply told to
insert the resistances given, put on load to obtain 10
per cent speed and take the readings.
The fact that the observed results agree so well
with those expected is largely due to the exceedingly
complete data supplied by the motor maker.
The method now in use was developed by the author's
assistant, Mr. Fox, and was adopted as being more
simple; it is best described in his own words as
follows :
" The method of stepping the resistances for use
with a three-phase rotor starter or controller cutting
out unequally, i.e. phase by phase and not all
phases simultaneously, is based upon the fact that
when three resistances of values R, TcR, and h2R, are
inserted in the rotor circuits, the motor will behave
both mechanically and electrically (as regards the
stator) substantially as though equal resistances of
value hR were used in each phase. The current in
the phase containing resistance Jfc2i2 will be 1/fcth of
that in the phase having resistance R in circuit.
" Let us consider the case of an 8-notch starter to
pass current giving 100 per cent torque on the first
notch, for a motor having 10 per cent rotor resistance.
TABLE
635
If it were of the equally-cut-out type, the resistance
per phase would be stepped as follows :
Per cent
Per cent
i2x
R2
i?3
Ri
#5 =
RQ =
R7 =
i?8 =
= 100
= 72
= 51-9
= 37-3
26-9
19-4
13-9
10 (rotor winding)
the formula on page 623 being used, and the ratio working
out at 1-39.
" Suppose now that in the rotor phases D, E and F,
resistances of values Rit i?2> a n d R3 respectively were
inserted. As shown above, results equivalent to using
resistances R2 in each phase would be obtained, with
an out-of-balance ratio of 1-39. If resistance RL were
then changed to value Rit results equivalent to using
resistances i?3 in each phase would occur, still with an
out-of-balance ratio of 1 39. Similarly, by successively changing the highest resistance value to that
below the lowest in use, a starter giving results equivalent to those of an equally-cut-out type will be obtained.
Obviously, to obtain the effects of resistances of value
R1 in each phase, values of 139, 100, and 72 per cent
resistance will be necessary.
" The last notches require a little further remark.
If, for reasons of manufacturing convenience or the
like, it is desirable to cut out one section at a time
throughout, the last 3 notches will be cut out thus :
Notch
(a)
(b)
(0)
Phase D
Phase E
Phase F
Per cent
Per cent
Per rent
19-4
10*
10*
13-9
13-9
10*
10*
10*
10*
* All external resistance short-circuited.
Notches (b) and (c) give rise to diminished peaks as
compared with the other notches, due to the out-ofbalance conditions being changed. Notch (b) may, in
fact, be eliminated, the last notch short-circuiting the
two remaining resistances simultaneously, and giving
a peak equal to the peaks on the previous notches.
That this must be true will be seen from the fact that
when considering the equivalent equally-cut-out starter,
the penultimate notch requires 13-9 per cent resistance
5.
Notch Number
Stator Current
Expected
Obtained
Rotor CurrentExpected
Obtained
Speed
Expected
Obtained
Torque
Expected
Obtained
44-0
44-6
Per cent
55
55
Per cent
66
66
Per cent
73-5
73-1
Per cent
92
91-5
30-5
30-5
10
10
40
40
66
66
3175
31-75
10
9-85
59 , 75-1
59 75
51-9
52
10
9-85
60
60
94
94
56
55-2
5
Per cent
113-5
l]2-5
99
99
132
132
58
57-9
10
10
9-85
9-85
1
40
40
51-9
51-9
67
68-5
87
95
112
121
125
125
Resistance specification.
Values in ohms.
Rotor volts between rinps 1 3 8.
Motor: 25h.p., 440 V., 3 ph.,
25 ~ , 750 r.p.m., synchronous
speed.
636
ANDERSON: ELECTRIC MOTOR STARTERS.
winding. In consequence the dimensions become considerable ; the iron, surrounded as it is by the coil,
is in a bad position for heat dissipation.
