S-ar putea să vă placă și
- Evidencia 1Document8 paginiEvidencia 1Marcela MorenoÎncă nu există evaluări
- Rodriguez Raul Act1Document7 paginiRodriguez Raul Act1Raul Rodriguez OrtegaÎncă nu există evaluări
- FICHA TÉCNICA CaprinoculturaDocument30 paginiFICHA TÉCNICA CaprinoculturaSara Rojas0% (1)
- Aprovisionamiento Interno y ExternoDocument7 paginiAprovisionamiento Interno y ExternoLuisa FernandaÎncă nu există evaluări
- Rotacion Inventarios 1Document12 paginiRotacion Inventarios 1Chava JairoÎncă nu există evaluări
- 28 de Agosto de 2021: Evidencia 1: Flujograma "Procesos de La Cadena Logística Y El Marco"Document16 pagini28 de Agosto de 2021: Evidencia 1: Flujograma "Procesos de La Cadena Logística Y El Marco"Camilo Andres Morales BeltranÎncă nu există evaluări
- Copia de EJERCICIOS Unidad 3Document6 paginiCopia de EJERCICIOS Unidad 3LIDIA VIOR CUESTAÎncă nu există evaluări
- Identificar Los Modelos y Sistemas de Inventarios Utilizados en Una OrganizaciónDocument4 paginiIdentificar Los Modelos y Sistemas de Inventarios Utilizados en Una OrganizaciónJacinto CaroÎncă nu există evaluări
- La Cabaña" S. R. L. 2022Document1 paginăLa Cabaña" S. R. L. 2022Yoselin SolorzanoÎncă nu există evaluări
- La Cabaña" S. R. L. 2023 Versión 2Document1 paginăLa Cabaña" S. R. L. 2023 Versión 2Augusto RamirezÎncă nu există evaluări
- UNIDAD 1 - LOS PROCESOS DE PRODUCCIÓN Y DISTRIBUCIÓN (Parte 1) PDFDocument10 paginiUNIDAD 1 - LOS PROCESOS DE PRODUCCIÓN Y DISTRIBUCIÓN (Parte 1) PDFMaria Jose Gonzalez RojasÎncă nu există evaluări
- GERENCIA DE PRODUCCION ENTREGA OkDocument33 paginiGERENCIA DE PRODUCCION ENTREGA OkMarcee MariinÎncă nu există evaluări
- Enunciado Ejercicio Exposicion Costos HistoricosDocument5 paginiEnunciado Ejercicio Exposicion Costos HistoricosLuis GarciaÎncă nu există evaluări
- Sistema Contable de Explotaciones de EngordeDocument10 paginiSistema Contable de Explotaciones de EngordeEdgarÎncă nu există evaluări
- Rico PolloDocument12 paginiRico Polloraphael100% (1)
- Planificacion y Control de Costos de AyBDocument55 paginiPlanificacion y Control de Costos de AyBRosalia Sobrino Normandia88% (26)
- Recetario de BebidasDocument6 paginiRecetario de BebidasAimar SalcedoÎncă nu există evaluări
- EDA Hab Neg Manejo Inventarios 05 07Document3 paginiEDA Hab Neg Manejo Inventarios 05 07Avaluador Edixson Villalobos MScÎncă nu există evaluări
- TA 2012 1 Sistemas LogisticosDocument10 paginiTA 2012 1 Sistemas LogisticosLiz GómezÎncă nu există evaluări
- Supervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110De la EverandSupervisión de las operaciones preliminares y técnicas de manipulación. HOTR0110Încă nu există evaluări
- Trabajo Final Grupal-ProduccionDocument9 paginiTrabajo Final Grupal-ProduccionlulucreacionesfvÎncă nu există evaluări
- Enunciado Practica Conta 5Document6 paginiEnunciado Practica Conta 5Liz BellaÎncă nu există evaluări
- 1.2.10 Momento Independiente Actividad IntegradoraDocument7 pagini1.2.10 Momento Independiente Actividad IntegradoraJAVIER LIBARDO BOHORQUEZ GUTIERREZ-Estudiante VirtualÎncă nu există evaluări
- Taller - INVENTARIOS N 1Document8 paginiTaller - INVENTARIOS N 1CRISTIAN ANDRES TARIFFA MONTEROÎncă nu există evaluări
- Ciclo de ProducciónDocument20 paginiCiclo de ProducciónArqui0889Încă nu există evaluări
- Ejercicios de Contabiliad de Agropecuaria 2Document2 paginiEjercicios de Contabiliad de Agropecuaria 2Bruna Torrez CisnerosÎncă nu există evaluări
- Las Principales Cuentas ContabilizaciónDocument55 paginiLas Principales Cuentas ContabilizaciónLUCIA MÁRQUEZÎncă nu există evaluări
- Balance General ProyectadoDocument20 paginiBalance General ProyectadoMarianyela Montilla SandovalÎncă nu există evaluări
