S-ar putea să vă placă și
- DBR - GeneralDocument26 paginiDBR - GeneralSuresh BabuÎncă nu există evaluări
- Letter For Testing of PQRDocument1 paginăLetter For Testing of PQRPA PROJECTS PVT LTDÎncă nu există evaluări
- WPS-Nozzle With Reinforcement Pad (CS-CS) .Document1 paginăWPS-Nozzle With Reinforcement Pad (CS-CS) .suria qaqcÎncă nu există evaluări
- Global Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesDocument7 paginiGlobal Marketing For Tube & Pipe: JIS G3457 Arc Welded Carbon Steel PipesNurzed MunkhbayarÎncă nu există evaluări
- Is 3502 2009 PDFDocument10 paginiIs 3502 2009 PDFRajashekar.PÎncă nu există evaluări
- Material Specifications Tradename Astm Specification UNS Werkstoff DIN Barstock Forging Casting Diversity Rpa Key Pipe Fittings Number NumberDocument3 paginiMaterial Specifications Tradename Astm Specification UNS Werkstoff DIN Barstock Forging Casting Diversity Rpa Key Pipe Fittings Number NumberErcan YilmazÎncă nu există evaluări
- 8 +nuts+&+boltsDocument13 pagini8 +nuts+&+boltsPraveen MÎncă nu există evaluări
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 paginiA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingÎncă nu există evaluări
- (1-VI) - Rules For Welding - 2013 PDFDocument302 pagini(1-VI) - Rules For Welding - 2013 PDFKhoirulRamadhanÎncă nu există evaluări
- Asme Form U-1. v-11201 ADocument3 paginiAsme Form U-1. v-11201 ASalman KhanÎncă nu există evaluări
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 paginiProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarÎncă nu există evaluări
- Specifications of LR BendDocument11 paginiSpecifications of LR BendPrafulla PatilÎncă nu există evaluări
- WPS FormatDocument2 paginiWPS FormatmanjuÎncă nu există evaluări
- ASME UM Audit Preparation ListDocument2 paginiASME UM Audit Preparation ListMd Anamul Hoque100% (1)
- 21.02.15 Tuv Visit ReportDocument5 pagini21.02.15 Tuv Visit ReportssmullaÎncă nu există evaluări
- Is - 2062Document10 paginiIs - 2062Jagjeet SinghÎncă nu există evaluări
- Is 822 Code of Pratice For Inspection of WeldsDocument40 paginiIs 822 Code of Pratice For Inspection of Weldsnarasimhareddy415Încă nu există evaluări
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pagini6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarÎncă nu există evaluări
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 paginiHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariÎncă nu există evaluări
- Part2 Notice 1Document21 paginiPart2 Notice 1Danem Halas100% (1)
- Is 7215 Tolerances For Fabrication of Steel Structures R0.183135154Document24 paginiIs 7215 Tolerances For Fabrication of Steel Structures R0.183135154rikumohan100% (1)
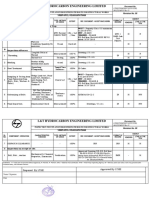
- L&T Hydrocarbon Engineering LimitedDocument2 paginiL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveÎncă nu există evaluări
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTDocument8 pagini44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaÎncă nu există evaluări
- Test Certificate For Self Actuated Pressure Control ValveDocument1 paginăTest Certificate For Self Actuated Pressure Control Valvesubrata dashÎncă nu există evaluări
- EIL NDT RequirementDocument10 paginiEIL NDT RequirementMurli ramchandranÎncă nu există evaluări
- 175-Ir022501, (850146), 07.12.2017Document2 pagini175-Ir022501, (850146), 07.12.2017Rami ELLOUMIÎncă nu există evaluări
- Colour Coding As Per BHELDocument7 paginiColour Coding As Per BHELKedar Choksi0% (1)
