Documente Academic
Documente Profesional
Documente Cultură
Unidad I. Teoría General y Herramientas Básicas
Încărcat de
Jonatan OrtegaTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Unidad I. Teoría General y Herramientas Básicas
Încărcat de
Jonatan OrtegaDrepturi de autor:
Formate disponibile
Instituto Tecnolgico de Aguascalientes
UNIDAD 1
TEORA GENERAL DE LA CALIDAD Y HERRAMIENTAS BSICAS
OBJETIVO
Al trmino de esta unidad el alumno:
Conocer la teora general acerca de la calidad y las herramientas bsicas para encontrar
el origen de las fallas en los procesos y productos.
EVOLUCIN
El cambio continuo que hoy existe tambin se refleja en la historia reciente del movimiento
por la calidad, en donde se aprecia una modificacin en los supuestos y conceptos bsicos a
partir de los cuales se enfocan los esfuerzos por la calidad. Lo anterior se har identificando
cinco, cada etapa se ha construido sobre la anterior, es decir, una nueva etapa, es la mezcla
de los mejores mtodos, prcticas e ideas de las etapas anteriores, ms las mejores ideas y
prcticas que han generado los profesionales de la calidad y la administracin. Por ejemplo,
la administracin de la calidad total incluye nuevos supuestos y prcticas sobre la calidad,
pero se queda con algunos de los mtodos de las etapas previas: inspeccin, control
estadstico y aseguramiento. As no es posible decir, por ejemplo, que el control estadstico
sea obsoleto, ms bien es insuficiente como estrategia de calidad.
Etapas en la evolucin del movimiento por la calidad
Inspeccin (1800)
Control estadstico del proceso(1930)
Aseguramiento de la calidad (1950)
Administracin de la calidad total (1980)
Reestructuracin de la organizacin y mejora de procesos (1995)
Inspeccin (1800)
Concepto: Accin de medir, examinar, ensayar y verificar una o varias caractersticas de
un producto o servicio, para compararlas con los requisitos especificados y
establecer su conformidad. (ISO 8402)
Objetivo: deteccin y solucin de los problemas generados por la falta de uniformidad
Visin: Un problema a resolver
nfasis: Uniformidad del producto
Mtodos: Fijacin de estndares y medicin
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Papel de los profesionales: Inspeccin, clasificacin, conteo y medicin
Responsables: El departamento de inspeccin
Enfoque: Inspeccionar la calidad del producto terminado
Control Estadstico del Proceso (1930)
Concepto: Tcnicas de carcter operativo utilizadas para satisfacer los requisitos de
calidad
Objetivo: Control
Visin: Un problema a resolver
nfasis: Uniformidad del producto/servicio, reduciendo la inspeccin
Mtodos: Herramientas y Tcnicas estadsticas
Papel de los profesionales: Solucin de problemas y aplicacin de mtodos estadsticos
Responsables: El departamento de produccin e ingeniera
Enfoque: Controlar la calidad
Aseguramiento de la Calidad (1950)
Concepto: Conjunto de acciones planificadas y sistemticas que son necesarias para
proporcionar la confianza adecuada de que un producto o servicio satisfaga los
requisitos dados sobre la calidad
Objetivo: Coordinacin
Visin: Un problema a resolver que es atacado en forma preventiva
nfasis: El ciclo de vida del producto. Todas las etapas, desde el diseo hasta ventas, y
la contribucin de todos los grupos funcionales, especialmente diseadores para prevenir
fallas.
Mtodos: Programas y sistemas
Papel de los profesionales: Planificacin, medicin de la calidad y diseo de programas
Responsables: Todos los departamentos, la direccin define la poltica, planifica,
coordina y controla.
Enfoque: Construir la calidad
Administracin de la Calidad Total (1980)
Concepto: Un enfoque de gestin para una organizacin centrado en la calidad, basado
en la participacin de todos sus miembros y que tiene por objetivo lograr el
xito a largo plazo mediante la satisfaccin de los consumidores as como
beneficios para todos los miembros de la organizacin y para la sociedad (ISO
8402: 1994).
Objetivo: Impacto estratgico
2
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Visin: Una ventaja competitiva
nfasis: Necesidades del cliente y el mercado
Mtodos: Planeacin estratgica, establecimiento de metas y movilizacin de la
organizacin para lograr mejora continua. Un amplio men de herramientas.
Papel de los profesionales: Establecimiento de metas, educacin y entrenamiento,
asesora a otros departamentos y diseo de programas
Responsables: Todo mundo en la organizacin, con la alta direccin ejerciendo un fuerte
liderazgo.
Enfoque: Dirigir la calidad
Reestructuracin de la organizacin y mejora de procesos (1995)
Concepto: Conjunto de prcticas directivas, metodologas y estrategias que contribuyen a
impactar la cultura organizacional, para mejorar la misin y visin de las
organizaciones, as como para mejorar su estructura y su estrategia, renovar
sistemas, redisear y mejorar procesos, reenfocar y revisar lo que se quiere
hacer y loa que al final de cuentas se hace.
Objetivo: Competir eficazmente en un mercado globalizado por los clientes, con calidad,
precio y servicio.
Visin: La ventaja competitiva y la condicin para permanecer en el negocio.
nfasis: Enfoque al cliente y al mercado, reduccin de defectos a un nivel de 3.4 DPMO y
reduccin del tiempo ciclo.
Mtodos: Planeacin estratgica, la mejora continua como parte de las responsabilidades
de todo directivo. Un amplio men de herramientas y estrategias.
Papel de los profesionales: Deteccin de oportunidades de mejora, entrenamiento y
educacin, facilitador de la mejora, diseo de programas.
Responsables: Todo mundo, principalmente toda la gente que tiene mando es
responsable de mejorar el desempeo de sus procesos. La alta direccin encabeza el
esfuerzo por generar visiones compartidas, alinear los esfuerzos, eliminar barreras
organizacionales, facultar y potenciar la labor de subordinados.
Enfoque: Orientacin directa y total al cliente, al mercado y a mejorar el desempeo de
todos sus procesos.
Esta evolucin nos ayuda a comprender de dnde proviene la necesidad de ofrecer una
mayor calidad del producto o servicio que se proporciona al cliente y, en definitiva, a la
sociedad, y cmo poco a poco se ha ido involucrando toda la organizacin en la consecucin
de este fin. La calidad no se ha convertido nicamente en uno de los requisitos esenciales del
producto sino que en la actualidad es un factor estratgico clave del que dependen la mayor
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
parte de las organizaciones, no slo para mantener su posicin en el mercado sino incluso
para asegurar su supervivencia.
1.1 CONCEPTOS E IMPORTANCIA DE LA CALIDAD CONCEPTOS DE CALIDAD
Juran dice que "Calidad es que un producto sea adecuado para su uso. As la calidad
consiste de ausencia de deficiencias y de aquellas caractersticas que satisfacen al
cliente".
La American Society for Quality Control (ASQC), afirma que "la calidad es la totalidad de
detalles y caractersticas de un producto o servicio que influye en su habilidad para
satisfacer necesidades dadas".
Las Normas Oficiales Mexicanas de Control de Calidad (NOM-CC) definen calidad como
"el conjunto de propiedades y caractersticas de un producto o servicio que le confieren
la aptitud para satisfacer las necesidades explcitas o implcitas prestablecidas".
Conjunto de propiedades y caractersticas de un producto o servicio que le confiere su
aptitud para satisfacer necesidades explcitas o implcitas. (1S0 8402).
Cumplir con los requisitos (CROSBY).
Grado predecible de uniformidad y confiabilidad a un bajo costo que se ajuste a las
necesidades del mercado (DEMING).
La composicin total de las caractersticas del producto y el servicio en las reas de
mercadeo, ingeniera, manufactura y mantenimiento, a travs de las cuales el producto y
servicio en uso cumplirn las expectativas de los clientes (FEIGENBAUM).
ANSI: La totalidad de particularidades y caractersticas de un producto o servicio que
influye sobre su capacidad de satisfaccin de determinadas necesidades.
Trascendente o relativa: Es sinnimo de superioridad o excelencia innata.
Basada en el producto: Es una variable precisa y medible, y que las diferencias en
calidad reflejan diferencias en cantidad de algn atributo del producto.
Basada en el usuario: Adecuacin para el empleo pretendido; Cumplir y mejorar las
expectativas del cliente.
Basada en la manufactura: Es un resultado de las prcticas de ingeniera y de
manufactura, o apego a las especificaciones.
Basada en el valor: Un producto de calidad es aqul, que es funcional a un precio
aceptable, o apego a normas a un costo aceptable.
En trminos menos formales podemos decir que la calidad la define el cliente, es el juicio que
ste tiene sobre un producto o servicio y resulta por lo general en la aprobacin o rechazo
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
del producto. Un cliente queda satisfecho si se le ofrece todo lo que l esperaba encontrar y
ms. As, la calidad es ante todo satisfaccin del cliente. La satisfaccin est ligada a las
expectativas que el cliente tiene sobre el producto o servicio, expectativas generadas de
acuerdo con las necesidades, los antecedentes, el precio, la publicidad, la tecnologa,
etctera. Se dice que hay satisfaccin si el cliente percibi del producto o servicio al menos lo
que esperaba.
Al estar determinada la satisfaccin del cliente por aspectos subjetivos como las expectativas
y la percepcin, la calidad no siempre se puede cuantificar o definir en trminos objetivos,
por lo que se hace necesario que las empresas estn retroalimentndose en forma constante
con la percepcin del cliente respecto a su producto o servicio.
CONCEPTOS DE CONTROL DE CALIDAD
Podemos decir que "Control de Calidad" tiene definiciones muy variadas dependiendo de la
experiencia de cada uno de sus precursores las cuales mencionaremos a continuacin:
KAORU ISHIKAWA: "El control de calidad consiste en el desarrollo, diseo, produccin,
comercializacin y prestacin del servicio de productos y servicios con una eficacia del coste
y una utilidad ptimas, y que los clientes comprarn con satisfaccin.
EN LA NORMA JIS (Normas Industriales Japonesas) el control de calidad se define de la
siguiente forma: Sistema de mtodos y procedimientos para la provisin coste - eficaz de
bienes o servicios cuya calidad es adecuada a los requisitos del comprador
ARMAND V. FEIGENBAUM: "El control total de la calidad es un sistema efectivo de los
esfuerzos de varios grupos en una organizacin para la integracin del desarrollo, del
mantenimiento y de la superacin de la calidad con el fin de hacer posibles mercadotecnia,
ingeniera, fabricacin y servicios a satisfaccin total del consumidor y al nivel ms
econmico". Objetivo: Es el determinar y evaluar el grado o nivel al que el producto o
servicio enfoque su resultante total.
IMPORTANCIA
La competitividad de una empresa est determinada por la calidad, el precio y el tiempo de
entrega de sus productos o servicios. Se es ms competitivo si se puede ofrecer mejor
calidad, a bajo precio y en un menor tiempo de entrega. Por ejemplo, en un restaurante, la
calidad puede estar dada por las caractersticas de un platillo y la forma de presentado, el
precio es el costo del mismo y el tiempo de entrega es el lapso que transcurre desde que el
cliente lo ordena hasta que es servido.
5
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Una empresa podr mejorar su posicin competitiva si cada da puede ofrecer mayor
calidad, a un bajo precio y en un menor tiempo de entrega. Estos tres elementos tendrn
que ser atendidos por las autoridades de cada organizacin si desean fabricar un producto
que sea capaz de competir en el mercado. Antes la opinin generalizada respecto a la
relacin entre calidad, precio y tiempo de entrega consista en que stos eran objetivos
antagnicos, en el sentido de que se poda mejorar cualquiera de los tres slo en detrimento
de los otros dos.
Cuando se tiene mala calidad hay equivocaciones de todo tipo, reprocesos, desperdicios,
retrasos en la produccin y frustracin entre los empleados. An ms, la mala calidad lleva a:
Pagar por elaborar productos malos
Una inspeccin excesiva para tratar de que los productos de mala calidad no salgan al
mercado
Reinspeccin y eliminacin de rechazo
Ms capacitacin e instrucciones a los trabajadores para que contribuyan a que haya
menos fallas
Gastos por fallas en el desempeo del producto y por devoluciones
Problemas con proveedores
Ms servicios de garanta
Clientes insatisfechos y prdidas de ventas
Ineficiencias de todo tipo
La caracterstica comn de cada uno de los aspectos anteriores es que implican ms gastos y
menos ingresos. Es necesario pagarle a la gente que hace la inspeccin, que realiza los
reprocesos, que recupera los retrasos y a quienes se encargan de los servicios de garanta,
adems de que usan mquinas, espacios, energa elctrica y requieren de directivos que los
coordinen.
MEJORA DE LA CALIDAD
Por otra parte, al mejorar la calidad se logra una reaccin que trae importantes beneficios. Por
ejemplo, se reducen los reprocesos, los errores, los retrasos, los desperdicios y el nmero de
artculos defectuosos; adems, disminuye la devolucin de artculos, las visitas de garanta y las
quejas de los clientes. Al lograr tener menos deficiencias se reducen los costos y se liberan
recursos materiales y humanos que se pueden destinar a elaborar productos, resolver otros
problemas de calidad o proporcionar un mejor servicio al cliente. En otras palabras, el tiempo de
los empleados y directivos, las mquinas, insumos y espacios que estaban destinados a
reprocesar, a volver a elaborar productos defectuosos, a atender quejas, a redisear planes, a
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
volver a dar rdenes, etctera, ahora pueden destinarse a hacer ms artculos, atender mejor al
cliente y atacar otros problemas, con lo que se incrementa la productividad y la gente se
encuentra ms contenta con su trabajo. Adems, al mejorar la calidad y tener menos fallas,
deficiencias y retrasos se pueden reducir los tiempos de entrega.
Al mejorar la calidad y disminuir las deficiencias, se incrementa la productividad, lo cual
permite que una empresa sea ms competitiva, y ofrezca menores precios y tiempos de
entrega ms cortos. Los beneficios obtenidos con el incremento en la productividad permiten
obtener mayores mrgenes de ganancia, y con ello la empresa puede estar en una mejor
posicin para competir en un mundo globalizado, al tiempo que estar en posibilidades de
servir mejor a dueos, directivos, empleados, proveedores y finalmente a la sociedad en su
conjunto. Con el incremento en la calidad y, en consecuencia, de la productividad, tambin
se ven favorecidos los clientes, ya que se les puede ofrecer un mejor producto o servicio a un
menor precio. En suma, la mejora de la calidad lleva a que las empresas u organizaciones
cumplan de mejor manera sus fines y objetivos, y ello les permita continuar funcionando
como tales.
La relacin entre la mejora de la calidad, la productividad y la competitividad se presenta en
la Figura 1.1, la cual se conoce como "Reaccin en cadena". Esta figura fue presentada por el
Dr. Deming en julio de 1950 a directivos japoneses y fue una imagen visual que apoy el
cambio hacia la calidad en Japn. El Dr. Deming afirma respecto a la Figura 1.1: "La reaccin
en cadena qued grabada en Japn como un estilo de vida. Esta figura estaba en todas las
pizarras de todas las reuniones con los directivos japoneses desde julio de 1950 en
adelante... Una vez que los directivos adoptaron la reaccin en cadena en Japn a partir de
1950, todos tenan un objetivo comn: la calidad".
La reaccin en cadena ha inducido a una nueva manera de incrementar la productividad, la
cual no implica que los obreros hagan las cosas de manera ms rpida, con mayor esfuerzo y
dedicacin, sino que la empresa, en su conjunto, haga las cosas bien desde la primera vez.