- Almacenaje y expedición de carne y productos cárnicos. INAI0108De la EverandAlmacenaje y expedición de carne y productos cárnicos. INAI0108Încă nu există evaluări
- GDP 1 Simulacion de InventarioDocument6 paginiGDP 1 Simulacion de InventarioDelbyn Andree Guiteras RuizÎncă nu există evaluări
- Proceso de Producción de Pollo de EngordaDocument6 paginiProceso de Producción de Pollo de EngordaDulce Rubio0% (2)
- Pedido de CompraDocument14 paginiPedido de CompraMarlen PaHuÎncă nu există evaluări
- Trabajo de PopDocument5 paginiTrabajo de PopGerzon GonzalesÎncă nu există evaluări
- Cadenas de Suministro EverDocument13 paginiCadenas de Suministro EverMichelle LorenzoÎncă nu există evaluări
- RESUMEN Recepcion y AlmacenamientoDocument3 paginiRESUMEN Recepcion y AlmacenamientoChristian Alarcon100% (1)
- TF 3 Costos y PresupuestosDocument17 paginiTF 3 Costos y PresupuestosElizabeth HilarioÎncă nu există evaluări
- Informe de CostosDocument10 paginiInforme de Costosmiguel angel ruiz olivarÎncă nu există evaluări
- Tema 6 Costos 1Document58 paginiTema 6 Costos 1roxamareÎncă nu există evaluări
- PresupuestosDocument13 paginiPresupuestosValeriaÎncă nu există evaluări
- LAB8 Dirigida Fundamentos de La Cadena de SuministroDocument2 paginiLAB8 Dirigida Fundamentos de La Cadena de Suministrosebastianaycho209Încă nu există evaluări
- Ejercicios Sobre InventariosDocument9 paginiEjercicios Sobre InventariosJavier Mocondino100% (1)
- Practica 3 Costo I APEC Enero. 2021 20200425Document4 paginiPractica 3 Costo I APEC Enero. 2021 20200425Erika Hernández100% (1)
- S3.01 Caso Cadena de Suministro de Galletas MaríaDocument2 paginiS3.01 Caso Cadena de Suministro de Galletas MaríaJeremy MantaríÎncă nu există evaluări
- T5 Solución Act EvaluablesDocument5 paginiT5 Solución Act EvaluablesMiguel SanzÎncă nu există evaluări
- 1.2.10 Momento Independiente Actividad IntegradoraDocument7 pagini1.2.10 Momento Independiente Actividad IntegradoraJAVIER LIBARDO BOHORQUEZ GUTIERREZ-Estudiante VirtualÎncă nu există evaluări
- Semana 11 - Tema 01 Tarea - Avance de Proyecto Final 2Document11 paginiSemana 11 - Tema 01 Tarea - Avance de Proyecto Final 2angeldevida22Încă nu există evaluări
- Estudio Organizacional y Financiero Proyecto Ganadería LecheraDocument10 paginiEstudio Organizacional y Financiero Proyecto Ganadería LecheraAlex CoronaÎncă nu există evaluări
- Fase 4. Gestion de AlmacenamientoDocument10 paginiFase 4. Gestion de AlmacenamientoRamiro BastidasÎncă nu există evaluări
- Actividad 7 EOQ 2Document13 paginiActividad 7 EOQ 2Luis Hernando PINZON FONSECAÎncă nu există evaluări
- Manual de OperacionesDocument18 paginiManual de OperacionesYumeno GentaroÎncă nu există evaluări
- Práctica Dirigida No. 3 (Semana 04 y Semana 05) 2021 2Document7 paginiPráctica Dirigida No. 3 (Semana 04 y Semana 05) 2021 2chiara suarezÎncă nu există evaluări
- Caso BradFord ManufacturingDocument10 paginiCaso BradFord ManufacturingLuis Eduardo Priego Balbuena100% (2)
- Caso Caracol Agosto 2013Document38 paginiCaso Caracol Agosto 2013Alvaro TaiÎncă nu există evaluări
- Practica AgropecuariaDocument172 paginiPractica AgropecuariaLey Flores100% (1)
- Costos de Alimentos y BebidasDocument6 paginiCostos de Alimentos y BebidasIsabel RodriguezÎncă nu există evaluări
- Problemas Propuestos DireccionDocument8 paginiProblemas Propuestos DireccionDiego Gabriel Calderón PintoÎncă nu există evaluări
- Control Preventivo de InventariosDocument6 paginiControl Preventivo de Inventariosdanielsanchez766656Încă nu există evaluări
- Caso BradFord ManufacturingDocument13 paginiCaso BradFord ManufacturingGuisella0% (2)
- MF0664_3 - Programación de la producción en industrias de procesoDe la EverandMF0664_3 - Programación de la producción en industrias de procesoÎncă nu există evaluări
