S-ar putea să vă placă și
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDocument60 paginiAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyÎncă nu există evaluări
- Design Basis Report for 2x18 MW CPPDocument107 paginiDesign Basis Report for 2x18 MW CPPErin WardÎncă nu există evaluări
- PFI ES 16 - 2013 EditionDocument11 paginiPFI ES 16 - 2013 EditionArcadio Duran100% (1)
- Iec-584 For ThermocouplesDocument160 paginiIec-584 For Thermocouplessuresh kumarÎncă nu există evaluări
- Brass MachiningDocument68 paginiBrass MachiningVaibhav ShuklaÎncă nu există evaluări
- ASME Section II Part A - Ferrous Material SpecificationsDocument8 paginiASME Section II Part A - Ferrous Material SpecificationsGato Sesa100% (1)
- PC PumpDocument5 paginiPC Pumpphantanthanh100% (1)
- API 2H50 Data Sheet 2012 04 02Document2 paginiAPI 2H50 Data Sheet 2012 04 02alvaedison00Încă nu există evaluări
- Is 5624Document9 paginiIs 5624jselwyn1980Încă nu există evaluări
- Kusile Supercritical Power Station: Automating The Biggest Power Plant in AfricaDocument8 paginiKusile Supercritical Power Station: Automating The Biggest Power Plant in AfricaAnonymous KzJcjGCJbÎncă nu există evaluări
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pagini6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarÎncă nu există evaluări
- Pitting Resistance Rating in AGMA, ISO and BSDocument8 paginiPitting Resistance Rating in AGMA, ISO and BSVarundeep Merugu NethaÎncă nu există evaluări
- BS 1414-1975 PDFDocument27 paginiBS 1414-1975 PDF윤규섭Încă nu există evaluări
- TR TS 032 2013 en UpdDocument81 paginiTR TS 032 2013 en UpdSergÎncă nu există evaluări
- KF Ball Valve M3 Series Ball ValveDocument18 paginiKF Ball Valve M3 Series Ball ValveBureau VeritasÎncă nu există evaluări
- A FEDS Structural BoltsDocument6 paginiA FEDS Structural BoltsCrimsonPoshÎncă nu există evaluări
- 03SA0S04Document5 pagini03SA0S04Jhonny RinconesÎncă nu există evaluări
- 02 6261 ELV Datasheet For ElevatorsDocument4 pagini02 6261 ELV Datasheet For ElevatorsKaniska Bhattacharya100% (1)
- 39NiCrMo3 steel technical cardDocument2 pagini39NiCrMo3 steel technical cardLokesh Krishnappa100% (1)
- Valves Shell Design StrengthDocument10 paginiValves Shell Design Strengthمحمد عبدالدايمÎncă nu există evaluări
- KOGAS Natural Gas Ball Valve SpecificationDocument25 paginiKOGAS Natural Gas Ball Valve Specification윤병택Încă nu există evaluări
- SPV315 Steel Plate Properties & ApplicationsDocument3 paginiSPV315 Steel Plate Properties & ApplicationsbkprodhÎncă nu există evaluări
- Din 8075 PDFDocument11 paginiDin 8075 PDFAlina AlinaÎncă nu există evaluări
- Chapter 4 - Memory SystemsDocument32 paginiChapter 4 - Memory Systemslvsaru0% (1)
- METRIC REPORT TITLESDocument34 paginiMETRIC REPORT TITLESbazil17Încă nu există evaluări
- Astm A1014Document3 paginiAstm A1014Shunmugavel KarpagamÎncă nu există evaluări
- Weldolet InfoDocument4 paginiWeldolet InfoChoon Wei WongÎncă nu există evaluări
- EPRI 3002001465 - Grade 91 Steel HandbookDocument120 paginiEPRI 3002001465 - Grade 91 Steel HandbookWillie NeptuneÎncă nu există evaluări
- E in 230Document87 paginiE in 230alia_aabÎncă nu există evaluări
- HIC Test 22-Jul-19Document3 paginiHIC Test 22-Jul-19Panomsit SrirunpetchÎncă nu există evaluări
- Seamless Carbon Steel Boiler Tubes For High-Pressure ServiceDocument2 paginiSeamless Carbon Steel Boiler Tubes For High-Pressure ServiceChandra ClarkÎncă nu există evaluări
- Welker 2Document2 paginiWelker 2faradbÎncă nu există evaluări
