S-ar putea să vă placă și
- Mud Gas Separator Poor Boy DegasserDocument3 paginiMud Gas Separator Poor Boy DegasserZain Ul AbdeenÎncă nu există evaluări
- Application of Multiphase Desander Technology To Oil and Gas ProductionDocument19 paginiApplication of Multiphase Desander Technology To Oil and Gas ProductionJose Rodrigo Salguero DuranÎncă nu există evaluări
- Spe 135704 MS PDFDocument9 paginiSpe 135704 MS PDFKd FaÎncă nu există evaluări
- Cleancut CCB PDFDocument2 paginiCleancut CCB PDFbruce lian100% (1)
- Air Compressors 1170cfm T4Document2 paginiAir Compressors 1170cfm T4death666darkÎncă nu există evaluări
- General Arrangement For Mod 245 Pilot, SS316 PDFDocument1 paginăGeneral Arrangement For Mod 245 Pilot, SS316 PDFJabel Oil Services Technical DPTÎncă nu există evaluări
- ASCOM General IntroductionDocument12 paginiASCOM General IntroductionperrychemÎncă nu există evaluări
- GTL Good To Learn: Special Fluids International Seminar 2017Document22 paginiGTL Good To Learn: Special Fluids International Seminar 2017vivek dakavarapuÎncă nu există evaluări
- Natural Gas DehydrationDocument29 paginiNatural Gas DehydrationMaulana Syamil BasayevÎncă nu există evaluări
- NeoFlo 1-58 Datasheet PDFDocument4 paginiNeoFlo 1-58 Datasheet PDFSteven MarinoffÎncă nu există evaluări
- ONGC Report First Pit Less Drilling in ONGC Scripts Success at RajahmundryDocument6 paginiONGC Report First Pit Less Drilling in ONGC Scripts Success at RajahmundryPETROPATH FLUIDS INDIA PVT. LTD.Încă nu există evaluări
- Drilling Problems Mitigation in Geothermal Environtment, Case Studies of Stuck Pipe and Lost Circulation (W.a. Nugroho, 2017)Document11 paginiDrilling Problems Mitigation in Geothermal Environtment, Case Studies of Stuck Pipe and Lost Circulation (W.a. Nugroho, 2017)Daniel TobingÎncă nu există evaluări
- Study On Rice Husk As Lost Circulation MaterialDocument52 paginiStudy On Rice Husk As Lost Circulation MaterialMuhammad Nursalam100% (1)
- Wellhead - Manual S2100559Document47 paginiWellhead - Manual S2100559Parag PadoleÎncă nu există evaluări
- Testing of Drilling Fluids: Mud DensityDocument9 paginiTesting of Drilling Fluids: Mud DensityMohammed Amin BenharkatÎncă nu există evaluări
- Coiltools Dimple Connector PsDocument2 paginiCoiltools Dimple Connector PsCARLOSELSOARESÎncă nu există evaluări
- Thermally Insulating Packer FluidsDocument3 paginiThermally Insulating Packer FluidsAminÎncă nu există evaluări
- Caustic Soda Mix Tank PsDocument2 paginiCaustic Soda Mix Tank PsDaniel Pandapotan MarpaungÎncă nu există evaluări
- 56 - Remedial Cleanup, Sand Control and Other Stimulation TreatmensDocument9 pagini56 - Remedial Cleanup, Sand Control and Other Stimulation Treatmensrizal tri susiloÎncă nu există evaluări
- Model 245 Fuel Efficient PilotDocument2 paginiModel 245 Fuel Efficient PilotRommy RomanzaÎncă nu există evaluări
- CPT Glycol in DrillingDocument3 paginiCPT Glycol in DrillingJulie SpencerÎncă nu există evaluări
- Lab 5 Reservoir Fluid StudiesDocument10 paginiLab 5 Reservoir Fluid StudiesIrwan JanuarÎncă nu există evaluări