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
SI SE MEJORA LA CALIDAD
DISMINUYEN LOS COSTOS
(porque hay menos reprocesos, fallas, retrabajos, retrasos y desperdicios,
con lo que se utiliza mejor el tiempo-mquina, la mano de obra,
los espacios y los materiales)
MEJORA LA PRODUCTIVIDAD
SE ES MS COMPETITIVO
(Gracias a la mejor calidad y menor precio)
SE PERMANECE EN EL NEGOCIO
Figura 1.1 Al mejorar la calidad se genera una reaccin en cadena
La responsabilidad de mejorar la calidad recae en la direccin de la empresa y no en el
trabajador, puesto que se ha demostrado que un gran porcentaje, entre el 80 y el 95%, de los
problemas y deficiencias en una empresa se deben al sistema (mtodos de trabajo,
materiales, maquinaria, diseos, formas de organizacin, capacitacin, relaciones personales,
etctera), y la direccin de la empresa es responsable del mismo.
1.2 COSTOS DE LA CALIDAD
Durante muchos aos no se hicieron esfuerzos directos para medir o explicar los costos de la
funcin de calidad. Sin embargo, al principio de la dcada de 1950, muchas organizaciones
empezaron a evaluar formalmente los costos de la calidad. Hay varias razones por las cuales
habra que considerar explcitamente los costos de la calidad en una organizacin, entre ellas
se incluyen:
1. Aumento en los costos de la calidad debido al incremento en la complejidad de
productos fabricados, asociados con avances de la tecnologa.
2. Mayor conocimiento de los costos del ciclo de vida de un producto, incluyendo
mantenimiento, mano de obra, partes de repuesto y costos de fallas durante el
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
servicio.
3. La necesidad de los ingenieros y administradores de comunicar eficazmente los
costos de la calidad en un lenguaje usual de la administracin general; es decir, en
trminos de dinero.
Muchas organizaciones de produccin y servicios usan cuatro categoras de costos de
calidad: costos de prevencin, de evaluacin, de fallas internas y de fallas externas.
COSTOS DE PREVENCIN. Son aquellos en que incurre una empresa, destinados a evitar y
prevenir errores, fallas, desviaciones y/o defectos, durante cualquier etapa del proceso de
produccin y administrativo. En general, los costos de prevencin son todos aquellos
costos que se presentan al tratar de hacer las cosas bien desde el principio. Las
subcategoras importantes son:
Planeacin, establecimiento y mantenimiento del sistema de calidad
Elaboracin y revisin de las especificaciones, los procedimientos y las
instrucciones de trabajo
Control de procesos
Instruccin y capacitacin del personal
Evaluacin de proveedores
Adquisicin de equipo de medicin y prueba
Servicio al cliente
Auditorias del sistema de calidad
Conservacin y calibracin de equipo de medicin y prueba
COSTOS DE EVALUACIN. Son los costos en que incurre la empresa, destinados a medir,
verificar y evaluar la calidad de materiales, partes, elementos, productos y/o procesos, as
como para mantener y controlar la produccin dentro de los niveles y especificaciones de
calidad, previamente planeados y establecidos por el sistema de calidad y las normas
aplicables. La principales subcategoras son:
Inspecciones y pruebas finales, en proceso o de recibo
Laboratorios de inspeccin, medicin y pruebas
Materiales e insumos para inspecciones y pruebas
Pruebas de campo
COSTOS DE FALLAS INTERNAS. Se incurre en tales costos cuando los productos,
componentes, materiales y servicios no satisfacen los requisitos de calidad, y se descubren
9
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
estas fallas antes de entregar el producto al consumidor. Estos son los costos que
desapareceran si el producto no tuviera defectos. Las subcategoras importantes son:
Desperdicio
Reinspecciones
Tiempo muerto
Subpreciacin / venta a precio menor
Consultas tcnicas
Anlisis de fallas
Prdidas en produccin
COSTOS DE FALLAS EXTERNAS. Se presentan cuando el producto no funciona
satisfactoriamente despus de ser entregado al consumidor.
Estos costos
desapareceran si todos los productos fueran conformes con los requisitos. Las
principales subcategoras son:
Ajuste por reclamaciones
Cargos por garanta
Costos indirectos
Costos de imagen
Devolucin de productos o materiales.
Costos de responsabilidad legal
1.3 CADENA CLIENTE- PROVEEDOR
Se define como la relacin entre los individuos o grupos de individuos que reciben o se
benefician con un proceso, (Clientes); y aquellos que originan resultados que representan
entradas o recursos a dichos procesos, (Proveedores).
De esta forma se definen los clientes / proveedores internos y externos del Sistema a la
Sociedad. En la relacin cliente proveedor es que el cliente tenga la certeza de que el bien o
servicio que le sea entregado o brindado sea de excelente calidad. Por ejemplo tenemos a
Kaoru Ishikawa, para quien el objetivo fundamental de stas relaciones es el de mejorar la
garanta de calidad y eliminar las insatisfactorias condiciones existentes entre el comprador y
el proveedor, y para lograr este propsito enuncia diez principios:
1. Comprador y proveedor son totalmente responsables por la aplicacin del Control de
10
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Calidad.
2. Comprador y proveedor deben ser independientes y respetar esa independencia.
3. El comprador debe suministrar informacin clara y adecuada sobre lo que requiere.
4. El contrato entre las partes debe contemplar: Calidad, Cantidad, Precio, Condiciones
de entrega y Forma de pago.
5. El proveedor debe certificar y garantizar una Calidad satisfactoria, respaldada con
datos.
6. Las partes deben previamente acordar los mtodos de evaluacin y ensayo.
7. El contrato debe incluir sistemas y procedimientos para la solucin de discrepancias.
8. Las partes deben intercambiar la informacin necesaria para ejecutar un mejor
Control de Calidad.
9. Las partes deben controlar eficientemente las actividades comerciales tales como
pedidos, planeacin de la produccin y de los inventarios, trabajos de oficina, y
sistemas, de manera que sus relaciones se mantengan sobre una base amistosa y
satisfactoria.
10. Comprador y proveedor deben prestar siempre la debida atencin a los intereses del
consumidor Distinguimos dos tipos de cadena:
La cadena cliente/ proveedor externa: es la formada por el conjunto ProveedorOrganizacin- Cliente. La organizacin es cliente o proveedor segn reciba o suministre
producto. La cadena cliente/ proveedor interna: es la formada por las diferentes actividades
de la organizacin. Cada actividad genera un resultado que es el comienzo de la siguiente, y
as sucesivamente
Las empresas ms avanzadas en estos modelos estn relacionadas con la industria del
automvil, pero ste es un modelo extensible a cualquier sector de actividad: solamente se
requiere asumir los principios que inspiran las nuevas reglas del juego en las actuales
relaciones cliente-proveedor.
La calidad de un producto o servicio, solo se puede lograr, cuando todas las personas que
participan en un proceso determinado tienen bien definido a quin y cmo, deben de
entregar su trabajo de manera correcta y sin errores para poder asegurar el resultado
esperado por el proceso, haciendo entonces que la funcin de Calidad se vea como una
estrategia para fortalecer la posicin competitiva de la empresa.
Lo anterior se podra lograr sin contratiempos si todos en la organizacin comprendiramos
el trmino de La Cadena de Calidad o La Cadena del Valor, en donde cada uno de los
eslabones de la misma seran las diferentes funciones que la empresa realiza, trabajando
11
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
juntos como un verdadero equipo de trabajo, en donde el objetivo sea facilitar el desarrollo
del proceso para lograr los mejores resultados.
Debemos de tener presente que todo lo que hagamos dentro de la organizacin tiene que
contribuir a asegurar la satisfaccin del cliente final, pero antes de llegar a l, debemos de
considerar que todos tenemos muchos clientes internos, a los cuales tambin debemos
entregarles consistentemente nuestros servicios de acuerdo a los requisitos que hayamos
negociado y acordado previamente con ellos bajo el principio de honorabilidad, el cual est
enfocado a: cumplir lo que se promete, recordando con ello que el nico capacitado para
definir la calidad de un producto o servicio es el cliente interno y externo.
Para lograr la Calidad en toda la empresa, cada persona que participa en la Cadena de
Calidad, debe interrogar todas sus interfases con el resto de las funciones con quin
interacta, de la manera siguiente (el enfoque tiene que ser en ambos sentidos):
Proveedores
Clientes
Quines son mis clientes inmediatos y en
cuales procesos?
Quines son mis proveedores inmediatos y
cuales son sus procesos?
Cules son los verdaderos requisitos de
nuestros clientes?
Cules son nuestros verdaderos requisitos para
realizar nuestras funciones sin desviaciones y
con eficiencia?
Cmo podemos determinar cuales son esos
requisitos?
Hemos definido apropiadamente nuestros
requisitos para apoyar el desarrollo de la
Cadena de Valor?
Cmo podemos medir nuestra habilidad para
cumplir con los requisitos de nuestros clientes?
Hemos establecido un proceso de negociacin
exitoso de nuestros requisitos y los de nuestros
proveedores para establecer acuerdos y
compromisos?
Tenemos la capacidad necesaria para poder
cumplir con los requisitos?
Nuestros proveedores tienen la capacidad y
disposicin necesaria para cumplir con nuestros
requisitos?
Qu debemos de cambiar para mejorar
nuestras habilidades?
Comunicamos oportunamente y aclaramos
todas las dudas a nuestros proveedores cuando
existen cambios en nuestros requisitos?
Cumplimos de manera consistente con los
requisitos de nuestros clientes?
12
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Si no cumplimos con los requisitos, qu es lo
que nos evita hacerlo?
Mantenemos contacto frecuente con nuestros
clientes y verificamos si existen cambios en sus
requisitos?
Si fallamos y no cumplimos con los requisitos acordados con nuestros clientes internos y
externos, se falla en el sistema y esto crea problemas dirigidos a provocar ms y ms fallas. El
proceso de hacer Calidad es el examen continuo de cumplir invariablemente con los
requisitos acordados de nuestros clientes, entendiendo y trabajando con el sistema y no para
el sistema, lo cual nos llevar a la aplicacin de la filosofa de Mejora Continua.
1.4 RECOLECCIN DE DATOS
Parte de los nuevos hbitos que exige la calidad total es actuar, decidir y solucionar con base
en mtodos y estrategias que partan de una informacin objetiva sobre el problema:
antecedentes, frecuencia, localizacin, etc; es decir, calidad en la informacin y objetividad
en el anlisis. El papel o funcin de la estadstica se puede representar mediante la figura 1.2.
A partir de esta se aprecia que el objetivo final de la estadstica es apoyar la toma de
decisiones.
Mtodos de Muestreo
Muestreo Aleatorio Simple. Consiste en seleccionar un grupo de elementos de la poblacin,
de tal forma que cada muestra de tamao n tenga la misma probabilidad de ser
seleccionada. Se recomienda cuando los elementos de la poblacin pueden numerarse
fcilmente, estn bien mezclados y no forman grupos internos bien definidos de acuerdo con
la variable de inters. Si la poblacin objetivo es finita, el mtodo fundamental de seleccin
es de la siguiente manera:
1. Hacer una lista de los elementos de la poblacin.
2. Numerar los elementos consecutivamente de la poblacin.
3. Aplicar un mtodo aleatorio (tablas de nmeros aleatorios o la funcin random de la
calculadora), a la lista para seleccionar los elementos que constituirn la muestra.
4. Si esta ltima operacin se realiza n veces obtenemos una muestra aleatoria simple
de n unidades, seleccionadas con reemplazo. Sin embargo, se contina este
procedimiento hasta que n unidades diferentes son seleccionadas y se ignoran las
repeticiones, se obtiene una muestra aleatoria simple, seleccionada sin reemplazo.
13
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Figura 1.2 La toma de decisiones y la estadstica
Muestreo Aleatorio Estratificado. Cuando los elementos de la poblacin se dividen en
grupos o estratos de acuerdo con las caractersticas de inters, se recomienda el muestreo
aleatorio estratificado, que consiste en seleccionar una muestra aleatoria de cada estrato.
Dentro de cada uno de tales estratos, estn los elementos situados de manera ms
homognea con respecto a las caractersticas de estudio. Entonces se toma una muestra de
cada estrato por mtodos aleatorios simples, y la muestra resultante se llama muestra
estratificada. Una muestra estratificada puede ser proporcional o despropocionada. En el
muestreo estratificado proporcional, el nmero de unidades extradas de cada estrato es
proporcional al tamao de ste. El muestreo estratificado desproporcionado comprende los
procedimientos de tomar igual tamao de cada estrato sin tener en cuenta su tamao.
Algunas razones para hacer un muestreo aleatorio estratificado son:
Se desea obtener informacin estadstica para cada estrato de la poblacin, lo cual en
el muestreo simple, no necesariamente ocurre.
El costo total puede reducirse, ya que generalmente se requiere una muestra ms
pequea que en el muestreo aleatorio simple.
Muestreo Aleatorio Sistemtico. El muestreo aleatorio sistemtico es til porque:
Es ms fcil de llevarse a cabo en campo y por lo tanto est menos expuesto a errores
de seleccin.
Puede proporcionar ms informacin por unidad de costo que el irrestricto aleatorio.
Logra mayor representatividad cuando los elementos de la poblacin no estn
ordenados en forma aleatoria, sino que estn ordenados de acuerdo con alguna
caracterstica que est relacionada con las variables de inters, como podra ser la
calidad de un artculo que est relacionada con el orden en que es producido.
14
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Para obtener una muestra sistemtica al azar podemos numerar tambin las unidades de
muestreo de la poblacin de 1 a N y se determina primero lo que se conoce como intervalo
de muestreo, k N / n , luego se escoge al azar un nmero del primer intervalo de
muestreo. Si este nmero es, por ejemplo a, con a < k, entonces la muestra de tamao n
tendra como elementos las unidades de muestreo cuyos nmeros de serie corresponden a:
a, a + k, a + 2k, a + 3k, . . . .
Muestreo Aleatorio por Conglomerados. Cuando los elementos de la poblacin se dividen
en forma natural en subgrupos o conglomerados, que son similares entre s, y cuyos
elementos tiene una variabilidad similar a los elementos de toda la poblacin, es
recomendable para tomar una muestra de tal poblacin, tomar una muestra de
conglomerados e investigar todos los elementos de los subgrupos seleccionados. As, en un
muestreo de este tipo cada unidad de muestreo es una coleccin de elementos.
Para realizar un muestreo aleatorio por conglomerados, primero se determinan claramente
los subgrupos en que se subdivide la poblacin, en seguida se seleccionan aleatoriamente k
de ellos donde k es una constante, y se analizan todos los elementos de los conglomerados
seleccionados. Con frecuencia los conglomerados se llaman unidades de muestreo primario.
Con frecuencia los conglomerados se llaman unidades de muestreo primario. Si todos los
elementos o unidades elementales de los conglomerados seleccionados se incluyen en la
muestra, el procedimiento se llama muestreo de una etapa. Si se saca una submuestra
aleatoria de elementos de cada conglomerado seleccionado, se tiene lo que se llama
muestreo en dos etapas. Si intervienen ms de dos etapas en la obtencin de la muestra
global, se dice que es un muestreo de etapas mltiples.
15
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.6 HERRAMIENTAS ESTADSTICAS
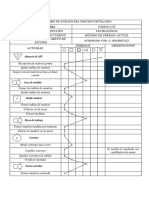
1.6.1 Hoja de Verificacin
Las hojas de inspeccin o de verificacin son formatos impresos diseados para recopilar
fcilmente datos de factores y/o caractersticas previamente establecidas, acerca de los
cuales se describen los resultados de inspecciones, revisiones, opiniones de clientes, etc. La
hoja de verificacin es el punto de partida de la mayora de los ciclos de solucin de
problemas. Sus objetivos principales son dos:
1) Facilitar la recoleccin de los datos.
2) Organizar automticamente los datos de manera que puedan usarse con facilidad
ms adelante.