Another trouble, more apparent with infrequent
starting and non-reversing motors where the choking
coil is short-circuited at full speed is that, if the choking
coil is small, as it may be for infrequent service, the
copper voltage-drop is considerable and the currentrush on short-circuiting is very high if there is an appreciable load on the motor.
It would seem that a better result would be obtained
equivalent resistance
by the use of a true auto-transformer, with more or
Ratio = n~2i
rotor resistance per phase
less laminated cores, which would supply current at
and a specification drawn up as for the phase resistance low voltages to a massive resistance element capable
of an equally-cut-out type as shown in Fig. 16, noting of being run at a high temperature, say 600 F., without
that the equivalent resistance is used on the second risk of damage to the windings ; the auto-transformer
step [hence the term (n 2) in the formula]. The could be designed for any convenient loss, and the
required torque obtained by adjusting the resistance.
first step is given by
At standstill the choking coil is subjected to full
Equivalent resistance X ratio
rotor pressure at line frequency ; at full-load speed the
" If the notch (b) above is dropped, as suggested, the voltage and frequency are those due to slip, say 3 per
cent, and on reversal of the stator at full speed the
formula becomes
frequency and voltage are double the normal values ;
equivalent resistance
as the eddy-current losses are proportional to the
Ratio =
.se/
<rotor resistance per phase/
square of the frequency and square of the induction,
The values obtained are then allocated to the phases and the hysteresis losses to the l-6th or l-7th power
in cyclic order, as shown in the figure, the last value of the induction, a very interesting series of calculations
per phase, the last notch, of course, short-circuiting
the rotor ; the former condition is equivalently obtained
on notch (a), the latter on notch (c). Therefore, to
obtain a resistance specification for a rotor starter
cutting out resistance unequally (one section at a time
throughout) the " equivalent " resistance for the first
notch, i.e. the resistance which would be used per
phase if cutting out equally, must be determined.
Next the ratio must be worked out from a formula
similar to that on page 623, viz.
Notches
%Resistance 139
Phases
Notches
100
51-9
I
E
37-3
26-9
19-4
13-9
10
D
2
4'
Shortcircuited
Notch. 8 is not e s s e n t i a l
FIG.
representing the resistance per phase of the rotor.
To prevent undue heating of one phase of the rotor
when the controller is left standing on any notch, a
ratio of not more than 1-8 should be employed."
A type of rotor starter which presents quite another
series of problems is that frequently known as the
eddy-current starter. It consists of a choking coil
wound on a solid iron core, and the starting torque is
due mainly to the eddy-current and hysteresis losses
in the iron at standstill. The accelerating torque
during speeding up is due partly to these losses and
partly to the I2R losses in the copper, the former predominating at low speeds, and the latter becoming
more important as full speed is reached. It is a very
useful form for reversing rolling mills, because only
a reversing switch is required ; a heavy torque is established on reversal of the stator which first retards the
motor to standstill and then accelerates it in the opposite
direction.
If this cycle is repeated continuously, however, the
iron heats up very much, in spite of the high (specific
heat x weight) value of the iron core, and the permissible temperature-rise is comparatively low, say
150 degrees F., on account of the risk of scorching the
D&F
D^E&F
Shortcircuited
16.
is opened up, and presents another problem to the
starter maker.
An entirely different series of problems has to be
considered when the resistance is inserted in the stator
or when star-delta or auto-transformer starters are
used, because the motor is starting from short-circuit
conditions and, if the subject is to be dealt with thoroughly, it is necessary to have the performance curves,
i.e. the torque/current, horse-power/current, slip/current,
power factor/current, and efficiency/current curves fully
worked out from no-load full-speed, to standstill/shortcircuit conditions, together with the stator and rotor
winding resistances.
At one time it was quite impossible to obtain these
data, and a series of supposititious circle diagrams had
to be utilized ; even to-day the motor makers with
one or two exceptions are so unwilling to supply these
data that the suspicion arises that in many cases they
do not possess them.
The characteristics of starting conditions where
stator rheostatic, auto-transformer or star-delta starters
are used, are light starting (initial) torques and almost
any starting time.