- Welcome To Drilling Fluid Seminar CPIDocument138 paginiWelcome To Drilling Fluid Seminar CPIgplese0Încă nu există evaluări
- A Intro To Fracturing SmallDocument19 paginiA Intro To Fracturing SmallAbdel-Rahman AshryÎncă nu există evaluări
- Completion and Workover FluidsDocument2 paginiCompletion and Workover FluidsJit MukherheeÎncă nu există evaluări
- Mahad3 - WaterLess Fracturing TechnologyDocument48 paginiMahad3 - WaterLess Fracturing Technologycj100% (1)
- Centrifuge Control PhilosophyDocument45 paginiCentrifuge Control Philosophysriram sÎncă nu există evaluări
- EDT Drilling InstallDocument92 paginiEDT Drilling Installahmed_497959294Încă nu există evaluări
- IPTC 10562 Low-Dosage Hydrate Inhibitors (LDHI) : Advances in Flow Assurance Technology For Offshore Gas Production SystemsDocument8 paginiIPTC 10562 Low-Dosage Hydrate Inhibitors (LDHI) : Advances in Flow Assurance Technology For Offshore Gas Production SystemsWaleed Barakat MariaÎncă nu există evaluări
- Flare Tip Supplier Cathalogue - AEREON PDFDocument25 paginiFlare Tip Supplier Cathalogue - AEREON PDFJabel Oil Services Technical DPTÎncă nu există evaluări
- Soltex Potassium AdditiveDocument2 paginiSoltex Potassium AdditiveKinni ShenoldÎncă nu există evaluări
- Sand Control Screen Plugging & ControlDocument14 paginiSand Control Screen Plugging & ControlQaiser HafeezÎncă nu există evaluări
- MKPK Tugas 5Document4 paginiMKPK Tugas 5Tri MitraÎncă nu există evaluări
- WarpDocument12 paginiWarpGT GuidoÎncă nu există evaluări
- Supplemental Manual: TopicsDocument20 paginiSupplemental Manual: TopicsKurniadi WibowoÎncă nu există evaluări
- Well Stimulation VesselsDocument2 paginiWell Stimulation VesselsOscar RamirezÎncă nu există evaluări
- Performance Evaluation of HP WBM Drillin PDFDocument105 paginiPerformance Evaluation of HP WBM Drillin PDFÃndÿ RøõnęÿÎncă nu există evaluări
- Piping: Wing Union ConnectionsDocument8 paginiPiping: Wing Union ConnectionsMahmoud Ahmed Ali AbdelrazikÎncă nu există evaluări
- Pilpeline Design CriteriaDocument11 paginiPilpeline Design Criteriaamini_mohiÎncă nu există evaluări
- Black Oil Prop 2Document7 paginiBlack Oil Prop 2Phuc TruongÎncă nu există evaluări
- Centr CalDocument32 paginiCentr CalatenciajÎncă nu există evaluări
- Air Hammer DrillingDocument24 paginiAir Hammer DrillingDaljeet SinghÎncă nu există evaluări
- Walworth Check ValvesDocument24 paginiWalworth Check ValvesFahad RockingÎncă nu există evaluări
- Downhole Pressure FracDocument11 paginiDownhole Pressure FracRamanamurthy PalliÎncă nu există evaluări
- Ventilation Specification W10100920 RevDDocument8 paginiVentilation Specification W10100920 RevDEuribiades CordobaÎncă nu există evaluări
- Northwestern Da OilDocument95 paginiNorthwestern Da OilAffNeg.ComÎncă nu există evaluări
- Air AssistedDocument2 paginiAir Assistedandy131078Încă nu există evaluări
- 06c Mudsystems 100513092031 Phpapp01Document18 pagini06c Mudsystems 100513092031 Phpapp01FabianBauerÎncă nu există evaluări
- Natural Drive MechanismsDocument4 paginiNatural Drive MechanismsWaleed Ejaz0% (1)
