S-ar putea să vă placă și
- Derivative Investment!Document24 paginiDerivative Investment!Asif Riaz100% (2)
- TherabandDocument1 paginăTherabandsuviacesoÎncă nu există evaluări
- Babbitt Casting and Babbitt Spraying Processes Case StudyDocument3 paginiBabbitt Casting and Babbitt Spraying Processes Case StudySebastián Castillo MorenoÎncă nu există evaluări
- INTP Parents - 16personalitiesDocument4 paginiINTP Parents - 16personalitiescelinelbÎncă nu există evaluări
- CIRP Annals - Manufacturing Technology 58 (2009) 243-246 PDFDocument4 paginiCIRP Annals - Manufacturing Technology 58 (2009) 243-246 PDFfbraysÎncă nu există evaluări
- Anti-Peeling Rolling Bearing With Manganese Phosphate CoatingDocument6 paginiAnti-Peeling Rolling Bearing With Manganese Phosphate Coatingmans2014Încă nu există evaluări
- Bgas PaintingDocument85 paginiBgas PaintingDandaman92% (12)
- Jan Schubert, Šárka Houdková, Zdeněk ČESÁNEK, Michaela KAŠPAROVÁDocument6 paginiJan Schubert, Šárka Houdková, Zdeněk ČESÁNEK, Michaela KAŠPAROVÁIndra PradanaÎncă nu există evaluări
- 666-Article Text-1274-1-10-20221020 PDFDocument14 pagini666-Article Text-1274-1-10-20221020 PDFsubramanianÎncă nu există evaluări
- Tribological Characteristics of Mos2 and DLC Film in Sliding Contacts Under Different Lubrication ConditionsDocument5 paginiTribological Characteristics of Mos2 and DLC Film in Sliding Contacts Under Different Lubrication ConditionsthisisjineshÎncă nu există evaluări
- Paint Calc-UaeDocument16 paginiPaint Calc-UaeKawser Hossain100% (2)
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocument5 paginiMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherÎncă nu există evaluări
- Molybdenum Disulphide-Titanium Low FrictionDocument12 paginiMolybdenum Disulphide-Titanium Low Frictionyorf1989Încă nu există evaluări
- SF 0010 0 Metco 320NS PDFDocument8 paginiSF 0010 0 Metco 320NS PDFMehdi KoneshlouÎncă nu există evaluări
- Ceramic CoatingDocument6 paginiCeramic Coatingemi222222Încă nu există evaluări
- Carbon Nanotubes As Solid Lubricant Additives For Antiwear Performance Enhancement Under Mixed Lubrication ConditionsDocument4 paginiCarbon Nanotubes As Solid Lubricant Additives For Antiwear Performance Enhancement Under Mixed Lubrication ConditionsIJMERÎncă nu există evaluări
- InTech-Thermal Spraying of Oxide Ceramic and Ceramic Metallic CoatingsDocument28 paginiInTech-Thermal Spraying of Oxide Ceramic and Ceramic Metallic Coatingsaskart_x100% (1)
- Wear Resistance Improvement For Grinding Balls of Horizontal Cement Mill in Cement Plant by Nano-Coating TechniqueDocument11 paginiWear Resistance Improvement For Grinding Balls of Horizontal Cement Mill in Cement Plant by Nano-Coating TechniqueLuis Duchesne GonzálezÎncă nu există evaluări
- JDKFJDKJFDocument12 paginiJDKFJDKJFBasarÎncă nu există evaluări
- Intelligent Self-Healing Corrosion Resistant Vanadia Coating For AA2024Document11 paginiIntelligent Self-Healing Corrosion Resistant Vanadia Coating For AA2024saleh90Încă nu există evaluări
- Effects of Nitrogen Modification of Porous PVD-MoS2 CoatingsDocument14 paginiEffects of Nitrogen Modification of Porous PVD-MoS2 CoatingsFernando Spanholi TelesÎncă nu există evaluări
- Repair of Damages in Zinc LayersDocument4 paginiRepair of Damages in Zinc LayersBobÎncă nu există evaluări
- The Wear Resistance of Thermal SprayDocument8 paginiThe Wear Resistance of Thermal SpraysumohiÎncă nu există evaluări
- Lubricants For Compaction of P/M ComponentsDocument10 paginiLubricants For Compaction of P/M ComponentsAbdullah HashimÎncă nu există evaluări
- Experimental Analysis of Shot Peening On Carburized or CarbonitridedDocument5 paginiExperimental Analysis of Shot Peening On Carburized or CarbonitridedkarimÎncă nu există evaluări
- Lubricants 7Document4 paginiLubricants 7chemistrymaster100% (3)