The saw-tooth curves are no longer characteristic
ANDERSON: ELECTRIC MOTOR STARTERS.
and that shown in Fig. 17 is typical. It is drawn for
10 000 ft.-lb. per b.h.p. stored energy, and the small
kick on cutting out the line resistance is not shown.
The current curve is square-shouldered instead of sawtoothed, and the torque curve bears no resemblance
to the current curve.
An interesting series of curves are those for centrifugal pump loads for which this class of starter is quite
suitable, but they are not shown here.
Fig. 18 has been worked out for various amounts of
line resistance and, if the load torque is known, a glance
at the curve shows how much current must be passed
90
637
95-5 per cent speed (4-5 per cent slip), and the current
will rise at change-over to 285 per cent and fall to 120
per cent; if all the resistance is now cut out the motor
will run up to 97 per cent speed (3 per cent slip),
and the current will rise to 150 per cent and fall to
100 per cent.
Results of calculations worked out from Figs. 17
and 18 are conveniently recorded as shown in Fig. 19,
the arrangement of which is due to Mr. Fox.
If the load torque during acceleration is constant at
40 per cent, a glance shows that a current not less
than 350 per cent must be passed on the first notch,
270
60
10
30
20
120
110
240
1:00
Seconds
FIG. 17.Rhcostatic stator starter. Line resistance passing about 250 per cent current. Drawn for a stored energy of
10 000 ft.-lb./b.h.p. At 20 per cent friction load the average and R.M.S. currents are about 95 per cent of initial
current. Small kick on finally cutting out line resistance not shown.
on the first notch ; it shows how the motor torque
and current vary while running up to speed ; and if
the load torque is laid off on the diagram as has been
done for centrifugal fan or pump loads, it can be seen
at a glance how many notches the starter should have.
Take, for example, the fan or pump load starting
at 10 per cent torque and rising to 100 per cent as the
speed rises.
A current of 150 per cent on the first notch will not
start it, but 250 per cent current will, and the speed
will run up to about 70 per cent (30 per cent slip) while
the current will have fallen to 210 per cent; if the
next notch has a resistance which should pass 350 per
cent current at standstill, the motor will run up to
according to the accelerating time desired, but if 350
per cent current is used the margin of motor torque
to overcome static friction will be small; if rotation
did start, the time would be 68 seconds for a load having
5 000 ft.-lb. stored energy per b.h.p., and pro rata for
other amounts.
If 400 per cent current is passed, the margin of motor
torque will be ample because this point falls on the
cross ; the time will be 38 seconds and if the motor
is thrown direct on to line there will be a very large
margin of excess torque and the accelerating time will
be about 8 | seconds.
If the load is a centrifugal fan load running up to
100 per cent torque, reference to the other curves shows
ANDERSON: ELECTRIC MOTOR STARTERS.
038
that it will not start with 250 per cent current; and that
with 300 per cent current on the first notch and a
suitable starter it can be made to run up in 79 seconds
with 5 000 ft.-lb. per b.h.p. stored energy. 1 000 ft.-lb.
would be a high figure, and 16 seconds more than a
normal time.
There is an apparent discrepancy between these
figures and those used when discussing Fig. 18 ; the
explanation is that the latter figure is drawn for a
starter properly proportioned to give current-rushes
equal to the initial current on changing from notch to
notch.
Intermediate curves should be drawn and the set
750
375
700
350
650
325
600
300
550
275
500
250
7 25%/
/
/
/
/I
5 30%/
# 450 225
5
y
-_
g 350 S 175
250
300 125
150
200
100
725'
3 50%/
li
/ /
//A
Lfife*
75
100
50 w
m
25
^=
ZJ50%/
""
A A sA
150
50
^ ^
d ^00.3 200
and the initial is 250 to 350 per cent, it must be bad
for the motors and cause excessive heating and trouble
due to repeated expansion and contraction. Yet specifications come along for auto-transformer starters with
a 2-minute accelerating time once every 10 minutes,
and on occasion even more frequently ; for such specifications the transformer becomes larger than it would
be if it were continuously rated.