- Optimization Drilling Parameters Performance During Drilling in Gas WellsDocument8 paginiOptimization Drilling Parameters Performance During Drilling in Gas WellsOmotayo Akinpelumi100% (1)
- UNICEL Vertical Gas Flotation PDFDocument2 paginiUNICEL Vertical Gas Flotation PDFJessika LópezÎncă nu există evaluări
- Calcimeter Software HandbookDocument14 paginiCalcimeter Software HandbookBahman MatouriÎncă nu există evaluări
- Drillingfluids (L15)Document78 paginiDrillingfluids (L15)Erison KaramaniÎncă nu există evaluări
- 13 - Underground BlowoutsDocument13 pagini13 - Underground Blowoutsمنتصر الشويهديÎncă nu există evaluări
- Technical Agreement: Solid Control Equipments Technical DescriptionDocument9 paginiTechnical Agreement: Solid Control Equipments Technical DescriptionMihai MateiÎncă nu există evaluări
- Wire LineDocument6 paginiWire LinemomkigfÎncă nu există evaluări
- Master Thesis - Jose Maria MoratallaDocument80 paginiMaster Thesis - Jose Maria MoratallaorlandoÎncă nu există evaluări
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsDe la EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsÎncă nu există evaluări
- Fundamentals and Applications of Bionic Drilling FluidsDe la EverandFundamentals and Applications of Bionic Drilling FluidsÎncă nu există evaluări
- Security of Server Room CCTVDocument5 paginiSecurity of Server Room CCTVDondy ZobitanaÎncă nu există evaluări
- WI Pengoperasian Forklift - Hse 003Document3 paginiWI Pengoperasian Forklift - Hse 003Dondy ZobitanaÎncă nu există evaluări
- Presentation 1Document4 paginiPresentation 1Dondy ZobitanaÎncă nu există evaluări
- Checklist For Potential and Electrical Fire Hazards in Logistics Warehouses (SINOTRANSHSSES21-R01)Document6 paginiChecklist For Potential and Electrical Fire Hazards in Logistics Warehouses (SINOTRANSHSSES21-R01)Dondy ZobitanaÎncă nu există evaluări
- Checklist Fire ExtinguisherDocument1 paginăChecklist Fire ExtinguisherDondy ZobitanaÎncă nu există evaluări
- Sinotrans PPE Standart RequirementsDocument31 paginiSinotrans PPE Standart RequirementsDondy ZobitanaÎncă nu există evaluări
- PPE Inspection FormDocument1 paginăPPE Inspection FormDondy ZobitanaÎncă nu există evaluări
- Electric Work StandardDocument13 paginiElectric Work StandardDondy ZobitanaÎncă nu există evaluări
- Cyber Security MechanismeDocument4 paginiCyber Security MechanismeDondy ZobitanaÎncă nu există evaluări
- SOP First AidDocument8 paginiSOP First AidDondy ZobitanaÎncă nu există evaluări
- CCTV Room Management SystemDocument2 paginiCCTV Room Management SystemDondy ZobitanaÎncă nu există evaluări
- Informal Meeting MinutesDocument2 paginiInformal Meeting MinutesDondy ZobitanaÎncă nu există evaluări
- Sop Keep Key of MheDocument6 paginiSop Keep Key of MheDondy ZobitanaÎncă nu există evaluări
- Unit Operation Corporate Health, Safety & Environment (Hse) : Working at Height FormDocument2 paginiUnit Operation Corporate Health, Safety & Environment (Hse) : Working at Height FormDondy ZobitanaÎncă nu există evaluări