(Uso continuo de datos)
N
Hoja de verificacin
Nombre del producto
Fecha
Uso
Nombre de la fbrica
Especificacin
Nombre de la seccin
Nmero de inspecciones
Persona que anota los datos
Nmero total
Nombre del grupo
Nmero del Lote
Observaciones
40
35
Especificacin
Especificacin
Dimensiones 1.5 1.6 1.7 1.8 1.9 2.0 2.1 2.2 2.3 2.4 2.5 2.6 2.7 2.8 2.9 3.0 3.1 3.2
30
Frecuencia 1
Total
//
//
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
/
//
10
5
/
//
//
/
//
/
//
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
//
//
/
15
13 10 16 19 17 12 16 20 17 13
//
/
20
//
//
//
/
//
//
/
//
/
//
//
//
//
/
//
//
/
//
//
/
/
//
//
//
25
Figura 1.3 Hoja de verificacin para recopilacin de datos
Fuente: K. Ishikawa, Guide to Quality Control (Tokio: Asian Productivity Organization, 1962), p. 31.
16
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Hoja de verificacin
Producto
Fecha
Fbrica
Seccin
Nombre del
inspector
Lote N
Pedido N
Etapa de manufactura: Insp. final
Tipo de defecto: maltrato, grietas,
incompleto, accidente, otros.
N total inspeccionado: 2530
Observaciones: se inspeccionaron todos los artculos
Tipo
Maltrato superficial
Grietas
Incompleto
Verificacin
////
////
////
///
////
////
Accidente
Otros
Subtotal
//// //// //// //// //// //
//// //// //// //
//// //// //// //// //// //// //// ////
32
23
48
4
8
///
Rechazos totales
115
Figura 1.4 Hoja de verificacin para artculos defectuosos
Fuente: K. Ishikawa, Guide to Quality Control (Tokio: Asian Productivity Organization, 1962), p. 33.
Hoja de verificacin para investigar las burbujas
Observaciones:
Fecha:
Tipo de producto:
Figura 1.5 Hoja de verificacin para localizar defectos
Fuente: K. Ishikawa, Guide to Quality Control (Tokio: Asian Productivity Organization, 1962), p. 34.
17
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.6.2 Diagrama de Pareto
El principio de Pareto, denominado as en honor a su descubridor, el economista italiano
Wilfredo Pareto, es conocido tambin como Principio 80-20. En el se establece que, en
todos los problemas que hay por resolver, la solucin de unas cuantas causas llamadas
vitales (aproximadamente el 20%), nos dar la mayora de los beneficios potenciales (aprox.
el 80%).
El diagrama de Pareto es una grfica de dos dimensiones que se construye listando las
causas de un problema en el eje horizontal, empezando por la izquierda con aquellas que
tienen un mayor efecto sobre el problema, y van disminuyendo en orden de magnitud.
Procedimiento para la Elaboracin de Diagramas de Pareto
1) Decida qu problemas se van a investigar y como recoger los datos.
2) Disee una tabla para el conteo de los datos, con espacio para registrar los totales.
3) Obtenga los datos y calcule los totales para cada tem.
4) Elabore una tabla con la lista de tems ordenada en forma descendente, en base a los
totales individuales. Obtenga los totales acumulados, la composicin porcentual y los
porcentajes acumulados. (el tem otros debe ubicarse en el ltimo rengln,
independientemente de su magnitud).
5) El eje vertical se dibuja en ambos lados del diagrama: el lado izquierdo representa la
magnitud del efecto provocado por las causas, mientras que el lado derecho refleja el
porcentaje acumulado de efecto de las causas empezando por la de mayor magnitud.
6) Construya un diagrama de barras, una barra para cada tem, con la altura de la barra
proporcional a la frecuencia del tem.
7) Dibuje la curva acumulada.
Ejemplo 1.1 La siguiente tabla contiene los defectos encontrados en la pintura de unas piezas
metlicas fabricadas a lo largo de una semana.
Tipo de defecto
Conteo
N de quejas
A) Goteos
///// /////
10
B) Crteres
///// ///// ///// ///// ///// . . . . //
42
C) Rasguos
///// /
D) Opacidad
///// ///// ////
E) Impurezas
///// ///// ///// /////... ////
F) Aspersin seca
///// ///// ///// /////
G) Otros
////
TOTAL
6
14
104
20
4
200
18
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Elabore una tabla con la lista de tems ordenada en forma descendente, en base a los totales
individuales. Obtenga los totales acumulados, la composicin porcentual y los porcentajes
acumulados.
Tipo de queja
N de quejas
Total
Composicin Porcentaje
Acumulado Porcentual acumulado
104
52
52
E) Impurezas
104
B) Crteres
F) Aspersin seca
hermticamente
42
146
21
73
20
166
10
83
D) Opacidad
14
180
90
A) Goteos
10
190
95
C) Rasguos
196
98
G) Otros
TOTAL
200
100
200
Se construye un diagrama de barras, una barra para cada tem, con la altura de la barra
proporcional a la frecuencia del tem, y se dibuja la curva de frecuencia acumulada.
Grfico de Pareto para N_de Quejas
95.00
200
98.00
100.00
90.00
83.00
frecuencia
160
120
73.00
52.00
80
40
0
E) Impurezas
F) Aspersin seca h
A) Goteos
G) Otros
B) Crteres
D) Opacidad
C) Rasguos
Figura 1.6 Diagrama de Pareto para tipos de defectos en pintura
19
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.6.3 Diagrama Causa- Efecto
Estos Diagramas reciben tambin el nombre de su creador, Ishikawa, o tambin el de espina de
pescado por la forma que adquieren. Son una forma grfica de representar el conjunto de causas
potenciales que podran estar provocndole problema bajo estudio o influyendo en una
determinada caracterstica de calidad. Se utilizan para ordenar las ideas que resultan de un
proceso de lluvia de ideas al dar respuesta a alguna pregunta de partida que se plantea el grupo
que realiza el anlisis. Ishikawa recomienda que las causas potenciales se clasifiquen en 6
categoras (las 6 Ms): materiales, mtodos de trabajo, medicin, mano de obra y medio
ambiente.
Aspectos o factores a considerar en las 6Ms
Mano de obra
Conocimiento (la gente conoce su trabajo?).
Entrenamiento (estn entrenados los operadores?).
Habilidad (los operadores han demostrado tener habilidad para el trabajo que realizan?).
Capacidad (se espera que cualquier trabajador pueda realizar de manera eficiente su
labor?).
Motivacin (la gente est motivada?)
Mtodos
Estandarizacin (las responsabilidad y los procedimientos de trabajo estn definidos clara
y adecuadamente o dependen del criterio de cada persona?).
Excepciones (cuando el procedimiento estndar no se puede llevar a cabo existe un
procedimiento alternativo claramente definido?).
Definicin de operaciones (estn definidas las operaciones que constituyen los
procedimientos?, cmo se decide si la operacin fue hecha de manera correcta?)
Mquinas o equipos
Capacidad (las mquinas han demostrado ser capaces de dar la calidad que se les
pide?).
Condiciones de operacin (las condiciones de operacin en trminos de las variables
de entrada son las adecuadas?, se ha hecho un estudio que lo respalde?).
Hay diferencias? (hacer comparaciones entre mquinas, estaciones, instalaciones,
etc).
Ajustes (los criterios para ajustar las mquinas son claros y han sido determinados
de forma adecuada?).
20
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Mantenimiento (hay programas de mantenimiento preventivo?, son adecuados?).
Material
Variabilidad (se conoce cmo influye la variabilidad de los materiales o materia
prima sobre el problema?).
Cambios (ha habido algn cambio reciente en los materiales?).
Proveedores (cul es la influencia de mltiples proveedores?, se sabe si hay
diferencias significativas y cmo influyen stas?).
Tipos (se sabe cmo influyen los distintos tipos de materiales?).
Mediciones
Disponibilidad (se dispone de las mediciones requeridas para detectar o prevenir el
problema?).
Definiciones (estn definidas operacionalmente las caractersticas que son
medidas?).
Tamao de muestra (ha sido medidas suficientes piezas?, son representativas, de
tal forma que las decisiones tienen sustento?).
Repetibilidad (se puede repetir con facilidad la medida y tiene la precisin
requerida?).
Reproducibilidad (los mtodos y criterios para tomar mediciones son los
adecuados?, los aplica la gente que hace las mediciones?).
Calibracin o sesgo (existe algn sesgo en las medidas?)
Medio Ambiente
Ciclos (existen patrones o ciclos en los procesos que dependen de condiciones del
medio ambiente?).
Temperatura (la temperatura ambiental influye en las operaciones?).
Pasos para la construccin de un diagrama de Ishikawa
1. Escoger el aspecto de calidad que se quiere mejorar se puede hacer con la ayuda de
un diagrama de Prelo, un histograma o una carta de control, por ejemplo. En general
es importante que se tenga una cuantificacin objetiva de la magnitud del problema.
2. Escribir de manera clara y concreta el aspecto de calidad a la derecha del diagrama.
Trazar una flecha ancha de izquierda a derecha.
3. Buscar todas las causas probables, lo ms concretas posible, que pueden afectar a la
caracterstica de calidad. Esto se hace por medio de una sesin de lluvia de ideas.
4. Representar en el DI las ideas obtenidas y, analizando el diagrama, preguntarse si
faltan algunas otras causas an no consideradas; si es as, agregarlas.
21
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
5. Decidir cules son las causas ms importantes. Esto se puede hacer por consenso por
votacin, como en una sesin de lluvia de ideas. Tambin se puede hacer recurriendo
a datos.
6. Decidir sobre cules causas se va a actuar. Para ello, se toma en consideracin el
punto anterior y lo factible que resulta corregir cada una de las causas ms
importantes. Sobre las causas que no se decida actuar debido a que es imposible por
distintas circunstancias, es importante reportarlas a la alta direccin.
7. Preparar un plan de accin para cada una de las causas a ser investigadas o
corregidas, de tal forma que se determinen las acciones que es necesario realizar.
Para ello se puede usar nuevamente el DI. Una vez determinadas las causas, se debe
insistir en las acciones para no caer slo en debatir los problemas y no acordar
acciones que tiendan a la solucin de los problemas.
Mtodos de
Trabajo
Medio
Ambiente
Materiale
s
Variabilidad
Proveedores
Estandarizaci
n
Ciclos
Definicin de
operaciones
Cambios
Temperatura
Tipos
Excepciones
Problema
Motivacin
Herramientas
Ajustes
Mantenimient
o
Capacidad
Condiciones
de operacin
Habilidad
Diferencias
Maquinaria
Mano de
Obra
Repetibilidad
Disponibilidad
Conocimiento
Reproducibilida
Definiciones
Entrenamiento
d
Sesgo
Tamao de muestra
Capacidad
Medicin
Figura 1.7 Diagrama Causa Efecto o Diagrama de Ishikawa
22
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.6.4 Histograma
El histograma es una grfica de barras que permite describir el comportamiento de un
conjunto de datos en cuanto a su tendencia central, forma y dispersin.
Construccin de un Histograma
1) Determinar el Rango: R = Valormax-Valormin
2) Obtener el nmero de clases:
a) Regla Emprica k n
b) Regla de Sturges k 1 3.3 log n
3) Establecer la amplitud del intervalo de clases i = R / (k 1)
4) El lmite de la primera clase se obtiene restando i / 2 al Valormin Entonces se suma i a
este valor para obtener el otro lmite. Aada un lugar decimal y sume 5 a cada lmite
para asegurarse de que ninguna medida caiga en algn limite de clase
5) Obtener la frecuencia de cada clase
6) Graficar el histograma
Interpretacin del Histograma
1) Cules son las mediciones ms comunes?
2) Hay un comportamiento simtrico? Hay sesgo? Hacia que lado?
3) Cmo es la dispersin?
4) Est centrado el Proceso?
5) Cuntos picos hay?
6) Hay acantilados?
7) Hay datos aislados o raros?
8) Estratificar
23
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
EI
ES
EI
a) Poca variabilidad
EI
ES
EI
b) Mucha variabilidad
ES
EI
d) Acantilado Derecho
c) Bimodal
ES
EI
e) Proceso Centrado
Con poca
variabilidad
ES
ES
e) Proceso descentrado
con mucha
variabilidad
Figura 1.8 Distintos Tipos de Histogramas
Ejemplo 1.2 En una fbrica de envases de vidrio se han venido teniendo problemas con la
capacidad de las botellas de 750 ml. Con base en el historial del proceso se sabe que la
capacidad media del tal tipo de botellas es de 749 ml, con una desviacin estndar de 12 ml.
Si las especificaciones para la capacidad de las botellas son de 750 10. Con el propsito de
mejorar la calidad de las botellas en cuanto al volumen se tienen dos propuestas a nivel
experimental. Los datos para cada propuesta estn en la siguiente tabla:
Propuesta
A
Volumen de las botellas
740
759
740
751
751
751
750
757
744
752
738
743
748
742
761
765
754
733
753
752
751
758
747
753
746
753
766
751
750
744
746
744
751
747
748
745
748
743
745
746
744
750
741
745
749
743
748
744
747
742
745
749
738
742
751
743
749
748
744
749
Con base en el histograma en el que inserte especificaciones, describa cada una de las
propuestas y elija la que considere mejor.
24
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Solucin
Construccin de un Histograma para la Propuesta A
1) Determinar el Rango: R = Valormax-Valormin = 766 -733 = 33
2) Obtener el nmero de clases:
a) Regla Emprica k n 30 5.48 6
3) Establecer la amplitud del intervalo de clases i = R / (k 1)=33/(6 -1)= 6.6 7
4) El lmite de la primera se obtiene aadiendo i / 2 al Valormin Entonces se suma i de
este valor para obtener el otro lmite. En caso necesario aada un lugar decimal y
sume 5 a cada lmite para asegurarse de que ninguna medida caiga en algn lmite de
clase.
733 7/2 = 729.5 y 729.5 + 7 =736.5
5) Obtener la frecuencia de cada clase
Clases
frecuencia
729.5 736.5
1
736.5 743.5
5
743.5 750.5
7
750.5 757.5
12
757.5 764.5
3
764.5 771.5
2
6) Graficar el histograma con los lmites de especificaciones
Capacidad de Proceso para Prop_A
LSL = 740.0, Nominal = 750.0, USL = 760.0
12
frecuencia
10
720
725
730
735
740
745
750
755
760
765
770
775
780
Prop_A
25
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Construccin de un Histograma para la Propuesta B
1) Determinar el Rango: R = Valormax-Valormin = 751 -738 = 13
2) Obtener el nmero de clases:
a) Regla Emprica k n 30 5.48 6
3) Establecer la amplitud del intervalo de clases i = R / (k 1)=13/(6 -1)= 2.6 3
4) El lmite de la primera se obtiene aadiendo i / 2 al Valormin Entonces se suma i de
este valor para obtener el otro lmite. En caso necesario aada un lugar decimal y
sume 5 a cada lmite para asegurarse de que ninguna medida caiga en algn lmite de
clase.
738 3/2 = 736.5 y 736.5 + 3 =739.5
5) Obtener la frecuencia de cada clase
Clases
frecuencia
736.5 739.5
1
739.5 742.5
3
742.5 745.5
11
745.5 748.5
8
748.5 751.5
7
751.5 754.5
0
6) Graficar el histograma con los lmites de especificaciones
Capacidad de Proceso para Prop_B
LSL = 740.0, Nominal = 750.0, USL = 760.0
12
11
10
frecuencia
9
8
7
6
5
4
3
2
1
0
730
732
734
736
738
740
742
744
746
748
750
752
754
756
758
760
Prop_B
26
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
En el histograma para la propuesta A se observa que presentan mucha variabilidad y que se
tienen botellas fuera de especificaciones en ambos extremos, mientras que en el histograma
para la propuesta B se tiene poca variabilidad y a pesar de no estar centrado con respecto al
la media de especificaciones solo presenta una botella fuera de especificaciones. Por lo
tanto la mejor propuesta es la B
1.6.5 Dispersin
El diagrama de dispersin es una tcnica estadstica utilizada para estudiar la relacin
entre dos variables (entre una caracterstica de calidad y un factor que la afecta, o entre dos
caractersticas de calidad relacionadas, o entre dos factores relacionados con una sola
caracterstica de calidad). La ventaja de utilizar este tipo de diagramas es que al hacerlo se
tiene una comprensin ms profunda del problema planteado.