Table 6 shows the torques obtained from autotransformer taps ; a transformer was connected up
using equal and unequal taps on the three phases, with
the results shown.
If the friction torque is taken as 24 per cent, the
*--.
500%/
150%/
^-Fanloa dris
"
^-Fauioaa rising ~
35Oc
T - ..
250'
ISO1}
10
15
20
25
30
35
-iO 45
50
55
60
65
70
75
80
85
90
95 100
Per cent slip
FIG. 18.Rheostatic stator starter.
Torque and current curves with various amounts of resistance in line. Light lines
represent driving torques for fan loads.
repeated for motors having, say, 400, 500 and 600 per
cent short-circuited current, and then the whole series
should be re-calculated for auto-transformers with
various tap voltages.
The auto-transformer curves also serve for stardelta and series-parallel starters because these act like
an auto-transformer with one tap and without the
voltage-drop in the transformer windings.
The starter maker has, then, a means of tackling
intelligently and quickly any starting problem.
It is common practice to use these starters on any
machine requiring low starting torque without special
attention to the accelerating time; if the average
current over the period is 80 to 95 per cent of the initial,
observed accelerating times in column 4 correspond to
the torques in column 5. The latter correspond fairly to
the torques in column 6, which is based on the assumption
that the unequal taps gave a mean torque and do not
correspond to the torques in column 7, which is based
on the assumption that the effective torque is that of
the lowest tap and that the higher taps on the other
phases have no effect.
The rating of rheostatic stator starters follows the
general lines already described, but new problems arise
in rating the auto-transformers.
An inspection of Fig. 19 in conjunction with the
starting conditions given in Table 2 shows that a 30second rating is ample for average conditions ; in fact,
ANDERSON: ELECTRIC MOTOR STARTERS.
the vast majority of auto-transformer jobs do not
require more than 10 seconds per start.
Tests show that the only factor that matters is the
temperature-rise of the copper, i.e. the I2R losses, and
that the iron has no time to heat. For short periods,
e.g. 10 to 30 seconds, the rating is based on the specific
heat multiplied by the weight of copper ; the true
cooling is very poor and an auto-transformer is particularly unsuitable for continuous-cycle starting.
639
all taps so that the higher taps mean greater torque
and a correspondingly greater duty. Buyers are not
at all clear as to what they want, and are apt to argue
one way or the other according to circumstances.
This paper has given only an outline of the problems
confronting the starter maker ; many important and
interesting matters are not even mentioned and others
are passed over with little notice, but if the paper leads
to a more general recognition that a starter is some210
TABLE 6.*
Unequal Taps on Auto-transformer Starter.
Col. 1
Col. 2
Col. 3
Taps in phase
A
05
05
075
0-5
0-6
0-6
06
0-75
06
0-75
075
0-75
0-75
075
Col. 4
Sees, to
run to
83 %
speed
Does not
start
0-5
6
05
5
0-6
4-5
0-6
4-0 +
05
30 0-75 2-0 +
0-5
Col. 5
Col. 6
Col. 7
Torques in Torques as j p^.g
ratio of
times
taking 24 % sq^reof fXw^t
taps
friction
tap
25
25
25
33
34-8
36
37-5
42
51
336
37-6
36
41
42 3
51
25
36
36
36
25
56-25
There is little advantage in oil immersion, because
the oil cannot circulate freely round the windings.
Even if it could there would be little effect at a temperature-rise of 100 to 150 degrees F. ; the maximum increase in rating that can be traced to the oil is about
10 per cent and the author neglects it in his calculations.
The chief advantage of the oil is that it excludes
moisture, prevents the cotton covering charring, and
permits the use of a fairly high temperature-rise, say
150 degrees F., with perfect safety.
A point which requires consideration is the magnetizing current; if the iron is cut down drastically this
goes up and may become very important; the designer
of an auto-transformer for starting purposes has to
discard many of his preconceived notions acquired
when dealing with transformers for continuous duty.