- List of Risk Identification Evaluation and Classification Control Measures (Sinotrans Indonesia Co., LTD.) 2.0Document92 paginiList of Risk Identification Evaluation and Classification Control Measures (Sinotrans Indonesia Co., LTD.) 2.0Dondy ZobitanaÎncă nu există evaluări
- DikonversiDocument2 paginiDikonversiDondy ZobitanaÎncă nu există evaluări
- Monthly Chemical Wash Box Inspection: Huawei-Sinotrans WarehouseDocument1 paginăMonthly Chemical Wash Box Inspection: Huawei-Sinotrans WarehouseDondy ZobitanaÎncă nu există evaluări
- Batas Ketinggian Tumpukan PalletDocument1 paginăBatas Ketinggian Tumpukan PalletDondy ZobitanaÎncă nu există evaluări
- Forklift Operator Evaluation Form Compress DikonversiDocument31 paginiForklift Operator Evaluation Form Compress DikonversiDondy ZobitanaÎncă nu există evaluări
- Security Officer Cover Letter Sample Classic Brick Red v2Document2 paginiSecurity Officer Cover Letter Sample Classic Brick Red v2Dondy ZobitanaÎncă nu există evaluări
- Dangerous Troubleshooting Plan (Indonesia JKBS Warehouse) .ZH-CN - enDocument15 paginiDangerous Troubleshooting Plan (Indonesia JKBS Warehouse) .ZH-CN - enDondy ZobitanaÎncă nu există evaluări
- Check Point WHDocument14 paginiCheck Point WHDondy ZobitanaÎncă nu există evaluări
- DO Don'T: One Point Lesson Safety ComitmentDocument1 paginăDO Don'T: One Point Lesson Safety ComitmentDondy ZobitanaÎncă nu există evaluări
- MOM of KPI Weekly Meeting (Week 12)Document6 paginiMOM of KPI Weekly Meeting (Week 12)Dondy ZobitanaÎncă nu există evaluări
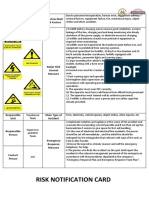
- Risk Notificiation CardDocument1 paginăRisk Notificiation CardDondy ZobitanaÎncă nu există evaluări
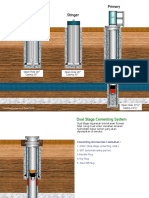
- Poor Boy Stinger Primary: Open Hole 26" Casing 20"Document4 paginiPoor Boy Stinger Primary: Open Hole 26" Casing 20"Dondy ZobitanaÎncă nu există evaluări
- Disinfectan Spray Schedule: Hours/Days Senin RabuDocument2 paginiDisinfectan Spray Schedule: Hours/Days Senin RabuDondy ZobitanaÎncă nu există evaluări
- 03 Reservoir EngineeringDocument8 pagini03 Reservoir EngineeringDondy ZobitanaÎncă nu există evaluări
- 11 Appraisal ReservesDocument28 pagini11 Appraisal ReservesMelisa AnggrainiÎncă nu există evaluări
- 04 Reservoir TypeDocument17 pagini04 Reservoir TypeDondy ZobitanaÎncă nu există evaluări
- 1.7 Evaporative Air Cooling EquipmentDocument8 pagini1.7 Evaporative Air Cooling EquipmentRio BananÎncă nu există evaluări
- Studi Kinerja Fresh Water Generator Di Kapal Ahts Peteka 5401Document6 paginiStudi Kinerja Fresh Water Generator Di Kapal Ahts Peteka 5401AzzahÎncă nu există evaluări
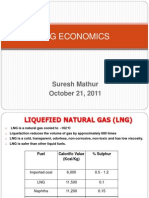
- LNG EconomicsDocument19 paginiLNG EconomicsCal67% (3)
- 41 Assigment 4 Chapter 6-9Document1 pagină41 Assigment 4 Chapter 6-9Rishi KumarÎncă nu există evaluări
- NIST-JANAF Thermochemical TablesDocument39 paginiNIST-JANAF Thermochemical TablesVelzaeroÎncă nu există evaluări
- Bomba Neumatica PB 1/4Document16 paginiBomba Neumatica PB 1/4Marco MendozaÎncă nu există evaluări