La relacin entre dos variables se representa mediante una grfica de dos dimensiones en la
que la variable del eje horizontal ( x ) normalmente es la variable causa, y la variable del eje
vertical ( y) es la variable efecto. La relacin entre dos variables puede ser: a) positiva, lo
que significa que un aumento en la variable causa ( x) provocar un aumento en la variable
efecto ( y); y b) negativa, cuyo significado es que un aumento en la variable ( x) provocar
una disminucin en la variable ( y). Ver figura 1.9
Construccin de un Diagrama de Dispersin
Para elaborar un diagrama de dispersin debemos realizar los siguientes pasos:
1) Recopilar los pares de datos x e y en una tabla. Es conveniente tener al menos 30
puntos.
2) Determinar las escalas de tal forma que, aproximadamente, la amplitud de los dos
ejes sea la misma. Si una de las variable es una causa y la otra un efecto, colocar
aqulla en el eje de abscisas y sta en el de ordenadas.
3) Colocar los puntos en el grfico. Si dos o ms puntos coinciden colocar crculos
concntricos.
4) Escribir cuantos aspectos sean de inters, de tal forma que cualquier persona que
utilice es diagrama lo interprete fcilmente: Nombre y unidades de las variables,
nmero de puntos, perodo de tiempo en que se realiz el diagrama, autor o autores,
aparato de medida, etc.
27
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Figura 1.9 Distintos tipos de relaciones entre variables
Mtodo de la mediana para probar la significancia de la correlacin
1. Dibuje la lneas medianas para x y para y, lo cual se logra dividiendo la cantidad de
puntos en dos partes iguales, tanto en el sentido de la x como en el de la y.
2. Identifique las cuatro reas resultantes despus de trazar las lneas medianas.
Mrquelas con I, II, III y IV.
3. Calcule los puntos de cada rea.
4. Calcule el nmero de puntos en las reas I + III y II + IV de acuerdo con el paso
anterior.
5. Establezca el nmero lmite de puntos, mayor y menor, de acuerdo con la Tabla 1.1.
Si el total de puntos es mayor o igual que el lmite superior o si el total de puntos
menor es menor o igual que el lmite inferior la correlacin es significativa.
El razonamiento para llegar al clculo de los nmeros lmite es el siguiente: Se establece la
Hiptesis nula de no existencia de relacin alguna entre las dos variables objeto del estudio
con lo que la probabilidad de cada cuadrante es 0.25 y de cada pareja de cuadrantes alternos
0.5. Si la H0 es cierta, el nmero de puntos de cada par de cuadrantes (c) es una variable
Binomial de parmetros n = N y p = 0.5, es decir c = B(N, 0.5). El nmero Lmite l se calcula
mediante:
28
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
l
N
* 0.5 N v 0.5 N / 2
v 0
v 0 v
Se puede observar que los puntos en un diagrama de dispersin pueden estar muchos de
ellos muy cerca de la lnea recta que los atraviesa, o muy dispersos o alejados con respecto a
la misma. El ndice que se utiliza para medir este grado de cercana es el ndice de
correlacin, ( r ) que se obtiene mediante la siguiente ecuacin
P (c l )
v * 0.5
n
n
x
y
x
i i i y i / n
i 1
i 1 i 1
n
2
2
n
n
2
2
x i x i / n y i y i / n
i 1
i 1
i 1
i 1
El ndice de correlacin se utiliza para cuantificar el grado en que una variable provoca el
comportamiento de la otra, es un nmero entre 1 (correlacin negativa muy fuerte) y +1
(correlacin positiva muy fuerte), si r = 0 indicara una correlacin nula. El coeficiente de
determinacin r2, es el cuadrado del coeficiente de correlacin multiplicado por 100 y
representa el porcentaje de la variabilidad de la variable dependiente (y) que se explica por
la variabilidad de la variable independiente (x)
Tabla 1.1. Nmeros lmite para el test de la mediana
N
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
Lmite
Inf.
Sup.
5
15
5
16
5
17
6
17
6
18
7
18
7
19
7
20
8
20
8
21
9
21
9
22
9
23
10
23
10
24
11
25
11
25
12
26
12
26
N
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
Lmite
Inf.
Sup.
12
27
13
27
13
28
14
28
14
29
15
29
15
30
15
31
16
31
16
32
17
32
17
33
18
33
18
34
18
35
19
35
19
36
20
36
20
37
N
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
76
Lmite
Inf.
Sup.
21
37
21
38
21
39
22
39
22
40
23
40
23
41
24
41
24
42
25
42
25
43
25
44
26
44
26
45
27
45
27
46
28
46
28
47
28
48
Ejemplo 1.3 Se desea investigar, por medio de un diagrama de dispersin, la relacin entre
la resistencia, X (en ohms) y el tiempo de falla, Y (en minutos) de ciertas resistencias
elctricas sobrecargadas. Los datos obtenidos para 30 resistencias se muestran a la siguiente
tabla:
29
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
X
Y
43
32
29
20
44
45
33
35
33
22
47
46
34
28
31
26
48
37
34
33
46
47
37
30
40
36
38
37
45
42
X
Y
36
36
39
33
36
21
47
44
28
26
40
45
42
39
33
25
46
36
28
25
48
45
45
36
32
30
37
34
44
40
1)
2) y 3)
Grfico de Tiempo_falla frente a Resistencia
50
48
(II)
(I)
(III)
(IV)
46
Tiempo_falla
44
42
40
38
36
34
32
30
28
26
24
22
20
28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45
46 47 48
Resistencia
4) En la grfica se observa una relacin positiva y lineal. Para determinar si la correlacin es
significativa se aplica el mtodo de la mediana, para lo cual se trazan en la grfica las
medianas ~
x y ~y .
5) Se cuentan los puntos que se encuentran en cada cuadrante, tal como se muestra en la
tabla 1.2
Tabla 1.2. Nmero de puntos en cada cuadrante
Cuadrante
Puntos
14
II
III
13
IV
En una lnea
Total
30
6) Se suman los puntos en los cuadrantes diagonales: I + III = 27 total mayor
y II + IV = 3 total menor
30
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
7) Como el total mayor (27) es mayor al lmite superior (21) y el total menor (3) es menor
que el lmite inferior de la tabla (9), para N = 30, se concluye que existe una correlacin
significativa entre la resistencia y el tiempo de falla.
Para medir el grado de correlacin introducimos los datos en el modulo estadstico para dos
variables de la calculadora.
De la cual se obtiene:
r 0.81465
r 2 66.3654 %
El estadstico r2 indica que un 66.3654% de la variabilidad en el Tiempo de falla se explica
por la variabilidad en la Resistencia. El coeficiente de correlacin r, es igual a 0.81465,
indicando una relacin moderadamente fuerte entre las variables.
1.6.6 Estratificacin
La estratificacin es una estrategia de clasificacin de datos de acuerdo con variables o
factores de inters, de tal forma que en una situacin dada se facilite la identificacin de las
fuentes de variabilidad (origen de los problemas).
La estratificacin busca contribuir a la solucin de una situacin problemtica, mediante la
clasificacin o agrupacin de los problemas de acuerdo con los diversos factores que pueden
influir en los mismos, como pueden ser tipo de fallas, mtodos de trabajo, maquinaria,
turnos, obreros, proveedores, materiales. Etctera. En cualquier rea resulta de utilidad
clasificar los problemas de calidad y eficiencia de acuerdo con cualquier con cualquier factor
que puede ayudar a direccionar mejor la accin de mejora, por ejemplo, por:
Departamento, reas, secciones o cadena de produccin.
Operarios, y stos a su vez por experiencia, edad, sexo o turno.
Maquinaria o equipo; la clasificacin puede ser por mquina, modelo, tipo, vida,
etctera.
Tiempo de produccin: Turno, da, semana, noche, mes.
Proceso: Procedimiento, temperatura.
Materiales y proveedores
Recomendaciones para estratificar
1. A partir de un objetivo claro e importante, determinar con discusin y anlisis las
caractersticas o factores a estratificar.
31
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
2. Mediante la coleccin de datos evaluar la situacin actual de las caractersticas
seleccionadas. Expresar grficamente la evaluacin de las caractersticas (diagrama de
Pareto, histograma, grficas de control, diagrama de caja, etctera).
3. Determinar las posibles causas de la variacin en los datos obtenidos con la
estratificacin. Esto puede llevar a estratificar una caracterstica ms especfica.
4. Ir ms a fondo en alguna caracterstica y estratificarla.
5. Estratificar hasta donde sea posible y obtener conclusiones de todo el anlisis hecho.
32
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.7 HABILIDAD Y CAPACIDAD DEL PROCESO
Los procesos industriales tienen variables de salida o de respuesta, las cuales deben cumplir
con ciertas especificaciones para as considerar que el proceso est funcionando de manera
satisfactoria. Evaluar la habilidad o capacidad de un proceso es analizar que tan bien cumplen
sus variables de salida con las especificaciones.
Sea una caracterstica de calidad de un producto o variable de salida de un proceso, del tipo
valor nominal es mejor, donde para considerar que hay calidad las medicines deben ser igual
a cierto valor nominal o ideal (N), o al menos tienen estar dentro de cierta especificacin
inferior (LEI) y superior (LES).
Capacidad del Proceso. La capacidad del proceso es igual a 6 cuando el proceso est bajo
control estadstico
Capacidad del Proceso y Tolerancia. Se tienen tres posibles casos:
i. La capacidad del proceso es menor que la tolerancia, 6 < LES LEI, (lo ideal).
ii. La capacidad del proceso es igual a la tolerancia. (6 = LES LEI )
iii. La capacidad del proceso es mayor que la tolerancia. (6 > LES LEI )
i. La capacidad del proceso es menor que la tolerancia, 6 < LES LEI, (lo ideal).
Process Capability for cereal
frequency
LES LSL = 13.0, Nominal N= 16.0, USL = 19.0
LEI
60
Pp = 2.25
50
Ppk = 2.01
40
Ppk (upper) = 2.01
30
Ppk (lower) = 2.50
20
K = 0.11
10
0
13
14
15
16
17
18
19
cereal
33
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
frequency
Instituto Tecnolgico de Aguascalientes
ii. La capacidad del proceso es igual a la tolerancia. (6 = LES LEI )
Process
Capability for cereal
frequency
LSL = 14.9915,
LEINominal = 16.322,
N USL = 17.6525LES
60
Pp = 1.00
50
Ppk = 1.00
40
Ppk (upper) = 1.00
30
Ppk (lower) = 1.00
20
K = 0.00
10
0
14
15
16
6
cereal
17
18
iii. La capacidad del proceso es mayor que la tolerancia. (6 > LES LEI )
Process
Capability for cereal
LEI
N USL = LES
LSL = 15.3915, Nominal
= 16.322,
17.2525
60
Pp = 0.70
50
Ppk = 0.70
40
Ppk (upper) = 0.
30
Ppk (lower) = 0.7
20
K = 0.00
10
0
14
15
16
17
18
cereal
Control Estadstico de la Calidad
34
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Tabla 1.3 ndices de Capacidad
ndice
Concepto
Frmula
Cr
Relacin de capacidad que representa la proporcin de la
banda de especificaciones que es utilizada por la mquina
Cr
6
ES EI
Cp
ndice de la capacidad potencial de la mquina cuando hay
lmites superior e inferior en las especificaciones
Cp
ES EI
6
ES
3
EI
C pk
C pk
ndice de la capacidad real de la mquina
(el valor ms pequeo)
C pk
C ps
ndice de la capacidad potencial de la mquina para
caractersticas de calidad entre ms pequea es mejor
C ps
ES
3
C pi
ndice de la capacidad potencial de la mquina para
caractersticas de calidad entre ms grande es mejor
C pi
EI
3
C pm
ndice de Taguchi
C pm
ES EI
6 2 ( N )2
Interpretacin del ndice Cp. Para que el proceso pueda considerar potencialmente capaz de
cumplir especificaciones, se requiere que la variacin real siempre sea menor que la
variacin tolerada. De aqu que lo deseable es que el ndice Cp sea mayor que 1, y si el valor
del ndice es menor que uno es una evidencia de que no cumple con especificaciones.
ndice K. El ndice de descentrado del proceso o ndice de localizacin, K, es una medida
especializada para evaluar el centrado del proceso, ya que mide en trminos relativos y
porcentuales qu tan descentrada o alejada est la media de un proceso respecto al valor al
valor nominal, N, (target) para la caracterstica de calidad. Este ndice se calcula como sigue:
N
K
100
1
ES EI
2
De esta forma el ndice K es igual a la media del proceso menos el valor nominal de la
caracterstica de calidad, dividida entre la mitad de la distancia de las especificaciones. Es
decir, el ndice K mide qu tan descentrado est el proceso en funcin de la mitad de la
amplitud de las especificaciones, y al multiplicar por 100 se convierte en una medida
porcentual.
35
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Valor del
Cp
Cp 2
Tabla 1.4 Valores del Cp y su interpretacin
Clase de
Decisin
proceso
Clase mundial Se tiene calidad Seis Sigma
C p 1.33
Adecuado
1 C p 1.33
Parcialmente adecuado. Requiere de un control estricto.
0.67 C p 1
No adecuado. Un anlisis del proceso es necesario.
Requiere de modificaciones serias.
C p 0.67
No adecuada. Requiere de modificaciones muy serias.
Nota:
Si el Cpk < Cp, entonces una vez que se centre el proceso se tendr la clase de proceso que se seala.
Tabla 1.5 Los ndices Cp, Cpi y Cps, en trminos de la cantidad de piezas malas, bajo el
supuesto de normalidad y de que el proceso est centrado en el caso de doble
especificacin.
Valor del ndice
Cp Cpi Cps
0.25
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
1.30
1.40
1.50
1.60
Proceso con doble especificacin
% fuera de
especificacin
45.33
13.36
7.19
3.57
1.64
0.69
0.27
0.097
0.032
0.010
0.003
0.0007
0.0002
Partes por
milln fuera
453 225
133 614
71 861
35 729
16 395
6 934
2 700
967
318
96
27
7
2
Proceso con una sola especificacin
% fuera de
especificacin
22.66
6.68
3.59
1.79
0.82
0.35
0.135
0.048
0.016
0.005
0.0014
0.0004
0.0001
Partes por
milln fuera
226 628
66 807
35 931
17 865
8 198
3 467
1 350
484
159
48
14
4
1
36
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Anlisis de la Capacidad de la Mquina
El objetivo es determinar si la mquina es capaz de mantener una tolerancia
estrecha, cumplir las especificaciones, o satisfacer los requerimientos del cliente.
Directrices para los Estudios de Capacidad de Mquina
1. Se usa un lote de material para procesar. La uniformidad del material deber ser de
una sola mquina o parte del equipo es seleccionada
2. vigilada para eliminar la influencia de la variabilidad del material en los resultados del
estudio
3. Se selecciona un operador experimentado y un inspector para desempear el trabajo.
4. Se calienta la mquina o equipo hasta alcanzar las condiciones de operacin
normal. Ningn otro ajuste deber realizarse una vez que el estudio ha comenzado
5. Se toman de 50 a 150 unidades producidas consecutivamente para el anlisis. Un
registro cronolgico debe guardarse del orden de unidades para descubrir cualquier
cambio del proceso durante el estudio.
6. Hacer una distribucin de frecuencias y calcular la capacidad de la mquina siguiendo
el procedimiento paso a paso indicado al final de esta seccin.
Forma de la Distribucin
La Distribucin Normal es el fundamento para el anlisis del estudio de la capacidad
de la mquina.
Si la forma de la distribucin no es normal, un estudio previo deber realizarse para
encontrar las razones por las que no tiene forma normal.
37
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.5 HERRAMIENTAS ADMINISTRATIVAS
1.5.1 Diagrama afinidad
Qu es?