One of these is the question of regulation, which is
determined by the temperature-rise in the period.
Apart from this it is of little consequence, because the
function of an auto-transformer is to reduce the line
current and the pressure at the motor terminals, and
it matters little whether this is due purely to transformation or not.
If there is a rather large drop in the windings it is
merely a question of using the next higher tap.
It is necessary to decide whether to rate for a definite
torque and time so that the higher taps necessarily
mean shorter times, or to rate for constant time on
* Stator steady running current 43-4 per cent full load at full
speed, equivalent to 28 per cent torque from characteristic curves.
It is known from previous tests that the torque rises with the
speed on this particular load, so that 24 per cent torque at 83 per
cent speed is approximately correct.
5po%/ l3* notch
|-5500>o/'ist notch-
20
100
40
60
80
100
120
140
160
400
500
600
700
800
Per cent friction on load torque
ZOO 300
Per cent current on first notch
FIG. 19.Rheostatic stator starter curves, drawn for motor
having 725 per cent short-circuit current. Calculated
for 5 000 ft.-lb./b.h.p. stored energy.
Use of full-line curves.Crosses show points which should not be exceeded
to allow of sufficient excess motor torque to overcome static friction. For
example, constant load or friction torque during acceleration of 40 per ctnt.
Cross on 400 per cent current curve corresponds, so sure to start; accelerating
time 38 seconds for 5 000 ft.-lb./b.h.p. and pro rata for other amounts of stored
energy. Could use 350 per cent current first notch, but balance of excess torque
to overcome static friction very low ; accelerating time 68 seconds.
Use of dotlcd-line curves.These are for fan loads. l:or example, if passing
300 per cent current first notch, with load rising to 100 per cent, accelerating
time is 78" 5 seconds with 5 000 ft.-lb./b.h.p. With load rising to 50 per cent,
accelerating time is 50 seconds.
thing more than a bit of wire, a few contacts and a
handle, it will have served its purpose.
The author wishes to thank his assistant, Mr. H. C.
Fox, for his work in preparing the diagrams and tables
and in correcting the manuscript, and for his helpful
criticisms.
APPENDIX.
UNEQUALLY-CUT-OUT ROTOR RESISTANCES,
OF METHOD.
PROOF
Field has sliown that the voltage-drop in three starconnected unequal resistances connected to a three-
640
ANDERSON: ELECTRIC MOTOR STARTERS:
phase supply may be determined graphically by drawing an equilateral triangle whose sides represent to
scale the voltage between lines, and imagining the
values of the conductance of each phase as a weight at
each corner of the triangle; the centre of gravity of
the triangle is then the position of the neutral point,
and lines drawn to each corner of the triangle from this
point will represent in phase and magnitude the voltagedrop in the resistances concerned.
Fig. 20 shows such a construction for resistances in
A, B, and C having the relative values R, Rk, and Rlc2.
InB,
InC,
DISCUSSION.
- k + 1)
AC
k + 1)
The power per phase dissipated by the resistance
will be :
In A,
AC2(&2 _ h _|_ i)
InB,
InC,
Total,
AC 2
AC?
kR
Dealing with relative values as hitherto, the last
equation may be rewritten thus :
_ (linevolts)2
~~ torque x slip
FIG. 20.
Elementary geometry and trigonometry show that
the following relations occur :
AC
AO
CO =
&AC
+ 1)
These give the voltage-drops across each resistance
as fractions of the line pressure.
The currents will be :
AC
In A
'
This has been called the " equivalent " resistance of
the controller, since three equal resistances of this value
give a similar effect to three unequal resistances of
values R, kR, and k2R. The magnitude of kR is usually
required, as has been shown, for use in connection with
the first notch of a starter or controller, and in this
case the slip, being unity, cancels out.