- Sfa-5 18Document28 paginiSfa-5 18Armando Lujan VelazquezÎncă nu există evaluări
- ISO Cylinders Design and Manuf Herve Barthelemy PDFDocument32 paginiISO Cylinders Design and Manuf Herve Barthelemy PDFumeshÎncă nu există evaluări
- 16-Preiss-Study en 13445-Asme VIIIDocument26 pagini16-Preiss-Study en 13445-Asme VIIISivi NallamothuÎncă nu există evaluări
- A723A723M-18a 1.05 PDFDocument5 paginiA723A723M-18a 1.05 PDFist93993Încă nu există evaluări
- V B01B0005B-15GB PDFDocument20 paginiV B01B0005B-15GB PDFनिपुण कुमारÎncă nu există evaluări
- NES 802 Part 4 Requirements For Acoustic and Thermal Insulation MaterialDocument28 paginiNES 802 Part 4 Requirements For Acoustic and Thermal Insulation MaterialJEORJEÎncă nu există evaluări
- PV, EliteDocument2 paginiPV, Elites33d_2010Încă nu există evaluări
- A Review of Postweld Heat Treatment Code Exemption - Part 1 (March 2006) - TWIDocument26 paginiA Review of Postweld Heat Treatment Code Exemption - Part 1 (March 2006) - TWItuanÎncă nu există evaluări
- ASME PTC19.3 TW-2010 Thermowell Design Standard: © Abb Month DD, YYYY - Slide 1Document23 paginiASME PTC19.3 TW-2010 Thermowell Design Standard: © Abb Month DD, YYYY - Slide 1John PaulÎncă nu există evaluări
- Thermal Power Plant PresentationDocument36 paginiThermal Power Plant PresentationkkkkkkkkkkkkkkhAsFAIKSGEF0% (1)
- 15.00 John Henry LooneyDocument24 pagini15.00 John Henry LooneyMuhammad Hassan MaqsoodÎncă nu există evaluări
- Special Forgings Technical RequirementsDocument13 paginiSpecial Forgings Technical RequirementsMubeenÎncă nu există evaluări
- Is 2041 2009Document12 paginiIs 2041 2009Katie RamirezÎncă nu există evaluări
- JIS (Japanese) Standards For Steel MaterialsDocument2 paginiJIS (Japanese) Standards For Steel MaterialsLG Nguyen100% (1)
- Site Specific Seismic Spectra BS VI IOCL ...Document7 paginiSite Specific Seismic Spectra BS VI IOCL ...NirmalÎncă nu există evaluări
- Is 3074 2005Document16 paginiIs 3074 2005Kuldeep SinghÎncă nu există evaluări
- Evaluating condition & life of older power plants using RLT & RBI methodsDocument12 paginiEvaluating condition & life of older power plants using RLT & RBI methodsDanie-ElsÎncă nu există evaluări
- Chap 28 PDFDocument30 paginiChap 28 PDFnelson escuderoÎncă nu există evaluări
- HSBT - 7VU683 V4.7 - Catalog - SIP - E7 - en PDFDocument24 paginiHSBT - 7VU683 V4.7 - Catalog - SIP - E7 - en PDFDony SaputraÎncă nu există evaluări
- NozzleproDocument20 paginiNozzleprossmith2007Încă nu există evaluări
- Brochure DoosanSkoda SteamTurbines & GeneratorsDocument13 paginiBrochure DoosanSkoda SteamTurbines & GeneratorsNestramiÎncă nu există evaluări
- Jis G3452Document7 paginiJis G3452Bahtiar Anak LaNangÎncă nu există evaluări
- Jis G3455 PDFDocument12 paginiJis G3455 PDFhbookÎncă nu există evaluări
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDocument7 paginiGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarÎncă nu există evaluări
- Jis G3456 PDFDocument13 paginiJis G3456 PDFhbookÎncă nu există evaluări
- Jis G3458 PDFDocument14 paginiJis G3458 PDFhbookÎncă nu există evaluări
- JIS G3452 - UpdatedDocument7 paginiJIS G3452 - Updatedngocbinh8x100% (1)
- JIS G3464 Steel Heat Exchanger TubesDocument14 paginiJIS G3464 Steel Heat Exchanger TubeshbookÎncă nu există evaluări
- Belt and Chain Bucket ElevatorDocument12 paginiBelt and Chain Bucket Elevatorhinojosa07406875% (4)
- Coefficient of Friction: Screw CoolingDocument2 paginiCoefficient of Friction: Screw CoolinghbookÎncă nu există evaluări