Un Diagrama de Afinidad es una forma de organizar la informacin reunida en sesiones de
Lluvia de Ideas. Est diseado para reunir hechos, opiniones e ideas sobre reas que se
encuentran en un estado de desorganizacin. El Diagrama de Afinidad ayuda a agrupar
aquellos elementos que estn relacionados de forma natural. Como resultado, cada grupo se
une alrededor de un tema o concepto clave. El uso de un Diagrama de Afinidad es un proceso
creativo que produce consenso por medio de la clasificacin que hace el equipo en vez de
una discusin. El Diagrama fue creado por KawakitaJiro y tambin es conocido como el
mtodo KJ.
Cundo se utiliza?
Se debe utilizar un Diagrama de Afinidad cuando:
El problema es complejo o difcil de entender
El problema parece estar desorganizado
El problema requiere de la participacin y soporte de todo el equipo/ grupo
Se quiere determinar los temas claves de un gran nmero de ideas y problemas
Cmo se utiliza?
Armar el equipo correcto
El lder del equipo o el facilitador asignado es normalmente responsable por dirigir al
equipo a travs de todos los pasos para hacer el Diagrama de Afinidad.
Establecer el problema
El equipo o grupo deber inicialmente determinar el problema a atender. Es de gran
ayuda determinar el problema en la forma de una pregunta.
Hacer Lluvia de ideas / Reunir Datos
Los datos pueden reunirse en una seccin tradicional de Lluvia de Ideas adems de los
datos reunidos por observacin directa, entrevistas y otro material de referencia.
Transferir datos a notas Post It
Los datos reunidos son desglosados en frases independientes con un solo significado
evidente y solo una frase registrada en un Post It.
Reunir los Post Its en grupos similares
38
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Los Post It debern colocarse en una pared o rotafolio de tal manera que todos los Post It
puedan verse fcilmente. Luego, en silencio, los miembros del equipo agrupan los Post It
en grupos similares. Los Post It que sean similares se consideran de afinidad mutua.
Crear una tarjeta de ttulo para cada agrupacin
Los Post It debern leerse y revisarse una vez ms con el fin de verificar si han sido
agrupados de forma apropiada. Asignar un nombre a cada grupo de Post It por medio de
una discusin en grupo. Este ttulo deber transmitir el significado de los Post It en muy
pocas palabras. Este proceso se repite hasta que todos los grupos tengan un nombre.
Cualquier Post It individual que no parezca encajar en ningn grupo puede incluirse en un
grupo de Otros.
Dibujar el Diagrama de Afinidad terminado
Despus que los grupos estn ordenados, se deben pegar los Post Its en una hoja de
rotafolio. Las tarjetas de los ttulos se debern colocar en la parte superior del grupo.
Discusin. El equipo o grupo deber discutir la relacin de los grupos y sus elementos
correspondientes con el problema.
Relacin con otras herramientas:
Un Diagrama de Afinidad generalmente se relaciona con:
o Lluvia de Ideas
o Diagrama de interrelaciones
o Diagrama de rbol
o Diagrama de Causa y Efecto
Informacin adicional con respecto a esta herramienta puede obtenerse consultando el
siguiente material de referencia:
o The Memory Jogger II, GOAL/QPC, 1994
o The Memory Jogger Plus +, GOAL/QPC, 1996
o Quality Improvement Pocket Guide, Juran Institute, 1993
o Tool Navigator, Michalski, Walter J., 1997
o Coachs Guide To The Memory Jogger II, GOAL/QPC, 1995
39
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Figura 1.10 Ejemplo de Diagrama de Afinidad.Qu se espera de una Oficina de Calidad
Corporativa?
1.5.2 Diagrama de relaciones
Este diagrama proporciona una visin de conjunto sobre todos los elementos que influyen en
los efectos o en los objetivos bajo estudio, y de las relaciones de causalidad existentes entre
todos ellos. Proporciona, mediante ejemplos, la prueba que su utilizacin es factible tanto
para actividades de solucin de problemas como para las actividades de planificacin.
Objetivo y alcance
Definir las reglas bsicas a seguir para la construccin y la correcta interpretacin de los
Diagramas de Relaciones, resaltando las situaciones en que pueden, o deben, ser utilizados.
Es de aplicacin a todos aquellos estudios en los que se necesita obtener una visin global de
problemas o situaciones complejas, identificar los factores involucrados en los mismos y sus
interrelaciones.
Su utilizacin ser beneficiosa para el desarrollo de los proyectos abordados por los Equipos
y Grupos de Mejora y por todos aquellos individuos u organismos que estn implicados en la
mejora de la calidad.
Adems, se recomienda su uso como herramienta de trabajo dentro de las actividades
habituales de gestin.
40
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Responsabilidades
a) Grupo de trabajo o persona responsable del estudio:
- Elegir un coordinador para las sesiones de trabajo.
- Seguir las reglas que se sealan en el procedimiento para su correcta construccin,
interpretacin y utilizacin.
b) Coordinador:
- Preparar la logstica necesaria para las sesiones de trabajo.
- Introducir y conducir dichas sesiones.
c) Direccin de Calidad:
- Asesorar, a quien as lo solicite, en las bases para la construccin, interpretacin y
utilizacin del Diagrama de Relaciones.
Definiciones / conceptos
Definicin
El Diagrama de Relaciones es una representacin grfica de las posibles relaciones
cualitativas causa-efecto entre diversos factores y un fenmeno determinado y de dichos
factores entre s.
Caractersticas principales
A continuacin se comentan una serie de caractersticas que ayudan a comprender la
naturaleza de la herramienta.
Creatividad.
El mtodo seguido para su construccin permite expresar opiniones libremente y fomenta el
desarrollo de ideas nuevas.
Impacto visual
Presenta problemas o situaciones complejas de forma clara, concisa y ordenada, facilitando
una visin global del conjunto de elementos implicados y sus interrelaciones.
Facilita el consenso
El carcter participativo e iterativo del proceso de construccin ayuda a la eliminacin de
prejuicios y a la obtencin de consenso.
41
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Figura 1.11 Proceso para elaborar el diagrama de relaciones. Diagrama de Flujo
42
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Esta herramienta es, bsicamente, una tcnica de grupo para el anlisis de problemas o
situaciones complejas.
Para su uso en grupo es necesaria la existencia de un coordinador que se responsabilice de la
metodologa de construccin e interpretacin.
Su utilizacin de forma individualizada reduce su potencial y eficacia, por lo que se
recomienda recurrir a expertos en el tema que presten su colaboracin en el proceso.
Planificacin
Paso 1: Elegir un coordinador
Su misin es velar por el cumplimiento de la metodologa y por el correcto desarrollo de las
sesiones de trabajo.
Paso 2: Definir el enunciado del tema objeto de anlisis
Definir el enunciado del tema objeto de anlisis consiste en especificar de forma clara y
sencilla el objetivo u objetivos que se persiguen, el efecto o efectos que deben ser
analizados, etc.
El enunciado del tema a tratar se definir con anterioridad a la realizacin dela sesin de
trabajo especificando lo que incluye y lo que excluye. Esto permtela preparacin de la misma
por los componentes del grupo.
El enunciado debe ser:
Especfico: Para que no sea interpretado de forma diferente por los componentes del grupo
de trabajo y para que las aportaciones se concentren sobre el verdadero tema a analizar.
No sesgado: Para no excluir posibles lneas de anlisis sobre el tema.
Paso 3: Establecer el objetivo de la construccin del Diagrama de Relaciones y el tipo de
diagrama a utilizar
En primer lugar, se establecer claramente la informacin que se desea obtener con la
construccin del Diagrama de Relaciones.
En segundo lugar, se elegir el tipo de diagrama ms idneo, en funcin del objetivo de su
construccin y de las caractersticas del tema a analizar:
a) Diagrama de Relaciones convergente en el centro
Esta ordenacin grfica es conveniente cuando se tiene un efecto principal en el cual se
43
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
centra la atencin.
1.5.3 Diagrama de rbol
Es una tcnica que permite alcanzar una meta. Se logra mediante una organizacin
sistemtica de metas y los medios para alcanzarlas. Es muy til para presentar el conjunto
organizado de medidas con las que se pretende lograr un determinado objetivo o propsito.
El diagrama se presenta mediante un tronco o meta general y se contina con los niveles de
accin las ramas.
Cmo se utiliza?
o Identificar el objetivo principal y/o problema.
o Identificar los objetivos secundarios que ayudaran a llegar a objetivo principal.
o Identificar los niveles de accin ms precisos e iniciar actuando en estos para as
lograr los objetivos escalonadamente, hasta alcanzar la meta.
Ejemplo de un X problema
El Seor Gmez tiene un problema con encender su computadora y las posibles fallas son:
- Enciende la computadora pero no aparece nada.
- No se encienda la computadora.
- Enciende la computadora pero aparece un mensaje de error en el monitor.
- Sin embrago la falla principal puede ser desencadenada por otros factores terciarios,
que a su vez generan los factores secundarios y por consecuente la falla.
44
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Monitor desconectado
Se enciende la CPU
pero no aparece
nada en la pantalla.
Avera en el monitor
Problemas en el
encendido de la
computadora.
CPU desconectada
No se
enciende la CPU
Avera en la fuente de
alimentacin
Dispositivo externo mal
conectado
Aparece un mensaje
de error en pantalla.
Avera en el disco duro
Otros
Figura 1.12 Diagrama de rbol
1.5.4 Diagrama matricial
Este tipo de diagrama facilita la identificacin de relaciones que pudieran existir entre dos o
ms factores, sean stos: problemas, causas y procesos; mtodos y objetivos; o cualquier
otro conjunto de variables. Una aplicacin frecuente de este diagrama es el establecimiento
de relaciones entre requerimientos del cliente y caractersticas de calidad del producto o
servicio.
Cmo se utiliza?
Paso1: Establecer los elementos a relacionar
Paso2: Determinar el tipo de matriz a aplicar.
Paso3: Analizar cada interseccin, indicando grado de relacin.
FUERTE
MEDIA
Paso 4: Confirmar coherencia entre relaciones establecidas
DEBIL
Utilidades
Visualiza claramente los patrones de responsabilidad para que haya una distribucin
pareja y apropiada de las tareas.
Ayuda al equipo a llegar a un consenso con relacin a pequeas decisiones, mejorando la
calidad de, y el apoyo a, la decisin final.
45
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Mejora la disciplina de un equipo en el proceso de observar minuciosamente un gran
nmero de factores de decisin importantes.
Ventajas
Establecer la relacin entre distintos elementos o factores, as como el grado en que sta
se da.
Hace perceptibles los patrones de responsabilidad as como la distribucin de tareas.
El Diagrama de Matriz puede presentar distintas configuraciones: matriz tipo-L, tipo A, tipo T, que combinan dos matrices tipo-L. Las tipo-Y y tipo-X, combinan tres y cuatro matrices
tipo-L respectivamente.
Tipo L
Tipo T
Tipo A
Tipo X
Tipo Y
Figura 1.13 Tipos de diagramas de matriz
46
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.5.5 Diagrama de flujo1
Qu es?
Un Diagrama de Flujo es una representacin pictrica de los pasos en un proceso, til para
determinar cmo funciona realmente el proceso para producir un resultado. El resultado
puede ser un producto, un servicio, informacin o una combinacin de los tres. Al examinar
cmo los diferentes pasos en un proceso se relacionan entre s, se puede descubrir con
frecuencia las fuentes de problemas potenciales. Los Diagramas de Flujo se pueden aplicar a
cualquier aspecto del proceso desde el flujo de materiales hasta los pasos para hacer la venta
u ofrecer un producto. Los Diagramas de Flujo detallados describen la mayora de los pasos
en un proceso. Con frecuencia este nivel de detalle no es necesario, pero cuando se necesita,
el equipo completo normalmente desarrollar una versin de arriba hacia abajo; luego
grupos de trabajo ms pequeos pueden agregar niveles de detalle segn sea necesario
durante el proyecto.
Cundo se utiliza?
Cuando un equipo necesita ver cmo funciona realmente un proceso completo. Este
esfuerzo con frecuencia revela problemas potenciales tales como cuellos de botella en el
sistema, pasos innecesarios y crculos de duplicacin de trabajo. Algunas aplicaciones
comunes son:
Definicin de proyectos:
Identificar oportunidades de cambios en el proceso.
Desarrollar estimados de costos de mala calidad.
Identificar organizaciones que deben estar representadas en el equipo.
Desarrollar una base comn de conocimiento para los nuevos miembros del equipo.
Involucrar a trabajadores en los esfuerzos de resolucin de problemas para reducir la
resistencia futura al cambio.
Identificacin de las causas principales:
Desarrollar planes para reunir datos.
Generar teoras sobre las causas principales.
Discutir las formas de estratificar los datos para el anlisis para identificar las causas
principales.
1
Sociedad Latinoamericana para la Calidad.
47
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Examinar el tiempo requerido para las diferentes vas del proceso.
Diseo de Soluciones:
Describir los cambios potenciales en el proceso y sus efectos potenciales.
Identificar las organizaciones que sern afectadas por los cambios propuestos.
Aplicacin de soluciones:
Explicar a otros el proceso actual y la solucin propuesta.
Superar la resistencia al cambio demostrando cmo los cambios propuestos simplificarn
el proceso.
Control (Retener las Ganancias):
Revisar y establecer controles y monitorias al proceso.
Auditar el proceso peridicamente para asegurar que se estn siguiendo los nuevos
procedimientos.
Entrenar a nuevos empleados.
Cmo se utiliza?
La metodologa para preparar un Diagrama de Flujo es:
Propsito. Analizar cmo se pretende utilizar el Diagrama de Flujo. Exhibir esta hoja en el
pared y consultarla en cualquier momento para verificar que su Diagrama de Flujo es
apropiado para las aplicaciones que se pretenden.
Determinar el nivel de detalle requerido.
Definir los lmites. Despus de establecer los lmites del proceso, enumerar los resultados y
los clientes en el extremo derecho del diagrama.
Utilizar smbolos apropiados. Utilizando los smbolos apropiados para el Diagrama de Flujo,
presentar las respuestas como los primeros pasos en el diagrama.
Hacer preguntas. Para cada input, haga preguntas como:
- Quin recibe el input?
- Qu es lo primero que se hace con el input?
Documentar. Documentar cada paso en la secuencia, empezando con el primer (o ltimo)
paso. Para cada paso, hacer preguntas como:
- Qu produce este paso?
48
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Quin recibe este resultado?
Qu pasa despus?
Alguno de los pasos requiere de inputs que actualmente no se muestran?
Completar. Continuar la construccin del diagrama hasta que se conecte todos los resultados
(outputs) definidos en el extremo derecho del diagrama. Si se encuentra un segmento del
proceso que es extrao para todos en el el saln, se deber tomar nota y continuar haciendo
el diagrama.
Revisin. Preguntar:
- Todos los flujos de informacin encajan en los inputs y outputs del proceso?
- El diagrama muestra la naturaleza serial y paralela de los pasos?
- El diagrama capta de forma exacta lo que realmente ocurri a diferencia de la forma
cmo se piensa que las cosas deberan pasar o cmo fueron diseadas originalmente?
Determinar oportunidades.
NOTA: El Diagrama de Flujo final deber actuar como un registro de cmo el proceso actual
realmente opera. Indicar la fecha. Aunque hay literalmente docenas de smbolos
especializados utilizados para hacer Diagramas de Flujos, se utiliza con ms frecuencia los
siguientes:
49
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Figura 1. Smbolos utilizados en los diagramas de flujo
50
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Consejos para la Construccin/ Interpretacin:
Si un Diagrama de Flujo se construye de forma apropiada y refleja el proceso de la forma que
realmente opera, todos los miembros del equipo poseern un conocimiento comn, exacto
del funcionamiento del proceso. Adicionalmente, el equipo no necesita invertir el tiempo y la
energa en observar el proceso fsicamente cada vez que se quiera identificar problemas para
trabajar, discutir teoras sobre las causas principales, examinar el impacto de las soluciones
propuestas o discutir las formas para mantener las mejoras.