As shown in the paper, any movement round the
controller towards the full-on position changes the
value of the highest resistances to a value equal to
(I/ratio) X the lowest, as each notch is reached, and,
as the relationship R, Rk, Rk2 is preserved, the figure
still serves, the phase letters A, B, and C moving round
it cyclically as each change is made.
The foregoing method assumes that the rotor phase
volts and currents are in phase, and, although this is
not strictly true, the error involved by the assumption
is quite negligible in practical work.
SOUTH MIDLAND CENTRE, AT BIRMINGHAM, 15 MARCH,
Mr. W. Wilson: There is a tendency among
engineers to leave- out of consideration the statical portion
of their equipment, and to direct an undue amount of
attention to the motor. It should, however, be realized
that the great majority of the advances which are being
made in electric drives to-day are due to improvements
in the design of the controlling apparatus. The motor
has apparently reached almost its final form, and it is
chiefly on account of the important developments that
are taking place in connection with the design of starting
and controlling gear that the application of the electric
motor is still extending rapidly. In addition to giving
valuable formulae and tables the author has directed
attention to the difficulties under which the starter
designer labours through the uncertainty of the data on
which he has to base his calculations. The resistance of
1922.
the motor to be dealt with has been specially mentioned ;
but, in addition, even greater uncertainty is introduced
by variability in the speed of operating the starter,
and extensive uncertainty also as to the nature of the
load. The result of this usually is that very wide
allowances are made in designing standard starters,
which are therefore considerably larger, contain a greater
number of steps, and are much more costly than should
be necessary. Dealing first with the speed of operation,
I am glad that the author has shown so clearly that,
in order to obtain the calculated results, the starter
handle has to be moved at a rate which increases in
geometrical progression from step to step. Only
last year an important paper on the design of this
class of apparatus showed the steps in the acceleration
as a series of symmetrical saw-teeth, in which the
S-ar putea să vă placă și
- Documents StackDocument1 paginăDocuments StackDan MÎncă nu există evaluări
- I gotta + (verbDocument10 paginiI gotta + (verbgusgifÎncă nu există evaluări
- Load Sharing Module WoodwardDocument36 paginiLoad Sharing Module WoodwardgusgifÎncă nu există evaluări
- Hint-How To Create Different Calendars in MS ProjectDocument4 paginiHint-How To Create Different Calendars in MS ProjectgusgifÎncă nu există evaluări
- Ambac LSMDocument9 paginiAmbac LSMgusgifÎncă nu există evaluări
- Generator ProtectionDocument41 paginiGenerator Protectionwaseem100% (1)
- Lossofexcitation 130805045350 Phpapp01Document52 paginiLossofexcitation 130805045350 Phpapp01ahvaz1392bÎncă nu există evaluări
- Ger 3183Document14 paginiGer 3183santoshkumar777Încă nu există evaluări
- Modeling and Simulation of Reverse PowerDocument6 paginiModeling and Simulation of Reverse PowergusgifÎncă nu există evaluări
- Automatic Voltage Control SystemsDocument47 paginiAutomatic Voltage Control Systemsbacuoc.nguyen356Încă nu există evaluări
- Generator ProtectionDocument41 paginiGenerator Protectionwaseem100% (1)
- Gek 34124GDocument24 paginiGek 34124GgusgifÎncă nu există evaluări
- Gek 34124GDocument24 paginiGek 34124GgusgifÎncă nu există evaluări
- GE IFCV ManualDocument40 paginiGE IFCV ManualgusgifÎncă nu există evaluări
- Differential Relay SettingDocument6 paginiDifferential Relay SettinggusgifÎncă nu există evaluări
- Starting Analysis of Induction Motor by EtapDocument6 paginiStarting Analysis of Induction Motor by Etapgusgif50% (2)
- Pumps and System CurvesDocument22 paginiPumps and System CurvesgusgifÎncă nu există evaluări