- IS 3589-2001 MS PipesDocument21 paginiIS 3589-2001 MS Pipesiampatanjali100% (5)
- Fabrication & Erection StandardsDocument2 paginiFabrication & Erection StandardsSakthivel VÎncă nu există evaluări
- Wps Sp14 Reva PDFDocument9 paginiWps Sp14 Reva PDFravi00098Încă nu există evaluări
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 paginăWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaÎncă nu există evaluări
- EIL Painting Spec B16!79!41 PLS 01Document61 paginiEIL Painting Spec B16!79!41 PLS 01mANISH THIRANI100% (3)
- IVR-8117994011-01 - Rev.00Document6 paginiIVR-8117994011-01 - Rev.00Abhay KarandeÎncă nu există evaluări
- IRN-8108577716-432-01-RIL-Audco-17 Jan 2014Document1 paginăIRN-8108577716-432-01-RIL-Audco-17 Jan 2014MuralitclÎncă nu există evaluări
- TDC PP742 F2Document3 paginiTDC PP742 F2Arjun PrajapatiÎncă nu există evaluări
- WPS-PQR Pengelasan (AA)Document12 paginiWPS-PQR Pengelasan (AA)Abrianto AkuanÎncă nu există evaluări
- Evaluation of 8090 and Weldalite-049 Aluminum-Lithium AlloysDocument39 paginiEvaluation of 8090 and Weldalite-049 Aluminum-Lithium Alloysskylancer-3441Încă nu există evaluări
- API-1000-11 Rev 0Document3 paginiAPI-1000-11 Rev 0Mahesh MishraÎncă nu există evaluări
- TDC QapDocument69 paginiTDC QapKuppuraj ParamsivamÎncă nu există evaluări
- QCF312 WPQRDocument2 paginiQCF312 WPQRminhnnÎncă nu există evaluări
- Welding ChartDocument2 paginiWelding Chartjmcorsame777100% (2)
- Pressure Vessel RT TestDocument3 paginiPressure Vessel RT TestAriq FauzanÎncă nu există evaluări
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Document4 paginiProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabÎncă nu există evaluări
- Weld Repair AWS D1.1Document3 paginiWeld Repair AWS D1.1Hemant PatelÎncă nu există evaluări
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 paginiIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashÎncă nu există evaluări
- QW-403.2 InterpretationDocument1 paginăQW-403.2 Interpretationlaz_kÎncă nu există evaluări
- Fittings API 1104Document73 paginiFittings API 1104Boban Stanojlović100% (2)
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 paginiA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableÎncă nu există evaluări
- Pressure Vessel Plate InspectionDocument5 paginiPressure Vessel Plate InspectionSadashiw PatilÎncă nu există evaluări
- EIL - Formats - PMI PDFDocument53 paginiEIL - Formats - PMI PDFABHISHEK SINGHÎncă nu există evaluări
- AE-S-3527 Rev. 2: REV Prepared by Approved BY Date RemarksDocument6 paginiAE-S-3527 Rev. 2: REV Prepared by Approved BY Date RemarksQualityÎncă nu există evaluări
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 paginiT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiÎncă nu există evaluări
- 2062: Hot Rolled Medium and High Tensile Structural Steel - SpecificationsDocument9 pagini2062: Hot Rolled Medium and High Tensile Structural Steel - SpecificationsKapa SandeepÎncă nu există evaluări
- A 814 - A 814M - 03 Qtgxnc9bode0tqDocument6 paginiA 814 - A 814M - 03 Qtgxnc9bode0tqsachinguptachdÎncă nu există evaluări
- Conical ThreadDocument9 paginiConical ThreadAnonymous D5QForitcÎncă nu există evaluări
- 010 Sa29 Sa29mDocument26 pagini010 Sa29 Sa29mWeniton OliveiraÎncă nu există evaluări
- Sa 312 PDFDocument14 paginiSa 312 PDFAnilÎncă nu există evaluări
- ASTM A312 Stainless Steel PipesDocument11 paginiASTM A312 Stainless Steel Pipeschua8Încă nu există evaluări