Los Diagramas de Flujo pueden ayudar a un equipo en su tarea de diagnstico para lograr
mejoras. Uno de sus usos es el de ayudar a un equipo a generar teoras sobre las posibles
causas principales de un problema. El Diagrama de Flujo se dibuja en una pared de la sala de
reuniones. El equipo que investiga un problema redacta una descripcin del problema en un
pedazo pequeo de papel y lo pega en el Diagrama de Flujo en el punto en el proceso donde
el problema se ha detectado. El equipo luego discute cada uno de los pasos en el proceso
antes del punto donde el problema se ha detectado, y produce teoras sobre las cosas que
podran salir mal en el paso que causa el problema. El Diagrama de Flujo le ayuda al equipo a
examinar cada paso del proceso de forma sistemtica a medida que producen teoras sobre
las posibles causas principales del problema.
Figura 1.15 Ejemplo de un diagrama de flujo
Otro uso de un Diagrama de Flujo es el de ayudar a un equipo a identificar las formas
51
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
apropiadas para separar los datos para su anlisis. Por ejemplo, considrese el problema de
analizar los tiempos de reparacin. Una rpida revisin del Diagrama de Flujo puede sugerir
un nmero de grupos posibles que pueden explicar el tiempo que se necesita para hacer una
reparacin.
Relacin con otras Herramientas:
Los Diagramas de Flujo de Procesos generalmente se relacionan con:
Mapa de Relaciones
Mapa de Proceso Interfuncional (Cross-Functional)
Informacin adicional con respecto a esta herramienta puede obtenerse consultando el
siguiente material de referencia:
Quality Improvement Tools, Juran Institute, 1989
The Team Handbook, Scholtes, Peter R. et al, 1988
Coachs Guide To The Memory Jogger II, GOAL/QPC, 1995
Preguntas tiles al crear su Diagrama de Flujo
- Qu es lo primero que ocurre?
- Qu es lo siguiente que ocurre?
- Qu es lo ltimo que ocurre?
- De dnde viene el (Servicio, Material)?
- Cmo el (Servicio, Material) llega al proceso?
- Quin toma las decisiones (si se necesita)?
- Qu pasa si la decisin es S?
- Qu pasa si la decisin es No?
- Adnde va el (Producto, Servicio) de esta operacin?
- Qu revisiones/ verificaciones se realizan en el producto en cada parte del proceso?
- Qu pasa si la revisin/ verificacin no cumple con los requisitos?
Precaucin:
Se debe tener cuidado al hacer la pregunta Por Qu: Podra poner a alguien a la defensiva
Tratar de definir el estado como es (as is) y no el estado debe ser (should be)
Preguntas que pueden generarse despus de completar un Diagrama de Flujo
Propsito:
- Qu se hace realmente?
- Por qu la actividad es necesaria?
52
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Qu otra cosa se podra o se debera hacer?
Lugar:
- Dnde se lleva a cabo?
- Por qu se lleva a cabo en ese lugar en particular?
Secuencia:
- Cundo se hace?
- Por qu se hace en ese momento en particular?
- Cundo se podra o debera hacer?
Gente:
- Quin lo hace?
- Por qu lo hace esa persona?
- Quin ms podra o debera hacerlo?
Mtodo:
- Cmo se hace?
- De qu otra forma se podra o debera hacer?
1.5.6 Tormenta de ideas
Qu es?
La Lluvia de Ideas (Brainstorming) es una tcnica de grupo para generar ideas originales en
un ambiente relajado. Esta herramienta creada en el ao 1941 por Alex Osborne, cuando su
bsqueda de ideas creativas result en un proceso interactivo de grupo no estructurado de
lluvia de ideas que generaba ms y mejores ideas que las que los individuos podan
producir trabajando de forma independiente.
Cundo se utiliza?
Se deber utilizar la Lluvia de Ideas cuando exista la necesidad de:
- Liberar la creatividad de los equipos
- Generar un nmero extenso de ideas
- Involucrar a todos en el proceso
- Identificar oportunidades para mejorar
53
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Cmo se utiliza?
Para utilizar la tcnica de Lluvia de Ideas:
No estructurado (Flujo libre)
- Escoger a alguien para que sea el facilitador y apunte las ideas.
- Escribir en un rotafolio o en un tablero una frase que represente el problema y el
asunto de discusin.
- Escribir cada idea en el menor nmero de palabras posible. Verificar con la persona
que hizo la contribucin cuando se est repitiendo la idea. No interpretar o cambiar
las ideas.
- Establecer un tiempo lmite aproximadamente 25 minutos.
- Fomentar la creatividad. Construir sobre las ideas de otros. Los miembros del grupo
de Lluvia de Ideas y el facilitador nunca deben criticar las ideas.
- Revisar la lista para verificar su comprensin.
- Eliminar las duplicaciones, problemas no importantes y aspectos no negociables.
Llegar a un consenso sobre los problemas que parecen redundantes o no
importantes.
Estructurado (En crculo)
Tiene las mismas metas que la Lluvia de Ideas No Estructurada. La diferencia consiste en que
cada miembro del equipo presenta sus ideas en un formato ordenado (ej. de izquierda a
derecha). No hay problema si un miembro del equipo cede su turno si no tiene una idea en
ese instante.
Silenciosa (lluvia de ideas escritas)
Es similar a la Lluvia de Ideas, los participantes piensan las ideas pero registran en papel sus
ideas en silencio. Cada participante pone su hoja en la mesa y la cambia por otra hoja de
papel. Cada participante puede entonces agregar otras ideas relacionadas o pensar en
nuevas ideas. Este proceso contina por cerca de 30 minutos y permite a los participantes
construir sobre las ideas de otros y evitar conflictos o intimidaciones por parte de los
miembros dominantes.
Consejos para la Construccin/ Interpretacin:
Hacer una lista de las ideas que pueden ser criticadas, editadas por duplicacin, y clasificadas
de la ms importante a la menos importante.
Soluciones creativas para problemas basados en las contribuciones hechas por todos los
miembros del equipo.
54
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Relacin con otras herramientas:
- La Lluvia de Ideas generalmente se relaciona con:
- Diagrama de Afinidad
- Diagrama de Causa y Efecto
- Anlisis del Campo de Fuerzas
- Diagrama de Interrelaciones
- Hoja de Verificacin
- Checklist para la Reunin de Datos
- Multi-votacin
- Tcnica de Grupo Nominal
Informacin adicional con respecto a esta herramienta puede obtenerse consultando el
siguiente material de referencia:
The Memory Jogger II, GOAL/QPC, 1994
Tool Navigator, Michalski, Walter J., 1997
Coachs Guide To The Memory Jogger II, GOAL/QPC, 1995
SPC Simplified for Services, Amsden, Davida M.; Butler, Howard E.; Amsden,
Robert T.; 1991
1.5.7 Porque- porque
Qu es?
Los cinco Por Qus es una tcnica sistemtica de preguntas utilizada durante la fase de
anlisis de problemas para buscar posibles causas principales de un problema. Durante esta
fase, los miembros del equipo pueden sentir que tienen suficientes respuestas a sus
preguntas. Esto podra resultar en la falla de un equipo en identificar las causas principales
ms probables debido a que el equipo ha fallado en buscar con suficiente profundidad. La
tcnica requiere que el equipo pregunte Por Qus al menos cinco veces, o trabaje a travs
de cinco niveles de detalle. Una vez que sea difcil para el equipo responder al Por Qu, la
causa ms probable habr sido identificada.
Cundo se utiliza?
Al intentar identificar las causas principales ms probables de un problema.
Cmo se utiliza?
55
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
Realizar una sesin de Lluvia de Ideas normalmente utilizando el modelo del
Diagrama de Causa y Efecto.
Una vez que las causas probables hayan sido identificadas, empezar a preguntar por
qu es as? o Por qu est pasando esto?.
Continuar preguntando Por Qu al menos cinco veces. Esto reta al equipo a buscar a
fondo y no conformarse con causas ya probadas y ciertas.
Habr ocasiones en las que se podr ir ms all de las cinco veces preguntando Por
Qu para poder obtener las causas principales.
Durante este tiempo se debe tener cuidado de NO empezar a preguntar Quin?.
Se debe recordar que el equipo est interesado en el Proceso y no en las personas
involucradas.
Consejos para la Construccin/Interpretacin
Esta tcnica se utiliza en equipos pequeos (4 a 8 personas). El facilitador deber conocer la
dinmica del equipo y las relaciones entre los miembros del equipo. Durante los Cinco Por
Qus, existe la posibilidad de que muchas preguntas del Por Qu, Por Qu, etc. podran
causar molestia entre algunos de los miembros del equipo.
Relacin con otras herramientas
- La tcnica de los Cinco Por Qus se relaciona con frecuencia con:
- Diagrama de Causa y Efecto.
- Diagrama del rbol.
- Anlisis de Campo de Fuerzas.
- Hoja de Revisin (CheckSheet).
- Cuadricula de Seleccin.
- Matriz de Planeacin de Acciones.
Monumento de Lincoln (Ejemplo).
Se descubri que el monumento de Lincoln se estaba deteriorando ms rpido que
cualquiera de los otros monumentos de Washington D.C. -Por qu?
Porque se limpiaba con ms frecuencia que los otros monumentos -Por qu?
Se limpiaba con ms frecuencia porque haba menos depsitos de pjaros en el monumento
de Lincoln que en cualquier otro monumento -Por qu?
Haba ms pjaros alrededor del monumento de Lincoln que en cualquier otro monumento,
particularmente la poblacin de gorriones era mucho ms numerosa - Por qu?
Haba ms comida preferida por los gorriones en el monumento de Lincoln, especialmente
56
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
caros -Por qu?
Descubrieron que la iluminacin en el monumento de Lincoln era diferente a la de los otros
monumentos y esta iluminacin facilitaba la reproduccin de caros.
Cambiaron la iluminacin y solucionaron el problema.
1.5.8 Cmo-cmo
El diagrama Cmo Cmo es similar al diagrama Por qu Por qu. Busca identificar los
pasos necesarios para implementar una solucin. En vez de preguntar Por qu? el
solucionador de problemas debe preguntar Cmo?
Vender una idea requiere diferentes conductas que las necesarias para inventarla. Esta es
una tcnica diseada para ayudar en el contexto de la accin.
Pasos:
- La solucin obtenida del problema se coloca en la parte izquierda de la hoja de papel
- Un rbol de decisin se construye preguntando Cmo? en cada paso
- Continuar el proceso hasta un nivel de detalle suficiente.
Mejorar el
producto
Tabla 1.3 Ejemplo de aplicacin, Cmo-cmo
Cmo?
Cmo?
diseo del Mejorar la calidad
Usar grupos de trabajo
interdisciplinarios
Usar crculos de calidad
Hacerlo ms a la moda
Usando un estudio de
gustos para determinar el
estilo
Comparar con productos
similares ms a la moda
Mejorar impacto
Contratar diseador italiano
Utilizar computadoras para
lograr un diseo moderno
57
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1.5.9 5W una H
Tabla 1.4 5W una H
5W una H
WHAT QUE?
Qu se hace ahora?
Qu se ha estado haciendo?
Qu debera hacerse?
Qu otra cosa podra hacerse?
Qu otra cosa debera hacerse?
WHO QUIEN?
Quin lo har?
Quin lo est haciendo?
Quin debera estarlo haciendo?
Quin otro podr hacerlo?
Quin ms debera hacerlo?
WHEN CUANDO?
Cundo se har?
Cundo terminar?
Cundo debera hacerse?
En qu otra ocasin podra hacerse?
En qu otra ocasin debera hacerse?
WHY POR QUE?
Por qu se hace as ahora?
Por qu debe hacerse?
Por qu hacerlo en ese lugar?
Por qu hacerlo en este momento?
Por qu hacerlo de esta manera?
WHERE DONDE?
Dnde se har?
Dnde se est haciendo?
Dnde debera hacerse?
En qu otro lugar podra hacerse?
En qu otro lugar debera hacerse?
HOW COMO?
Cmo se hace actualmente?
Cmo se har?
Cmo debera hacerse?
Cmo usar este mtodo en otras reas?
Cmo hacerlo de otro modo?
MATERIAL ELABORADO POR M.C. JOS ARMANDO RODRGUEZ ROMO
58
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
1. Antes de obtener informacin o datos para tratar de resolver un problema o tomar una
decisin, qu aspectos deben estar claros y bien delimitados?
2. Por qu es importante contar con informacin cuando se est tratando de resolver un
problema?
3. Existe una frmula o tabla que, independientemente del problema u objeto de estudio,
determine el tamao de muestra a utilizar?
4. En un problema en particular se requiere obtener una muestra representativa. Esto se
logra mediante cualquier mtodo de muestreo aleatorio? Explique su respuesta.
5. Qu relacin existe entre la variabilidad y el tamao de la muestra?
6. Seale las condiciones que deben reunir los elementos de la poblacin a muestrear para
aplicar alguno de los siguientes mtodos de muestreo aleatorio:
a) Simple
b) Estratificado
c) Sistemtico
7. Una empresa comercial desea establecer una sucursal cercana a un centro escolar, pero
es necesario confirmar las posibilidades de xito. Para ello decide aplicar una encuesta a
200 personas que regularmente asisten a dicho centro. Cules son los posibles mtodos
de muestreo para seleccionar a quienes se va aplicar la encuesta?
8. Un distribuidor de comestibles al mayoreo en una gran ciudad desea saber si la demanda
es lo bastante grande como para justificar la inclusin de un nuevo producto. Para tomar
la decisin, planea aadir este producto a una muestra de los almacenes a los que
abastece, para as poder estimar el promedio de ventas mensuales. El distribuye a tres
cadenas comerciales y a almacenes independientes de tamao mediano. La cadena A
tiene 11 almacenes, la B 15, la C 16 y los almacenes independientes son 18. Slo tiene
recursos para muestrear 12 almacenes. Cules seleccionara?
9. En una fbrica se desea seleccionar una muestra aleatoria de los expedientes de los
clientes para verificar que estn perfectamente documentados y actualizados, con
catlogos detallados de los productos que se les entregan, datos de facturacin, quejas,
etc. Se tienen aproximadamente 200 clientes; cada expediente tiene asignado un nmero
de acuerdo con su antigedad.
a) Qu procedimiento de muestreo se debe utilizar y por qu?
b) Aplicando el mtodo que propuso tome una muestra aleatoria de 20 clientes.
10. Se tienen 3200 piezas de un proveedor, divididas en cuatro lotes iguales; en cada lote las
piezas estn numeradas del 1 al 800. Se desea evaluar la calidad de las piezas y para ello
se tomar una muestra de 60 piezas. Qu procedimiento de muestreo se debe utilizar y
por qu? Aplicando el mtodo que propuso tome una muestra aleatoria de 60 piezas
11. En un hotel, el jefe de limpieza acostumbra supervisar el trabajo que realizan las
recamareras. Para ello, a cierta hora del da revisa la limpieza de algunos de los 250
59
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
cuartos que tiene el hotel. Qu mtodo sera el adecuado para seleccionar y revisar una
muestra de 25 cuartos?
12. De qu manera afectan los datos raros a la media?
13. Explique los errores en la interpretacin de la media.
14. Se desea estimar el peso promedio de 1000 artculos de un lote por lo que se eligen
aleatoriamente 40 de ellos, se pesan y se obtiene x 252 gr, con una desviacin
estndar s 5 .
a) Significa esto que el peso medio de los 1000 artculos es de 252?
b) La mayora de los artculos pesa 252 gr?
c) De los 40 artculos en la muestra uno pudo haber pesado 300 gr?
15. En una empresa se llevan los registros del nmero de fallas de equipos por mes; la media
es de 10 y la mediana de 5;
a) Si usted tiene que reportar la tendencia central de fallas, qu nmero reportara?
b) La discrepancia entre la media y la mediana se debi a que varios meses ocurrieron
pocas fallas?
16. Un aspecto clave de la calidad de cierto producto es su peso: la norma establece que su
peso mnimo sea de 2 kg. El ingeniero de produccin informa que se est cumpliendo con
n tal norma ya que el peso medio del producto es de 2.5 Kg. Est usted de acuerdo con
el ingeniero?