- Notes Lecture No 3 Cell Injury and MechanismDocument5 paginiNotes Lecture No 3 Cell Injury and MechanismDr-Rukhshanda RamzanÎncă nu există evaluări
- Agilent Fat Sol Vit AssayDocument2 paginiAgilent Fat Sol Vit AssaySalafiyyunÎncă nu există evaluări
- Copper (II) Sulfate - Reagent - Anhydrous 98 - Acros OrganicsDocument5 paginiCopper (II) Sulfate - Reagent - Anhydrous 98 - Acros OrganicsGaryoÎncă nu există evaluări
- Properties of Bio-Based PolyurethaneDocument200 paginiProperties of Bio-Based PolyurethaneMust BoujaataÎncă nu există evaluări
- ASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFDocument7 paginiASTM A674 - Polyethylene Encasement For Ductile Iron Pipe For Water or Other Liquids PDFApolos CastÎncă nu există evaluări
- GT 2 Paper 1 SolutionsDocument26 paginiGT 2 Paper 1 SolutionsAnand MurugananthamÎncă nu există evaluări
- DRRG Equipmentlist 29032022 RDocument49 paginiDRRG Equipmentlist 29032022 RjayapalÎncă nu există evaluări
- Space WeatherDocument36 paginiSpace WeatherMat MinÎncă nu există evaluări
- PS-08 Painting System MSDSDocument20 paginiPS-08 Painting System MSDSGiorgi KOGOSHVILIÎncă nu există evaluări
- 3330703Document2 pagini3330703Syed Aaqib Farhan AhmedÎncă nu există evaluări
- BNR Process BendigoDocument6 paginiBNR Process Bendigobansa79Încă nu există evaluări
- 8 Vol. 3 9 Sept. 2012IJPSR 636paper 8Document8 pagini8 Vol. 3 9 Sept. 2012IJPSR 636paper 8Ingrid ContrerasÎncă nu există evaluări
- A Study of Copper (II) Complexes With Different LigandsDocument3 paginiA Study of Copper (II) Complexes With Different LigandsZul Nazrie50% (6)
- Ketaspire Peek Avaspire Paek: High-Performance PolyketonesDocument2 paginiKetaspire Peek Avaspire Paek: High-Performance PolyketonesnhzaidiÎncă nu există evaluări
- Quiz 1 With AnswerDocument3 paginiQuiz 1 With AnswerAltra ZÎncă nu există evaluări
- Electrolysis O LevelDocument17 paginiElectrolysis O LevelInnocent EbilÎncă nu există evaluări
- Official Draft - 2022-23 Bellevistat-CompressedDocument72 paginiOfficial Draft - 2022-23 Bellevistat-Compressedtemp accÎncă nu există evaluări
- 8 B 829 B 1 Af 50 Aeb 45 D 91 DDocument6 pagini8 B 829 B 1 Af 50 Aeb 45 D 91 Dapi-400268497Încă nu există evaluări
- Nippon Muki Catalogue (Seperator Type, J-Model)Document20 paginiNippon Muki Catalogue (Seperator Type, J-Model)Hou HonÎncă nu există evaluări
- Assignment No. 1 - Prelim PeriodDocument5 paginiAssignment No. 1 - Prelim PeriodRL Riva Botin PaleroÎncă nu există evaluări
- Solid-State Previous-Years Hots Value-Based QuestionsDocument1 paginăSolid-State Previous-Years Hots Value-Based Questionsilias19730% (1)
- EP 1108 Photoelectric EffectDocument12 paginiEP 1108 Photoelectric EffectAryam SharmaÎncă nu există evaluări
- Quantitative Evaluation of Structural Alloy Steel Banded StructureDocument8 paginiQuantitative Evaluation of Structural Alloy Steel Banded StructureDeepak MehtaÎncă nu există evaluări
- Exceed™ XP 8358 Series: Performance PolymerDocument2 paginiExceed™ XP 8358 Series: Performance PolymerMaram YasserÎncă nu există evaluări