- Screw Conveyor Engineering GuideDocument44 paginiScrew Conveyor Engineering GuidehbookÎncă nu există evaluări
- ThingsyourscrewdesignerDocument6 paginiThingsyourscrewdesignerFerney BaltanÎncă nu există evaluări
- Conveyor CalcleDocument59 paginiConveyor CalcleGerchu GTÎncă nu există evaluări
- ED7204Document5 paginiED7204hbookÎncă nu există evaluări
- Drag Chain Conveyor BrochureDocument8 paginiDrag Chain Conveyor BrochureAnonymous Cxriyx9HIXÎncă nu există evaluări
- Design and Fabrication Ofscrew ConveyorDocument15 paginiDesign and Fabrication Ofscrew ConveyorhbookÎncă nu există evaluări
- 4097 19335 1 PBDocument7 pagini4097 19335 1 PBhbookÎncă nu există evaluări
- Design and Fabrication Ofscrew ConveyorDocument15 paginiDesign and Fabrication Ofscrew ConveyorhbookÎncă nu există evaluări
- Complete Guide To ChainDocument230 paginiComplete Guide To ChainVijay GohilÎncă nu există evaluări
- Bucket Elevator Calculation for Quang Trach 1 Thermal Power PlantDocument8 paginiBucket Elevator Calculation for Quang Trach 1 Thermal Power PlanthbookÎncă nu există evaluări
- Bulk Solids Handling PDFDocument12 paginiBulk Solids Handling PDFCarlos Humberto Velez Useche0% (2)
- Bottom Ash SystemDocument6 paginiBottom Ash SystemhbookÎncă nu există evaluări
- Novel Calculation Method For Chain Conveyor Systems: Jens Sumpf, Hagen Bankwitz Klaus NendelDocument12 paginiNovel Calculation Method For Chain Conveyor Systems: Jens Sumpf, Hagen Bankwitz Klaus NendelhbookÎncă nu există evaluări
- Screw Conveyor CALCULATIONDocument7 paginiScrew Conveyor CALCULATIONAlejandro Enrique RodriguezÎncă nu există evaluări
- Batching and Mixing ConcreteDocument35 paginiBatching and Mixing ConcreteYogesh Badhe100% (5)
- Spiral Flight DevelopmentDocument1 paginăSpiral Flight DevelopmentOscar Alvitez DominguezÎncă nu există evaluări
- 4097 19335 1 PBDocument7 pagini4097 19335 1 PBhbookÎncă nu există evaluări
- Introduction To Materials Handling PDFDocument8 paginiIntroduction To Materials Handling PDFhijzain75% (4)
- ED7204Document5 paginiED7204hbookÎncă nu există evaluări
- Introduction To Materials Handling PDFDocument8 paginiIntroduction To Materials Handling PDFhijzain75% (4)
- Is.10919.1984 ESP StandardDocument6 paginiIs.10919.1984 ESP StandardhbookÎncă nu există evaluări
- Design of Material Handling Equipments - (PDF Document)Document1 paginăDesign of Material Handling Equipments - (PDF Document)hbookÎncă nu există evaluări
- Scope Fasteners DINDocument4 paginiScope Fasteners DINhbookÎncă nu există evaluări
- Scope Fasteners ANSIDocument3 paginiScope Fasteners ANSIhbookÎncă nu există evaluări
- By: Omar Ali Eid Mokhtar Reg# 07100364 Computer Engineering For Doctor: Said Elsafy and Eng. Sherif ZaferDocument9 paginiBy: Omar Ali Eid Mokhtar Reg# 07100364 Computer Engineering For Doctor: Said Elsafy and Eng. Sherif ZaferhbookÎncă nu există evaluări
- Main - Product - Report-Tangshan Shengcai Steel Co., Ltd.Document10 paginiMain - Product - Report-Tangshan Shengcai Steel Co., Ltd.hbookÎncă nu există evaluări
- Sheet and Coil: Product GuideDocument54 paginiSheet and Coil: Product GuidehbookÎncă nu există evaluări
- Maj White Paper Coating 2014 v2Document12 paginiMaj White Paper Coating 2014 v2bennÎncă nu există evaluări
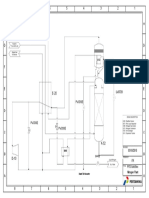
- PFD - Nitrogen Plant UTL Plaju (Cold Box)Document1 paginăPFD - Nitrogen Plant UTL Plaju (Cold Box)Julia Dwi LestariÎncă nu există evaluări