17. Tres mquinas A, B y C, realizan cortes de manera automtica de ciertas tiras de hule. La
longitud ideal de las tiras es de 90 cm, con una tolerancia de 2 cm. La jornada de
trabajo en una semana es de 40 horas. Se decide tomar una muestra de 80 piezas de la
produccin de una semana de cada mquina, y el mtodo de muestreo que se usar es el
sistemtico.
a) Con base en lo anterior, Cmo le dira al operario de cada mquina que tome la
muestra?
b) Las longitudes promedio de las 80 tiras de cada mquina son: A, x 90 ; B, x 90.5 ;
C, x 92 . Con base esto puede decidir cul mquina es mejor?
c) Si adems la desviacin estndar obtenida es; A, s 1.5 ; B, s 1 ; C, s 0.5 , decida
cul mquina estuvo funcionando mejor.
18. En la fabricacin de las lminas de asbesto un equipo de mejora detect que se tienen
problemas en cuanto a que no se est cumpliendo con el grosor especificado que es de 5
mm, con una tolerancia de 0.8 mm. Con el objetivo de corregir tal situacin, el equipo
pone en prctica un plan de mejora. Para verificar si el plan tuvo xito, toman
aleatoriamente 35 lminas de la produccin de una semana posterior a las
modificaciones. Los espesores obtenidos se muestran a continuacin.
60
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
5.2 5.4 5.4 4.7 5.1 4.7 5.0 5.1 5.0 4.9 4.3 4.7
5.3 4.6 4.8 4.4 4.7 4.9 5.6 4.7 4.7 4.5 5.1 4.7
4.7 5.1 5.3 5.0 5.3 4.5 4.4 4.7 5.6 5.2 4.7
Construya un histograma e inserte en l las especificaciones y determine si el plan dio
resultados.
19. Una caracterstica clave en la calidad de las pinturas es su densidad y un componente que
influye tal densidad es la cantidad de arenas que se utilizan en su elaboracin. La
cantidad de arena en la formulacin de un lote se controla con base en el nmero de
costales, que segn el proveedor deben contener 20 Kg. Sin embargo, continuamente se
tienen problemas con la densidad de la pintura, que es necesario con trabajo y procesos
adicionales. En este contexto en la empresa se preguntan: Cunta arena contienen
realmente los costales?
Para averiguarlo se deciden tomar una muestra aleatoria de 30 costales de cada lote o
pedido (500 costales). Los pesos obtenidos en las muestras de los ltimos tres lotes estn
en la siguiente tabla.
Lote
Peso de los costales de la muestra
18.6 19.2
19.5
19.2
18.9
19.4
19.0
20.0 19.3
20.0
18.8
19.3
19.1
18.6
19.4 18.7
21.0
19.8
19.0
18.6
19.6
19.0 19.1
19.1
19.6
19.4
19.8
19.1
18.6 19.9
18.8
18.4
19.0
20.1
19.7
19.3 20.7
19.6
18.9
18.4
19.5
19.1
18.5 19.6
19.4
19.6
20.3
18.8
19.2
20.6 19.0
19.7
20.0
18.4
18.9
19.7
20.1 20.2
21.0
19.7
20.1
20.0
19.1
20.4 19.6
20.6
19.9
20.3
20.0
19.7
20.8 19.7
19.7
20.4
19.8
20.5
20.0
20.0 20.4
20.2
20.2
19.7
20.0
19.6
20.0 20.4
17.8 19.4
19.7 19.8
61
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
a) Las tolerancias que se establecen para el peso de los costales de arena son 20 0.5 .
Calcule los estadsticos bsicos para las muestras y decida si la cantidad es
satisfactoria.
b) Calcule los estadsticos bsicos para los 90 datos y d una opinin global sobre el peso
de los costales.
c) Obtenga un histograma para los 90 datos, inserte las especificaciones y obtenga un
conclusin general sobre el peso de los costales.
d) Con base en lo anterior, cul debera ser la posicin de la fbrica de pinturas ante el
proveedor de arenas, de acuerdo con el CTC?
20. En una empresa se vienen rediseando los tiempos de salida y llegada de sus autobuses.
En particular se tiene el problema de determinar el tiempo de recorrido entre dos
ciudades; para ello se acude a los archivos de los ltimos tres meses y se toman
aleatoriamente 35 tiempos de recorrido entre tales ciudades. Los datos en horas se
muestran a continuacin
3.49
3.59
3.69
3.42
3.31
3.60
3.58
3.54
3.52
3.04
3.69
3.48
3.66
3.57
3.51
3.61
3.40
3.53
3.61
3.61
3.24
3.00
3.63
3.61
3.51
3.50
3.57
3.53
3.67
3.51
3.24
3.70
3.70
3.50
4.40
a) Realice un histograma y describa lo que observe.
b) El tiempo mximo de los 35 datos de la muestra fue de 4.40. Esto quiere decir que el
tiempo mximo que hicieron los autobuses en los ltimos tres meses fue de 4.40?
Argumente.
21. De qu manera contribuye la estratificacin a la bsqueda de las causas de un
problema?
22. Explique cmo se relacionan la estratificacin y el diagrama de Pareto.
23. La escala de la izquierda en un diagrama de Pareto siempre tiene que estar en unidades
monetarias?
24. En una fbrica de vlvulas se est buscando reducir la cantidad de piezas defectuosas.
Cada molde est dividido en tres zonas, cada una de las cuales incluye dos piezas. Como
punto de partida se recaban datos mediante la hoja de verificacin que se muestra en
seguida, en la cual se especifica el tipo de problema, el producto y la zona del molde para
los datos obtenidos en dos semanas.
Producto
A1
Zona 1
Zona 2
Zona 3
***
*****
*********
*
62
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
++
++ / /
+++ /
++
*****
****
********
++
****
******
*********
***
++ / /
++++
****
A2
A3
A4
* Porosidad
+ Maquinado
Llenado
/ Ensamble
a) Realice un anlisis de Pareto completo
b) Cul es el problema ms importante?
c) Cules son las principales pistas para encontrar la causa del problema principal?
25. En una empresa del ramo grfico, se ha llevado durante dos meses el registro del tipo de
defectos que tienen los productos finales, obtenindose los siguiente problemas con sus
respectivos porcentajes: fuera de tono, 35%; manchas, 30%; fuera de registro, 15%; mal
corte, 12%; cdigo de barras opaco, 8%. De acuerdo con el principio de Pareto se puede
decir que el problema principal en este caso es que las impresiones estn fuera de tono?
26. En el rea de finanzas de una empresa, uno de sus principales problemas lo constituyen lo
cheques sin fondo de pago de los clientes. Por ello, se duda sobre aplicar medidas ms
enrgicas con todo pago con cheques o slo hacerlo con ciertos clientes. Cmo utilizara
la estratificacin y el diagrama de Pareto para tomar mejor la decisin?
27. En un empresa se tienen localizados cuatro tipos bsicos de de quejas por mal servicio: A,
B, C y D. La frecuencia con que se han presentado en el ltimo trimestre es de 45% , 30%,
15% y 10%, respectivamente. Adems en una escala de de 0 a 5, se ha evaluado el grado
de molestia que implica para el cliente cada queja: 2, 5, 1 y 3, respectivamente. Con base
en lo anterior y considerando que 5 significa la mxima molestia, realice un anlisis de
Pareto para determinar cul es la queja ms importante a reducir.
28. De acuerdo con la informacin de una hoja de verificacin en una lnea del proceso de
envasado de tequila de una empresa, se presentaron en el ltimo mes los siguientes
resultados en cuanto a defectos: botella, 804; tapa, 715; etiqueta, 1823; contraetiqueta,
63
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
742; bot. s/vigusa, 916; otros 102. El total de botellas envasadas en el mes fue de 424
654. Con estos datos realice un diagrama de Pareto y obtenga sus propias conclusiones.
29. Qu son y cul es el objetivo de las hojas de verificacin?
30. Seale los distintos tipos de hojas de verificacin que existen?
31. En una fbrica de vlvulas, en cierta rea de mquinas existen tres mquinas para hacer
roscas, las cuales son utilizadas por cinco trabajadores,. Se ha venido teniendo problemas
con el nmero de piezas defectuosas en dicha rea. Los directivos presionan a los
trabajadores culpndolos de los problemas en la calidad. Los trabajadores, por su parte
se quejan con los directivos de que las mquinas son demasiado viejas y que por eso
surgen los problemas. Qu hara usted para aclarar la situacin?
32. En una empresa que fabrica colchones existen defectos en el plisado. El hilvanado, los
colchones se fabrican fuera de medida o salen manchados. La fabricacin se hace
mediante 5 mquinas. Disee una hoja de verificacin para registrar los defectos cuando
se hace la inspeccin.
33. En el proceso de envasado de tequila los defectos principales se encuentran en los
siguientes elementos: botella, tapa, etiqueta, contraetiqueta, botella s/vigusa, otros.
Disee una hoja de verificacin para registrar estos defectos.
34. Cul es el propsito del diagrama de Ishikawa?
35. En una empresa se usa la tcnica de lluvia de ideas para encontrar las causas de los
problemas. Sera adecuado que se profundizaran los anlisis mediante un Diagrama de
Ishikawa? Explique la respuesta.
36. Toma de decisiones en equipo. Son las 10 A.M. de un da de mayo y un grupo de personas
que iba en una avioneta bimotor se acaba de estrellar en el desierto de Sonora al
noroeste de la ciudad de Mxico. La avioneta qued completamente quemada y el piloto
y el copiloto murieron. Los dems pasajeros estn sanos y salvos.
El piloto no pudo notificar a nadie la posicin exacta en que se encontraban antes de
ocurrir el accidente; sin embargo, por los paisajes que vieron antes de ocurrir ste,
suponen que estn a unos 100 Km fuera del curso indicado en el plan de vuelo. Antes del
accidente, el piloto les inform que se encontraban a unos 120 Km al sur de un pequeo
poblado, el cual era el lugar habitado ms cercano.
El terreno donde se encuentran es plano, con unos cuantos cactus y pitayas. El ltimo
reporte del tiempo indica que la temperatura alcanzar 43C, y las personas estn vestidas
con ropas ligeras: shorts o pantalones, camisas de manga corta, calcetines y zapatos. Entre
todos tienen un total de $35.50 en monedas sueltas y $6,500 en billetes; una cajetilla de
cigarros, una pluma atmica y varios tienen pauelo. En la siguiente tabla se anotan loa 15
objetos que quedaron en buenas condiciones. El ejercicio consiste en:
a) Trabajo individual. Con base en la tabla, cada miembro del equipo deber ordenar los
objetos de acuerdo con su importancia para poder sobrevivir asignando el nmero 1
64
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
al objeto que se considera ms importante, el 2 al siguiente, y as sucesivamente, el
nmero 15 es el menos importante.
b) Trabajo en equipo. Mediante la tcnica de lluvia de ideas, el equipo deber ordenar
los objetos de acuerdo con su importancia. Por consenso se acuerda cul es el objeto
que se considera ms importante y se anota en la tabla, luego se contina con el
siguiente, y ass sucesivamente hasta concluir.
c) Respuestas y conclusiones. En la tercera columna se deben anotar las respuestas
oficiales, realizadas por un grupo de expertos, que les ser proporcionada cuando
hayan terminado los incisos anteriores. Despus, cada persona calcula cunto es lo
que difieren cada una de sus respuestas respecto a las oficiales, para sumar todas las
diferencias y obtener con cunto se fall. Lo mismo se hace con las respuestas
grupales. Se espera que las respuestas del equipo difieran menos de las oficiales.
Objetos
Respuesta
Propia
Grupo
Diferencia
Oficial
Propia
Grupo
1. Linterna (4 bateras)
2. Cuchillo (tipo navaja)
3. Mapa areo del rea
4. Impermeable de plstico
(grande)
5. Brjula
6. Baumanmetro
7. Pistola calibre 45
(cargada)
8. Paracadas (rojo y blanco)
9. 1,000 tabletas de sal
10. Una botella con agua por
persona
11. Un libro Titulado:
Animales comestibles
del desierto
12. Un par de lentes para el sol
por persona
13. Dos litros de vodka
14. Un abrigo por persona
15. Un espejo para cosmticos
Total
65
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
37. Cul es el propsito de un diagrama de dispersin?
38. Si el valor del coeficiente de correlacin entre dos variables es cercano a cero, quiere
decir que tales variables no estn relacionadas? Argumente.
39. En una fbrica de pintura se quiere reducir el tiempo de secado del barniz. Los siguientes
datos corresponden al tiempo de secado y a la cantidad de aditivo con el que se intenta
lograr tal reduccin.
Aditivo
Tiempo de
secado
14
11
10
7.5
10
11
13
12
10
15
a) Construya un diagrama de dispersin, observe la relacin entre el tiempo de secado y
la cantidad de aditivo utilizado.
b) Con base en la relacin, alrededor de que cantidad de aditivo recomendara para
reducir el tiempo de secado?
c) Obtenga el coeficiente de correlacin lineal entre ambas variables e interprtelo.
d) Al parecer, el coeficiente de correlacin lineal es muy bajo. Quiere decir entonces
que el tiempo de secado no est relacionado con la cantidad de aditivo?
66
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
40. En una industria se desea investigar cmo influye la temperatura (en C) en la presin del
vapor de B-tri-metilboro (en Kg/cm2). Los datos obtenidos para tal propsito se muestra a
continuacin.
Temperatura Presin
13.0
2.9
19.5
5.1
45.7
30.5
56.1
51.4
64.4
74.5
71.4
100.2
80.5
143.7
85.7
176.9
22.5
8.5
27.2
10.3
31.8
14.6
a) Construya un diagrama de dispersin e interprtelo.
b) Obtenga el coeficiente de correlacin y al interpretarlo compare sus resultados con lo
observado en a).
41. A distintas marcas de carros se les mide su peso en libras y la cantidad de gasolina
(galones) que necesitan para recorrer 100 millas. Una muestra de 10 carros se presenta a
continuacin.
Peso Gasolina
3.4
5.5
3.8
5.9
4.1
6.5
2.2
1.9
2.6
3.6
2.9
4.6
2.0
2.9
2.7
3.6
3.1
3.1
3.4
4.9
67
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
a) Represente estos datos en un diagrama de dispersin y comente que tipo de relacin
se observa.
b) Si un carro similar a los considerados pesa 3.0 miles de libras, podra estimar, con
cierta confianza, cuntos galones consume en 100 millas de recorrido?
42. Si una caracterstica de calidad debe estar entre 30 2, y se sabe que su media y
desviacin estndar estn dados por = 29.3 y = 0.5; calcule e interprete con detalles
los siguientes ndices: Cp, Cpk, K.
43. Los siguientes datos representan las mediciones de viscosidad de los ltimos tres meses
de un producto lcteo. El objetivo es tener una viscosidad de 80 ms menos 10 cps.
84
81
77
80
80
82
78
83
81
78
83
84
85
84
82
84
82
80
83
84
82
78
83
81
86
85
79
86
83
82
84
82
83
82
84
86
81
82
81
82
87
84
83
82
81
84
84
81
78
83
83
80
86
83
82
86
87
81
78
81
82
84
83
79
80
82
86
82
80
83
82
76
79
81
82
84
85
87
88
90
a) Construya una grfica de capacidad de este proceso (histograma con tolerancias), y
genere una primera opinin sobre la capacidad.
b) Calcule la media y la desviacin estndar, y considerando a estos parmetros como
poblacin estime los ndices Cp, Cpk, Cpm y K e interprtelos con detalle.
c) Con base en la tabla 5.2 estime el porcentaje fuera de especificaciones.
d) Las estimaciones hechas en los dos incisos, anteriores y las correspon-dientes
interpretaciones se deben ver con ciertas reservas? Por qu?