- Ofertas de repostería, aprovisionamiento interno y control de consumos. HOTR0509De la EverandOfertas de repostería, aprovisionamiento interno y control de consumos. HOTR0509Încă nu există evaluări
- Metodologia Pompidou Center Guillermo BarreraDocument3 paginiMetodologia Pompidou Center Guillermo BarreraMoreno LauÎncă nu există evaluări
- LecturaDocument27 paginiLecturaGina CastilloÎncă nu există evaluări
- SESIÓN 03 TareaDocument6 paginiSESIÓN 03 TareaADEMIR GIULIANO BURGOS RIQUEÎncă nu există evaluări
- 5 1220042 Hed02 PDocument7 pagini5 1220042 Hed02 PRenata RamírezÎncă nu există evaluări
- Matematicas Ciclo 5Document19 paginiMatematicas Ciclo 5cfisicasterÎncă nu există evaluări
- Cuestionario Leccion 2Document10 paginiCuestionario Leccion 2Edwin Lozano57% (7)
- Hoja de Respuestas NM2 Semana 08 de Abril. FinalDocument3 paginiHoja de Respuestas NM2 Semana 08 de Abril. FinalbmunozÎncă nu există evaluări
- Sentido e Impacto Del Uso de Armas de Fuego en VenezuelaDocument168 paginiSentido e Impacto Del Uso de Armas de Fuego en VenezuelaEdgar Alexander Esteves Millán0% (1)
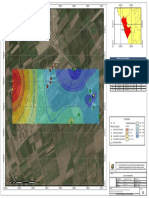
- Mapa de HidroisohipsaDocument1 paginăMapa de HidroisohipsaRuth Alarcon MezaÎncă nu există evaluări
- Actividad 2 Jerarquia de OperacionesDocument5 paginiActividad 2 Jerarquia de Operacionesmleal24Încă nu există evaluări
- Prueba de Unidad - Invest - Aplic V..Document5 paginiPrueba de Unidad - Invest - Aplic V..Arturo Saravia LeguaÎncă nu există evaluări
- La Molestia de Las Basuras en Hobo HuilaDocument5 paginiLa Molestia de Las Basuras en Hobo HuilayadiraÎncă nu există evaluări
- 5° - Jarol - Religión-Experiencia 8-S1Document4 pagini5° - Jarol - Religión-Experiencia 8-S1Ander PyÎncă nu există evaluări
- Pendulo SimpleDocument6 paginiPendulo SimpleFranklin MauricioÎncă nu există evaluări
- UcayaliDocument23 paginiUcayalidante hitler perez cardenasÎncă nu există evaluări
- RECURRENCIASDocument25 paginiRECURRENCIASAlejandro GarcésÎncă nu există evaluări
- Análisis Estadístico de AccidentesDocument19 paginiAnálisis Estadístico de AccidentesRoberto JuárezÎncă nu există evaluări
- Suelos 2 Asentamientos ElasticosDocument13 paginiSuelos 2 Asentamientos ElasticosFIORELAÎncă nu există evaluări
- Entorno de Trabajo en Prezi MDocument20 paginiEntorno de Trabajo en Prezi MRuben LipeÎncă nu există evaluări
- Introducción A La Comunicación DigitalDocument37 paginiIntroducción A La Comunicación DigitalNohemi LugoÎncă nu există evaluări
- MicrobiologIa de La CarneDocument9 paginiMicrobiologIa de La CarneMarthina GimenezÎncă nu există evaluări
- Guia de Laboratorio. 2a y 2bDocument3 paginiGuia de Laboratorio. 2a y 2bJuliana Uribe100% (3)
- Plan-De-estudio-operación y Diseño Ptar 2022.Document3 paginiPlan-De-estudio-operación y Diseño Ptar 2022.Jhonatan Moreno RodriguezÎncă nu există evaluări
- 2648 20230323 Exercici EXERCICIS 23.03.2023Document3 pagini2648 20230323 Exercici EXERCICIS 23.03.2023ValeriaÎncă nu există evaluări
- PROYECTODocument41 paginiPROYECTOrestela401439Încă nu există evaluări
- El Cultivo Del TarwiDocument36 paginiEl Cultivo Del TarwiConservación Amazónica ACCA100% (9)
- Autoevaluación N°3 - Revisión de IntentosDocument4 paginiAutoevaluación N°3 - Revisión de IntentosPriscela Loyda Huarancca MarcosÎncă nu există evaluări
- Flores Salsavilca Carlos RaulDocument8 paginiFlores Salsavilca Carlos Raulcarlis floresÎncă nu există evaluări
- El Aprendizaje en Alumnos Con Necidades Educativas EspecialesDocument164 paginiEl Aprendizaje en Alumnos Con Necidades Educativas EspecialesMarisol Alegre100% (1)
- Diplomado en Competencias de Liderazgo Educativo para La Construccion de Comunidades Escolares de AprendizajeDocument30 paginiDiplomado en Competencias de Liderazgo Educativo para La Construccion de Comunidades Escolares de AprendizajeVeronica MontañoÎncă nu există evaluări