- Arrangement of ParticlesDocument26 paginiArrangement of ParticlesJannz RiveraÎncă nu există evaluări
- Improved Drilling of Depleted Sands with Cloud-Point GlycolsDocument3 paginiImproved Drilling of Depleted Sands with Cloud-Point GlycolsJulie SpencerÎncă nu există evaluări
- ADM GEN - CHEMISTRY 2 Lesson 1Document23 paginiADM GEN - CHEMISTRY 2 Lesson 1EDGAR RIVERAÎncă nu există evaluări
- Graboflex Gymfit 60 ENGDocument1 paginăGraboflex Gymfit 60 ENGAlejandroMirandaÎncă nu există evaluări
- Volume B: Figure 4.2.2-42: The Actual Stucture in 3DDocument5 paginiVolume B: Figure 4.2.2-42: The Actual Stucture in 3DxavierlthÎncă nu există evaluări
- MSC 337Document36 paginiMSC 337Alfred Esquillio MontealtoÎncă nu există evaluări
- Fluid Dynamics Wind Turbine Design Optimization Using BEM TheoryDocument15 paginiFluid Dynamics Wind Turbine Design Optimization Using BEM TheorydfgÎncă nu există evaluări
- Optiv Performance 443 Datasheet enDocument9 paginiOptiv Performance 443 Datasheet enRoland von KurnatowskiÎncă nu există evaluări
- Axial Piston Variable Pump A10V (S) O Series 31 AmericasDocument56 paginiAxial Piston Variable Pump A10V (S) O Series 31 AmericasFawzi AlzubairyÎncă nu există evaluări
- Effects of Sugarcane Bagasse Ash and Nano Eggshell Powder On High Strength Concrete PropertiesDocument18 paginiEffects of Sugarcane Bagasse Ash and Nano Eggshell Powder On High Strength Concrete PropertiesAce De GuzmanÎncă nu există evaluări
- ch5 PDFDocument42 paginich5 PDFJalen Malorae TaclawanÎncă nu există evaluări
- Clean Room - PPT 1Document30 paginiClean Room - PPT 1Jaswant Singh100% (1)
- Rev11 en Manual Piclassic CutDocument12 paginiRev11 en Manual Piclassic Cutmausanchezmej.ingenieriaÎncă nu există evaluări
- Mass & Weight 1 QP - 230820 - 162953Document10 paginiMass & Weight 1 QP - 230820 - 162953anjanamenonÎncă nu există evaluări
- Beams and ReactionsDocument42 paginiBeams and ReactionsbackuponecolosoÎncă nu există evaluări
- Circ BaseDocument8 paginiCirc BaseMario Sajulga Dela Cuadra100% (1)
- Shell All Chaps Annotated-1 PDFDocument337 paginiShell All Chaps Annotated-1 PDFabadittadesseÎncă nu există evaluări
- Details of KO DrumDocument7 paginiDetails of KO Drumnishank soniÎncă nu există evaluări
- Photodiode PDFDocument13 paginiPhotodiode PDFRizkyAnandarÎncă nu există evaluări
- 3.2training - Manual - TBN Steam Path (Bucket)Document15 pagini3.2training - Manual - TBN Steam Path (Bucket)Tung Nguyen100% (1)
- Conversion of Gas Flow From m3 To Nm3Document2 paginiConversion of Gas Flow From m3 To Nm3vvijaybhanÎncă nu există evaluări
- Lab02 Pressure WorksheetDocument3 paginiLab02 Pressure WorksheetFawadAkhtar100% (1)
- Welding Process Related DefectsDocument1 paginăWelding Process Related DefectskapsarcÎncă nu există evaluări
- HCP Texture AnalysisDocument16 paginiHCP Texture AnalysisYazar K UdayanÎncă nu există evaluări
- Removal of Methylene Blue by Activated Carbon Prepared From Waste in A Fixed Bed ColumnDocument9 paginiRemoval of Methylene Blue by Activated Carbon Prepared From Waste in A Fixed Bed ColumnBarryÎncă nu există evaluări
- Review of Journal Bearing Materials and Current TrendsDocument13 paginiReview of Journal Bearing Materials and Current TrendsKamolwan WeerachatsakulÎncă nu există evaluări
- Astm F 2389 - 2017aDocument10 paginiAstm F 2389 - 2017aErika Viridiana AldaranÎncă nu există evaluări
- Rhodes Solutions Ch14Document7 paginiRhodes Solutions Ch14Joson ChaiÎncă nu există evaluări
- 2 Lec2Document25 pagini2 Lec2Armando FaríasÎncă nu există evaluări