- A 814 - A 814m - 01 Qtgxnc9bode0ts1sruqDocument7 paginiA 814 - A 814m - 01 Qtgxnc9bode0ts1sruqsachinguptachdÎncă nu există evaluări
- Inosindt Seamless Tubes 22Document40 paginiInosindt Seamless Tubes 22Pimen AjjahÎncă nu există evaluări
- Dgar Famegvir: Laftetitersigineas India Umit1EdDocument2 paginiDgar Famegvir: Laftetitersigineas India Umit1EdcynideÎncă nu există evaluări
- 7-12-0029 Rev 5Document1 pagină7-12-0029 Rev 5cynideÎncă nu există evaluări
- 7-12-0034 Rev 4Document1 pagină7-12-0034 Rev 4cynideÎncă nu există evaluări
- 7-12-0038 Rev 0Document4 pagini7-12-0038 Rev 0cynideÎncă nu există evaluări
- 7-12-0037 Rev 3Document1 pagină7-12-0037 Rev 3cynideÎncă nu există evaluări
- 7-12-0033 Rev 4Document1 pagină7-12-0033 Rev 4cynideÎncă nu există evaluări
- IS, I I I: Name of ManufacturerDocument1 paginăIS, I I I: Name of ManufacturercynideÎncă nu există evaluări
- 7-12-0028 Rev 5Document1 pagină7-12-0028 Rev 5cynideÎncă nu există evaluări
- 7-12-0027 Rev 5Document1 pagină7-12-0027 Rev 5cynideÎncă nu există evaluări
- 7-12-0031 Rev 4Document1 pagină7-12-0031 Rev 4cynideÎncă nu există evaluări
- 7-12-0024 Rev 7Document1 pagină7-12-0024 Rev 7cynideÎncă nu există evaluări
- 7-12-0017 Rev 5Document2 pagini7-12-0017 Rev 5cynideÎncă nu există evaluări
- 7-12-0023 Rev 6Document3 pagini7-12-0023 Rev 6cynideÎncă nu există evaluări
- 7-12-0022 Rev 5Document1 pagină7-12-0022 Rev 5cynideÎncă nu există evaluări
- 7-12-0020 Rev 5Document1 pagină7-12-0020 Rev 5cynideÎncă nu există evaluări
- 7-12-0025 Rev 5Document2 pagini7-12-0025 Rev 5cynideÎncă nu există evaluări
- 7-12-0026 Rev 5Document1 pagină7-12-0026 Rev 5cynideÎncă nu există evaluări
- 7-12-0019 Rev 5Document1 pagină7-12-0019 Rev 5cynideÎncă nu există evaluări
- 7-12-0021 Rev 5Document1 pagină7-12-0021 Rev 5cynideÎncă nu există evaluări
- derfalb13/aSEERS INDIA Maw: Horizontal Vessel (Elevation) QDocument1 paginăderfalb13/aSEERS INDIA Maw: Horizontal Vessel (Elevation) QcynideÎncă nu există evaluări
- 7-12-0016 Rev 5Document2 pagini7-12-0016 Rev 5cynideÎncă nu există evaluări
- 7-12-0018 Rev 5Document1 pagină7-12-0018 Rev 5cynideÎncă nu există evaluări
- 7-12-0013 Rev 6Document2 pagini7-12-0013 Rev 6cynideÎncă nu există evaluări
- 7-12-0014 Rev 5Document1 pagină7-12-0014 Rev 5cynideÎncă nu există evaluări
- 7-12-0011 Rev 5Document1 pagină7-12-0011 Rev 5cynideÎncă nu există evaluări
- 7-12-0012 Rev 5Document1 pagină7-12-0012 Rev 5cynideÎncă nu există evaluări
- 7-12-0007 Rev 5Document1 pagină7-12-0007 Rev 5cynideÎncă nu există evaluări
- 7-12-0009 Rev 6Document2 pagini7-12-0009 Rev 6cynideÎncă nu există evaluări
- 7-12-0008 Rev 5Document1 pagină7-12-0008 Rev 5cynideÎncă nu există evaluări
- 7-12-0010 Rev 6Document2 pagini7-12-0010 Rev 6cynide100% (1)
- HP Mini 210-2120br PC Broadcom Wireless LAN Driver v.5.60.350.23 Pour Windows 7 Download GrátisDocument5 paginiHP Mini 210-2120br PC Broadcom Wireless LAN Driver v.5.60.350.23 Pour Windows 7 Download GrátisFernandoDiasÎncă nu există evaluări
- Coding Guidelines-CDocument71 paginiCoding Guidelines-CKishoreRajuÎncă nu există evaluări
- Evaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectDocument13 paginiEvaluating The Procurement Strategy Adopted in The Scottish Holyrood Parliament Building ProjectNnamdi Eze100% (4)
- Consultant Agreement PDFDocument6 paginiConsultant Agreement PDFRathore&Co Chartered AccountantÎncă nu există evaluări