- Generator Management Relay: Protection, Metering, and Monitoring Functions For GeneratorsDocument38 paginiGenerator Management Relay: Protection, Metering, and Monitoring Functions For Generatorsmaheshee87Încă nu există evaluări
- Calculate Vehicle Registration CostsDocument41 paginiCalculate Vehicle Registration CostsgusgifÎncă nu există evaluări
- Failure Analysis of 7500 HP MotorDocument6 paginiFailure Analysis of 7500 HP Motorgusgif100% (1)
- PART 2 - Starting Method For Induction Motors - Dr. Inaam IbrahimDocument50 paginiPART 2 - Starting Method For Induction Motors - Dr. Inaam Ibrahimlbk50100% (2)
- Pumps and System CurvesDocument22 paginiPumps and System CurvesgusgifÎncă nu există evaluări
- Day 3: Rest From WeightsDocument2 paginiDay 3: Rest From WeightsgusgifÎncă nu există evaluări
- Comparison Between Direct On Line, Star DeltaDocument6 paginiComparison Between Direct On Line, Star DeltaReza Kandhy WindakaÎncă nu există evaluări
- ABB - Generator Protections GuideDocument45 paginiABB - Generator Protections GuideAyesha ShaikhÎncă nu există evaluări
- Chapter 3 KomputasiDocument15 paginiChapter 3 KomputasigusgifÎncă nu există evaluări
- ABS On PlaneDocument2 paginiABS On PlanegusgifÎncă nu există evaluări
- Charging Current For Long Line and High Voltage CableDocument17 paginiCharging Current For Long Line and High Voltage CablerantaroÎncă nu există evaluări
- Long 11 PPT 01Document32 paginiLong 11 PPT 01gusgif100% (1)
- Shoe Dog: A Memoir by the Creator of NikeDe la EverandShoe Dog: A Memoir by the Creator of NikeEvaluare: 4.5 din 5 stele4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)De la EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Evaluare: 4 din 5 stele4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDe la EverandNever Split the Difference: Negotiating As If Your Life Depended On ItEvaluare: 4.5 din 5 stele4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDe la EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceEvaluare: 4 din 5 stele4/5 (890)
- Grit: The Power of Passion and PerseveranceDe la EverandGrit: The Power of Passion and PerseveranceEvaluare: 4 din 5 stele4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDe la EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeEvaluare: 4 din 5 stele4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDe la EverandThe Little Book of Hygge: Danish Secrets to Happy LivingEvaluare: 3.5 din 5 stele3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDe la EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureEvaluare: 4.5 din 5 stele4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDe la EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryEvaluare: 3.5 din 5 stele3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDe la EverandThe Emperor of All Maladies: A Biography of CancerEvaluare: 4.5 din 5 stele4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDe la EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersEvaluare: 4.5 din 5 stele4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDe la EverandOn Fire: The (Burning) Case for a Green New DealEvaluare: 4 din 5 stele4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDe la EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaEvaluare: 4.5 din 5 stele4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDe la EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyEvaluare: 3.5 din 5 stele3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDe la EverandTeam of Rivals: The Political Genius of Abraham LincolnEvaluare: 4.5 din 5 stele4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDe la EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreEvaluare: 4 din 5 stele4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDe la EverandThe Unwinding: An Inner History of the New AmericaEvaluare: 4 din 5 stele4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)De la EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Evaluare: 4.5 din 5 stele4.5/5 (119)