- Optimising The Design of Textured Surfaces For Reducing Lubricated Friction Coef FicientDocument17 paginiOptimising The Design of Textured Surfaces For Reducing Lubricated Friction Coef FicientOmar KeshkÎncă nu există evaluări
- Ceramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesDocument7 paginiCeramic Coating (Tio2-Zro2) On Aluminium 6061t6 For Anti Wear PropertiesesatjournalsÎncă nu există evaluări
- C - Surface Prepration - ProtectiveDocument5 paginiC - Surface Prepration - Protectivekhor_albertÎncă nu există evaluări
- Wear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal ContactDocument6 paginiWear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal Contactmuhammad abduhÎncă nu există evaluări
- Unit7 Lubricants7Document5 paginiUnit7 Lubricants7engineeringchemistryÎncă nu există evaluări
- Experimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface IntegrityDocument15 paginiExperimental Techniques For Studying The Effects of Milling Roller-Burnishing Parameters On Surface Integritykambiz imani khaniÎncă nu există evaluări
- Paint Exam Model Paper - 2Document6 paginiPaint Exam Model Paper - 2Mujjamil Nakade0% (2)
- Highest Quality Marine Engine CastingsDocument4 paginiHighest Quality Marine Engine CastingsAbbas LkÎncă nu există evaluări
- Effect of Solid Lubricants On Friction and Wear BehaviourDocument9 paginiEffect of Solid Lubricants On Friction and Wear BehaviourSailakshmiÎncă nu există evaluări
- SSPCBiblio29 Effect of Oils On AdhesionDocument19 paginiSSPCBiblio29 Effect of Oils On AdhesionDo Van TaiÎncă nu există evaluări
- Tribological Properties of Solid Lubricants GraphiDocument8 paginiTribological Properties of Solid Lubricants Graphimylover huÎncă nu există evaluări
- Role of Lubricant in Powder MetallurgyDocument6 paginiRole of Lubricant in Powder MetallurgydtkraeutÎncă nu există evaluări
- Erdemir 1 - Tribological and Solid Lubrificant Coatings PDFDocument9 paginiErdemir 1 - Tribological and Solid Lubrificant Coatings PDFMÔNICA SUEDE S. SILVAÎncă nu există evaluări
- Tribology in Industry: M.S. Charoo, M.F. WaniDocument7 paginiTribology in Industry: M.S. Charoo, M.F. Wanisubrahmanyam.knvÎncă nu există evaluări
- Exhaust Valve Crystalcoat PDFDocument11 paginiExhaust Valve Crystalcoat PDFRadovan BulatovicÎncă nu există evaluări
- Plasma Powder Deposition of Babbit AlloysDocument4 paginiPlasma Powder Deposition of Babbit AlloysKhalid M. HafezÎncă nu există evaluări
- Q & A BgasDocument33 paginiQ & A BgasAbdulRahman Mohamed Hanifa86% (7)
- BGAS 2 Questions-1 PDFDocument33 paginiBGAS 2 Questions-1 PDFShyam Sundar Gayen100% (1)
- TrobometerDocument4 paginiTrobometerMarckho MpsÎncă nu există evaluări
- Surface & Coatings Technology: 10.1016/j.surfcoat.2012.09.057Document26 paginiSurface & Coatings Technology: 10.1016/j.surfcoat.2012.09.057Mislav TeskeraÎncă nu există evaluări
- Tips Bgas-PaintingDocument86 paginiTips Bgas-PaintingMd SajjadÎncă nu există evaluări
- Extension of Tio 2 in Coated Paperboard Using A Performance Optimization ModelDocument19 paginiExtension of Tio 2 in Coated Paperboard Using A Performance Optimization ModelhasibÎncă nu există evaluări
- Nanocomposite Coatings of Carbon-Based andDocument12 paginiNanocomposite Coatings of Carbon-Based andOm AmritÎncă nu există evaluări
- Metal2021 Mosnickova MetalDocument6 paginiMetal2021 Mosnickova MetalFilipe PossamaiÎncă nu există evaluări
- Research On Friction-Coatings With Activated Ultra-Thick Tin-BaseDocument5 paginiResearch On Friction-Coatings With Activated Ultra-Thick Tin-Baseerickson_mouraÎncă nu există evaluări
- Bgas Painting Q A - 1Document40 paginiBgas Painting Q A - 1Arif AliÎncă nu există evaluări
- B-GAS-GRADE - 2-Theory GoodDocument34 paginiB-GAS-GRADE - 2-Theory GoodCERTS100% (1)
- MLD Coatgs For AMSDocument6 paginiMLD Coatgs For AMSsushmaxÎncă nu există evaluări
- Talc As Friction Reducing Additive To Lubricating OilDocument7 paginiTalc As Friction Reducing Additive To Lubricating OilArter SarawutÎncă nu există evaluări