44. Una caracterstica importante en la calidad de la leche de vaca es la concentracin de
grasa. En una industria en particular se ha fijado que el estndar mnimo que debe
cumplir el producto que se recibe directamente de los establos lecheros es de 3.0%. Si de
los datos histricos se sabe que = 4.1 y = 0.38.
68
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
Instituto Tecnolgico de Aguascalientes
a) Calcule el Cpi e interprtelo.
b) Con base en la tabla 5.2 estime el porcentaje fuera de especificaciones.
c) La calidad es satisfactoria?
45. En una empresa que elabora productos lcteos se tiene como criterio de calidad para la
crema, que sta tenga un porcentaje de grasa de 45 con una tolerancia de 5. De
acuerdo con los muestreos de los ltimos meses se tiene una media de 44.5 con una
desviacin estndar de 1.3. Haga un anlisis de capacidad para ver si se est cumpliendo
con la calidad exigida (Cp, Cpk, K, Cpm, lmites reales), represente grficamente sus
resultados y comente los resultados obtenidos.
46. El volumen en un proceso de envasado debe estar entre 310 y 330 ml. De acuerdo con los
datos histricos se tiene que = 318 y = 4. El proceso de envasado funciona bien en
cuanto al volumen? Argumente su respuesta.
47. El porcentaje de productos defectuosos en un proceso es de 2.3%, con base en la tabla
5.2 estime el Cp de este proceso.
48. Si un proceso tiene un Cps = 1.3, estime las ppm fuera de especificaciones (apyese en la
tabla 5.2)
49. La especificacin del peso de una preforma en un proceso de inyeccin de plstico es de
60 1 g. Para hacer una primera valoracin de la capacidad del proceso se obtiene una
muestra aleatoria de n = 40 piezas, y se obtiene que x 59.88 y S 0.25 . a) Estime,
con un intervalo de confianza de 95% los ndices Cp, Cpk y Cpm e interprete cada uno de
ellos. b) Hay seguridad de que la capacidad del proceso sea satisfactoria?
69
Control Estadstico de la Calidad
Depto. De Ingeniera Industrial
S-ar putea să vă placă și
- Manual Cb190 TallerDocument128 paginiManual Cb190 TallerErnesto77% (94)
- DAP Detallado de Un RoperoDocument18 paginiDAP Detallado de Un RoperoJorge Chaparro Kuong100% (1)
- 1.4 Factores de Interés y Su EmpleoDocument9 pagini1.4 Factores de Interés y Su EmpleoGerardo Avilés MartínezÎncă nu există evaluări
- Inv. Ope Ii U4Document22 paginiInv. Ope Ii U4Victor Manuel Cruz Martinez100% (1)
- Unidad 5Document39 paginiUnidad 5muereteinvecil0% (1)
- Formato Carta de Solicitud de JuradoDocument2 paginiFormato Carta de Solicitud de JuradoAnonymous HnEFdFacv100% (1)
- U2. Taxonomía de Los Tipos de Mantenimiento y Conservación IndustrialDocument13 paginiU2. Taxonomía de Los Tipos de Mantenimiento y Conservación IndustrialIanÎncă nu există evaluări
- Proyecto Gestion de Adquisiciones 1Document37 paginiProyecto Gestion de Adquisiciones 1oscar100% (1)
- 3.4 Principios y Metodos de ProgramacionDocument33 pagini3.4 Principios y Metodos de ProgramacionGerardo Maldonado67% (3)
- Unidad 2 Indicadores MetricosDocument26 paginiUnidad 2 Indicadores MetricosLiizz Hervert100% (1)
- Conceptos y Aplicación de Lo Que Es Servicio de CalidadDocument10 paginiConceptos y Aplicación de Lo Que Es Servicio de CalidadVanessa ZavalaÎncă nu există evaluări
- 2.2 Diseño y Tipos de ControlesDocument6 pagini2.2 Diseño y Tipos de Controlespascual morales palmerin100% (1)
- 2.2. Características de Los Indicadores Métricos, Métricos Financieros, Métricos de ProcesosDocument7 pagini2.2. Características de Los Indicadores Métricos, Métricos Financieros, Métricos de ProcesosEduardo Cardenas67% (9)
- Unidad 1 Ingeniería EconómicaDocument13 paginiUnidad 1 Ingeniería EconómicajavierÎncă nu există evaluări
- Unidad 4 Análisis de Reemplazo Ingeniería EconómicaDocument14 paginiUnidad 4 Análisis de Reemplazo Ingeniería EconómicaFrancisco G GarciaÎncă nu există evaluări
- Unidad I Administracion de Operaciones 2Document46 paginiUnidad I Administracion de Operaciones 2Oliverth David Chable Olivera50% (4)
- 3.1 TOPS (Equipos Orientados A La Solución de Problemas)Document3 pagini3.1 TOPS (Equipos Orientados A La Solución de Problemas)Maria Fernanda Calva Moreno0% (1)
- Tipos de Señal Ruido, Cuando Es Mayor Es MejorDocument2 paginiTipos de Señal Ruido, Cuando Es Mayor Es MejorleoÎncă nu există evaluări
- 4.4 Determinación Del Costo Mínimo de Vida ÚtilDocument9 pagini4.4 Determinación Del Costo Mínimo de Vida ÚtilVictoria GarcíaÎncă nu există evaluări
- Dossier de Informacion Al Usuario BTDocument14 paginiDossier de Informacion Al Usuario BTChema LopezÎncă nu există evaluări
- ESTRUCTURA METODOLOGICA DE Los Programas de SEGURIDAD EDocument12 paginiESTRUCTURA METODOLOGICA DE Los Programas de SEGURIDAD Earturo campos saldivarÎncă nu există evaluări
- 3.1 Materiales DirectosDocument17 pagini3.1 Materiales DirectosMar Guadalupe NamzugÎncă nu există evaluări
- Informe Tronadura de ContornoDocument13 paginiInforme Tronadura de ContornoKamilo Zuñiga RodriguezÎncă nu există evaluări
- Cadenasdemarkov Unidad 4Document8 paginiCadenasdemarkov Unidad 4feliizzÎncă nu există evaluări
- 3.3 Pequeña-Y-Mediana-EmpresaDocument3 pagini3.3 Pequeña-Y-Mediana-EmpresaNadia LizethÎncă nu există evaluări
- Unidad 3 Teoría de DecisionesDocument41 paginiUnidad 3 Teoría de DecisionesManuel Rosales67% (3)
- 1.4 Escenarios de SustentabilidadDocument4 pagini1.4 Escenarios de SustentabilidadLuisa CamachoÎncă nu există evaluări
- Mayor Es MejorDocument2 paginiMayor Es MejorAbraham Vega OrtegaÎncă nu există evaluări
- 2.1.7 Entropia PDFDocument2 pagini2.1.7 Entropia PDFManuel De Jesús Salas SalasÎncă nu există evaluări
- 2.5 Los IndicadoresDocument3 pagini2.5 Los IndicadoresBelen ArizmendiÎncă nu există evaluări
- 4.5 Productividad Del EquipoDocument5 pagini4.5 Productividad Del Equipojaqueline MorenoÎncă nu există evaluări
- 1 2 Modelo Gral de MetasDocument3 pagini1 2 Modelo Gral de MetasFrancisco SchuldinerÎncă nu există evaluări
- 3.1.3 Otros Metodos de DepreciacionDocument4 pagini3.1.3 Otros Metodos de DepreciacionArnold Gómez LabánÎncă nu există evaluări
- Definicion Del MTPDocument13 paginiDefinicion Del MTPAngel Guzmán RamosÎncă nu există evaluări
- Habilidad y Capacidad Del ProcesoDocument2 paginiHabilidad y Capacidad Del ProcesoJezzangel CanelaÎncă nu există evaluări
- Unidad 2 Manejo de MaterialesDocument12 paginiUnidad 2 Manejo de MaterialesjuanÎncă nu există evaluări
- Investigación de Operaciones Unidad 2Document3 paginiInvestigación de Operaciones Unidad 2Ulises Sanchez0% (1)
- InvestigaciónDocument7 paginiInvestigaciónXgorekx Bretado100% (1)
- 1.4 OPEX (Excelencia en Operaciones) .Document7 pagini1.4 OPEX (Excelencia en Operaciones) .rafaelÎncă nu există evaluări
- 4.3 Calcular La Efectividad Global Del EquipoDocument3 pagini4.3 Calcular La Efectividad Global Del EquipoAntonibrayanAviña100% (2)
- Diseño y Tipos de ControlesDocument9 paginiDiseño y Tipos de ControlesAndreaa EspinozaÎncă nu există evaluări
- 2.1 Produccion de Numeros PDFDocument4 pagini2.1 Produccion de Numeros PDFfrancisco fernandez vazquezÎncă nu există evaluări
- SIMULACIONDocument29 paginiSIMULACIONCarlos ContrerasÎncă nu există evaluări
- 4.3 Calcular La Efectividad Global Del Equipo.Document3 pagini4.3 Calcular La Efectividad Global Del Equipo.Alvaro Solano GutierrezÎncă nu există evaluări
- 5.2 FlexibilidadDocument2 pagini5.2 Flexibilidadalexis0% (1)
- TomaDeDecisiones IIDocument34 paginiTomaDeDecisiones IIsabyÎncă nu există evaluări
- Unidad 6 y 7 Higiene y Seguridad IndustrialDocument40 paginiUnidad 6 y 7 Higiene y Seguridad IndustrialK.E. Martinez100% (1)
- 4.3estado EstableDocument3 pagini4.3estado EstableRuben Barragan FabianÎncă nu există evaluări
- Unidad 1 Introduccion A La SimulacionDocument6 paginiUnidad 1 Introduccion A La SimulacionJulio DelgadoÎncă nu există evaluări
- Unidad 1 IntroducciónDocument46 paginiUnidad 1 IntroducciónIsisÎncă nu există evaluări
- Estimadores Muestras y Caracteristicas Del Estimador LiderDocument5 paginiEstimadores Muestras y Caracteristicas Del Estimador LiderRamon LopezÎncă nu există evaluări
- Física Unidad 4Document13 paginiFísica Unidad 4arrow15Încă nu există evaluări
- 5.3 Aplicaciones Enfoque ProbabilisticoDocument8 pagini5.3 Aplicaciones Enfoque ProbabilisticoBryan ShavershianÎncă nu există evaluări
- Análisis de La Información RegistradaDocument6 paginiAnálisis de La Información RegistradaPamela Medina Mendoza100% (2)
- 1.6 Herramientas EstadísticasDocument28 pagini1.6 Herramientas EstadísticasDaaniithaa BiiersackÎncă nu există evaluări
- Ergonomia Unidad 3Document20 paginiErgonomia Unidad 3Luis Fernando SanchezÎncă nu există evaluări
- Distribuciones Fundamentales para El MuestreoDocument6 paginiDistribuciones Fundamentales para El MuestreoHeavyÎncă nu există evaluări
- Unidad 4 Planes de MuestreoDocument5 paginiUnidad 4 Planes de Muestreojuan mj100% (1)
- Concepto y Terminologia DepreciacionDocument12 paginiConcepto y Terminologia DepreciacionFernando Sánchez Deciano0% (1)
- Competencias de Auditores de SGCDocument3 paginiCompetencias de Auditores de SGCSanthosUhmÎncă nu există evaluări
- Reporte de Control de Calidad TareaDocument7 paginiReporte de Control de Calidad Tareagarciaandy581 GarciaÎncă nu există evaluări
- Reporte de Control de Calidad TareaDocument7 paginiReporte de Control de Calidad Tareagarciaandy581 GarciaÎncă nu există evaluări
- Grupo 1 Enfoque Estrategico de La CalidadDocument8 paginiGrupo 1 Enfoque Estrategico de La CalidadRoger SantanaÎncă nu există evaluări
- Aplicación Del Control de CalidadDocument7 paginiAplicación Del Control de CalidadLuis MorilloÎncă nu există evaluări
- RamiroDocument8 paginiRamiroJuan Alberto Espinoza AlconÎncă nu există evaluări
- Qué Es La CalidadDocument3 paginiQué Es La CalidadmilenamoesÎncă nu există evaluări
- Criterios para La Contratación de Servicios de Cómputo en La NubeDocument48 paginiCriterios para La Contratación de Servicios de Cómputo en La NubegracecondeÎncă nu există evaluări
- ANEXO 09 - Especificaciones Técnicas PinturaDocument14 paginiANEXO 09 - Especificaciones Técnicas PinturaEnriquePolarÎncă nu există evaluări
- C.V. Raúl Velarde Ñahui 2018Document5 paginiC.V. Raúl Velarde Ñahui 2018Jose Carlos Juro ZavalaÎncă nu există evaluări
- Deber TE II UnificadoDocument4 paginiDeber TE II UnificadoJose CuevaÎncă nu există evaluări
- Conexión de Motores Trifásicos A La RedDocument3 paginiConexión de Motores Trifásicos A La RedJavier Manso LoredoÎncă nu există evaluări
- Plan Ingenieria Industrial-Universidad Cesar VallejoDocument5 paginiPlan Ingenieria Industrial-Universidad Cesar Vallejoguillermo50100% (1)
- Grupo 3 Planeacion de Ventas y OperacionesDocument18 paginiGrupo 3 Planeacion de Ventas y OperacionesDavid Pacheco Castro100% (1)
- Plan de Movlizacion: Equipo: Cliente: Ruta: LimaDocument50 paginiPlan de Movlizacion: Equipo: Cliente: Ruta: LimaIvan montenegroÎncă nu există evaluări
- Prevención de ResbalonesDocument2 paginiPrevención de ResbalonesNissy de la CruzÎncă nu există evaluări
- LG Ts H186c8u0 Manual de UsuarioDocument24 paginiLG Ts H186c8u0 Manual de UsuarioJoa AimarÎncă nu există evaluări
- Arbol de Fallas en CalderasDocument3 paginiArbol de Fallas en Calderasluisa100% (2)
- Haccp Molino CastilloDocument10 paginiHaccp Molino CastilloalexandersteveÎncă nu există evaluări
- Sistemas de Información Estrategias PDFDocument7 paginiSistemas de Información Estrategias PDFJudith Paola Perez MirandaÎncă nu există evaluări
- Escort 3000Document108 paginiEscort 3000JavierLopezÎncă nu există evaluări
- Lectura 1Document34 paginiLectura 1Sofía RineroÎncă nu există evaluări
- Manual de Operacion de Robot KukaDocument209 paginiManual de Operacion de Robot KukaLuisito Miguelito ErazoÎncă nu există evaluări
- 1.2. - Recepción, Identificación y Verificación de Pedidos. - GLC04. - Programación Del Seguimiento y Control de Las Variables Del AprovisionamientoDocument2 pagini1.2. - Recepción, Identificación y Verificación de Pedidos. - GLC04. - Programación Del Seguimiento y Control de Las Variables Del AprovisionamientoCarlos Díaz RomeroÎncă nu există evaluări
- Gates Oilfield - Industrial Ancillaries LTD - Parte3.en - EsDocument61 paginiGates Oilfield - Industrial Ancillaries LTD - Parte3.en - EsYuber Rodriguez HÎncă nu există evaluări
- 2012 Magerit v3 Libro1 Método Es NIPO 630-12-171-8Document127 pagini2012 Magerit v3 Libro1 Método Es NIPO 630-12-171-8AngelRodriguezÎncă nu există evaluări
- Antena SectorialDocument10 paginiAntena SectorialAlfrEdd RjSsÎncă nu există evaluări
- Informe Ejecutivo - Seguridad IndustrialDocument4 paginiInforme Ejecutivo - Seguridad IndustrialJose Luis Choque BalboaÎncă nu există evaluări
- Exposicion Final NarsaDocument16 paginiExposicion Final Narsaanon_986872871Încă nu există evaluări
- InformeDocument13 paginiInformeCristopher GonzalesÎncă nu există evaluări
- Matriz de Trazabilidad de RequisitosDocument1 paginăMatriz de Trazabilidad de RequisitosCésar RojasÎncă nu există evaluări