- Her Body and Other Parties: StoriesDe la EverandHer Body and Other Parties: StoriesEvaluare: 4 din 5 stele4/5 (821)
- 1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesDocument23 pagini1,3,3-Trinitroazetidine (TNAZ) - Part I. Syntheses and PropertiesThanh XomÎncă nu există evaluări
- Subnetting PracticeDocument5 paginiSubnetting PracticeUncleSamÎncă nu există evaluări
- (1)Document119 pagini(1)Virginia Rosales OlmosÎncă nu există evaluări
- Canusa GTS - 3LPEDocument2 paginiCanusa GTS - 3LPEarifin rizalÎncă nu există evaluări
- Formulation - Beton - Dreux - Gorisse Good - Fr.enDocument9 paginiFormulation - Beton - Dreux - Gorisse Good - Fr.enRabnawaz ImamÎncă nu există evaluări
- Concrete Pipe Installation Guide-CPMDocument17 paginiConcrete Pipe Installation Guide-CPMSankar CdmÎncă nu există evaluări
- Introduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongDocument14 paginiIntroduction To Manufacturing Engineering: Lecturer: Ass - Prof.Dr. Nguyen Tien DuongTOAN Du100% (1)
- What Is A Gantt Chart - Gantt Chart Information, History and SoftwareDocument3 paginiWhat Is A Gantt Chart - Gantt Chart Information, History and SoftwareShaikh Saeed AlamÎncă nu există evaluări
- DTH Equipment - Product - Catalogue - tcm45-3560033 PDFDocument48 paginiDTH Equipment - Product - Catalogue - tcm45-3560033 PDFJALFAROROÎncă nu există evaluări
- International Log Building StandardsDocument19 paginiInternational Log Building Standardsursind100% (1)
- Ma-Mscmt-10 J16Document5 paginiMa-Mscmt-10 J16Dilip BhatiÎncă nu există evaluări
- Linux CommandsDocument2 paginiLinux CommandsVishwas BeedeÎncă nu există evaluări
- MET312 Non Destructive Testing SyllabusDocument8 paginiMET312 Non Destructive Testing SyllabusHARI KRISHNANÎncă nu există evaluări
- Maxxi Report FinalDocument7 paginiMaxxi Report FinalDepanshu Gola100% (1)
- Cryx Necro Energy NecrotiteDocument2 paginiCryx Necro Energy NecrotitecameronhyndmanÎncă nu există evaluări
- Preliminary Pin-out for 12 Cylinder Engine Control UnitDocument6 paginiPreliminary Pin-out for 12 Cylinder Engine Control UnitSUELENÎncă nu există evaluări
- DWTS, WDWTS: Improving MRI Image Reconstruction with Directional Wavelet ThresholdingDocument1 paginăDWTS, WDWTS: Improving MRI Image Reconstruction with Directional Wavelet ThresholdingSumit ChakravartyÎncă nu există evaluări
- Elink For Windows: List of Pages in This Trip KitDocument130 paginiElink For Windows: List of Pages in This Trip KitAhmed GvÎncă nu există evaluări
- Next Gen Ford Ranger Digital BrochureDocument10 paginiNext Gen Ford Ranger Digital BrochureTri BureauÎncă nu există evaluări
- The NT Insider: Writing Filters Is Hard WorkDocument32 paginiThe NT Insider: Writing Filters Is Hard WorkOveja NegraÎncă nu există evaluări
- 4.failure Theories and Stress ConcentrationsDocument21 pagini4.failure Theories and Stress ConcentrationsAmr El SaeedÎncă nu există evaluări
- Sasirekha Computer ProjectDocument90 paginiSasirekha Computer ProjectAkurati RupendraÎncă nu există evaluări
- Add Info B-82974EN 01Document3 paginiAdd Info B-82974EN 01Charles JacobÎncă nu există evaluări
- BTSDocument75 paginiBTSgyanesh198450% (2)
- Figure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryDocument31 paginiFigure 6-1. Frame Accessories Battery Figure 6-1. Frame Accessories BatteryalopezvillavicencioÎncă nu există evaluări
- You Yangs RP Visitor GuideDocument2 paginiYou Yangs RP Visitor GuideSomaÎncă nu există evaluări
- Stand Cons T DetailsDocument164 paginiStand Cons T DetailsmirfanjpcgmailcomÎncă nu există evaluări
- E380b PDFDocument12 paginiE380b PDFanaÎncă nu există evaluări
- The Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationDocument10 paginiThe Tongue Display Unit (TDU) For Electrotactile Spatiotemporal Pattern PresentationFrancisco Vicent PachecoÎncă nu există evaluări
- SYMAP UsersManual E PDFDocument98 paginiSYMAP UsersManual E PDFRafaqatAliÎncă nu există evaluări