- CBT 2Document2 paginiCBT 2SUNIL RAJPUT100% (1)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsDe la EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsÎncă nu există evaluări
- Functional Polymer Coatings: Principles, Methods, and ApplicationsDe la EverandFunctional Polymer Coatings: Principles, Methods, and ApplicationsEvaluare: 1 din 5 stele1/5 (1)
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesDe la EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerÎncă nu există evaluări
- Ceramic Materials for Energy Applications VIDe la EverandCeramic Materials for Energy Applications VIHua-Tay LinÎncă nu există evaluări
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingDe la EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingÎncă nu există evaluări
- What To Do Following A Workplace AccidentDocument5 paginiWhat To Do Following A Workplace AccidentMona DeldarÎncă nu există evaluări
- Chi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillDocument32 paginiChi - Square Test: PG Students: DR Amit Gujarathi DR Naresh GillNaresh GillÎncă nu există evaluări
- Amul Amul AmulDocument7 paginiAmul Amul Amulravikumarverma28Încă nu există evaluări
- Dwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFDocument35 paginiDwnload Full Fundamentals of Nursing 1st Edition Yoost Test Bank PDFdetonateousellslbc100% (11)
- Chapter Six Account Group General Fixed Assets Account Group (Gfaag)Document5 paginiChapter Six Account Group General Fixed Assets Account Group (Gfaag)meseleÎncă nu există evaluări
- Safety AuditDocument9 paginiSafety AuditRobena Nagum BagasÎncă nu există evaluări
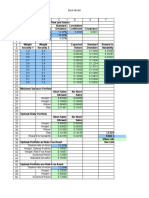
- BKM 10e Ch07 Two Security ModelDocument2 paginiBKM 10e Ch07 Two Security ModelJoe IammarinoÎncă nu există evaluări
- Issue of HomosexualityDocument4 paginiIssue of HomosexualityT-2000Încă nu există evaluări
- Grand Hyatt Manila In-Room Dining MenuDocument14 paginiGrand Hyatt Manila In-Room Dining MenuMetroStaycation100% (1)
- Chap 6 - Karen HorneyDocument95 paginiChap 6 - Karen HorneyDiana San JuanÎncă nu există evaluări
- BR Interlock Pallet Racking System 2009 enDocument8 paginiBR Interlock Pallet Racking System 2009 enMalik Rehan SyedÎncă nu există evaluări
- 3 Ways To Take Isabgol - WikiHowDocument6 pagini3 Ways To Take Isabgol - WikiHownasirÎncă nu există evaluări
- Debunking The Evergreening Patents MythDocument3 paginiDebunking The Evergreening Patents Mythjns198Încă nu există evaluări
- Cemco T80Document140 paginiCemco T80Eduardo Ariel Bernal100% (3)
- Ancon Tension Systems March 2008Document16 paginiAncon Tension Systems March 2008Slinky BillÎncă nu există evaluări
- Aakanksha ProjectDocument32 paginiAakanksha ProjectAakash murarkaÎncă nu există evaluări
- NTJN, Full Conference Program - FINALDocument60 paginiNTJN, Full Conference Program - FINALtjprogramsÎncă nu există evaluări
- 13105389Document22 pagini13105389Larry RicoÎncă nu există evaluări
- Key ScientificDocument4 paginiKey ScientificGarrettÎncă nu există evaluări
- OKRA Standards For UKDocument8 paginiOKRA Standards For UKabc111007100% (2)
- Tiếng AnhDocument250 paginiTiếng AnhĐinh TrangÎncă nu există evaluări
- Jurnal SOL MeningiomaDocument6 paginiJurnal SOL MeningiomaConnie SianiparÎncă nu există evaluări
- Hmo Details November 2022 1Document6 paginiHmo Details November 2022 1Saad BelloÎncă nu există evaluări
- Experiment Number 16 Formal ReportDocument4 paginiExperiment Number 16 Formal Reportapi-524547303Încă nu există evaluări
- Emerging Re-Emerging Infectious Disease 2022Document57 paginiEmerging Re-Emerging Infectious Disease 2022marioÎncă nu există evaluări
- c3175492 Pavan Kumarvasudha Signed OfferletterDocument6 paginic3175492 Pavan Kumarvasudha Signed OfferletterPavan Kumar Vasudha100% (1)
- ANATOMY 1 NILEM and Cat FISHDocument19 paginiANATOMY 1 NILEM and Cat FISHAnisatul Khabibah ZaenÎncă nu există evaluări