- Risk Management GuidanceDocument9 paginiRisk Management GuidanceHelen GouseÎncă nu există evaluări
- 1.SITXWHS003 Student Assessment Tasks 1Document58 pagini1.SITXWHS003 Student Assessment Tasks 1Yashaswi GhimireÎncă nu există evaluări
- Archer AX53 (EU) 1.0 - DatasheetDocument7 paginiArcher AX53 (EU) 1.0 - DatasheetLucÎncă nu există evaluări
- Dump Truck TBTDocument1 paginăDump Truck TBTLiaquat MuhammadÎncă nu există evaluări
- Challenges Students Face in Conducting A Literature ReviewDocument6 paginiChallenges Students Face in Conducting A Literature ReviewafdtunqhoÎncă nu există evaluări
- Geigermullerteller (Nuts and Volts 2004-01)Document5 paginiGeigermullerteller (Nuts and Volts 2004-01)Peeters GuyÎncă nu există evaluări
- Lesson 2 - Graphing Rational Numbers On A Number LineDocument9 paginiLesson 2 - Graphing Rational Numbers On A Number Linehlmvuong123Încă nu există evaluări
- Hukbalahap: March 16, 2019 Godwin M. Rarama Readings in The Philippine History Seat No. 35Document2 paginiHukbalahap: March 16, 2019 Godwin M. Rarama Readings in The Philippine History Seat No. 35Godwin RaramaÎncă nu există evaluări
- Brand Plan - SingulairDocument11 paginiBrand Plan - Singulairshashank100% (2)
- WFP Situation Report On Fire in The Rohingya Refugee Camp (23.03.2021)Document2 paginiWFP Situation Report On Fire in The Rohingya Refugee Camp (23.03.2021)Wahyu RamdhanÎncă nu există evaluări
- Serial Number Microsoft Office Professioanal 2010Document6 paginiSerial Number Microsoft Office Professioanal 2010Kono KonoÎncă nu există evaluări
- FZCODocument30 paginiFZCOawfÎncă nu există evaluări
- PROCEMAC PT Spare Parts ManualDocument27 paginiPROCEMAC PT Spare Parts ManualMauricio CruzÎncă nu există evaluări
- Surveillance of Healthcare-Associated Infections in Indonesian HospitalsDocument12 paginiSurveillance of Healthcare-Associated Infections in Indonesian HospitalsRidha MardiyaniÎncă nu există evaluări
- Test P1 Chapter 10Document10 paginiTest P1 Chapter 10Prince PersiaÎncă nu există evaluări
- 20091216-153551-APC Smart-UPS 1500VA USB SUA1500IDocument4 pagini20091216-153551-APC Smart-UPS 1500VA USB SUA1500Ifietola1Încă nu există evaluări
- UNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Document3 paginiUNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Agus NetÎncă nu există evaluări
- ExSchutzkatalog Englisch 1Document61 paginiExSchutzkatalog Englisch 1marius_brkt6284Încă nu există evaluări
- Serra Do Mel 3 A 6 - Project - VC1-ReportDocument13 paginiSerra Do Mel 3 A 6 - Project - VC1-Reportjosimar gomes da silva filhoÎncă nu există evaluări
- Ps 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)Document18 paginiPs 6013 Geometric Dimensioning and Tolerancing Symbology Method, Usage and Definitions 2013-08-01 (G)maheshmbelgaviÎncă nu există evaluări
- Problemas Del Capitulo 7Document26 paginiProblemas Del Capitulo 7dic vilÎncă nu există evaluări
- SMB Marketing PlaybookDocument18 paginiSMB Marketing PlaybookpramodharithÎncă nu există evaluări
- CV - Nguyen Quang HuyDocument5 paginiCV - Nguyen Quang HuyĐoan DoãnÎncă nu există evaluări
- Amt in A Nutshell - ExplainedDocument2 paginiAmt in A Nutshell - ExplainedMis El100% (2)
- Instruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6Document44 paginiInstruction Manual Series 880 CIU Plus: July 2009 Part No.: 4416.526 Rev. 6nknico100% (1)
- Patient Care Malaysia 2014 BrochureDocument8 paginiPatient Care Malaysia 2014 Brochureamilyn307Încă nu există evaluări