Documente Academic
Documente Profesional
Documente Cultură
Manual BPM 2014
Încărcat de
DavidHernandezTitlu original
Drepturi de autor
Formate disponibile
Partajați acest document
Partajați sau inserați document
Vi se pare util acest document?
Este necorespunzător acest conținut?
Raportați acest documentDrepturi de autor:
Formate disponibile
Manual BPM 2014
Încărcat de
DavidHernandezDrepturi de autor:
Formate disponibile
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
MANUAL DE BUENAS
PRACTICA DE
MANUFACTURA
AGROINDUSTRIAS EMIC EIRL
LIMA - 2014
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
INDICE
CAPITULO I
Introduccin
1. Presentacin
2. Objetivos y Alcance
3. Disposiciones legales
CAPITULO II
4. Definiciones
5. Infraestructura, ambientes y equipos.
6. Suministro de agua
7. Mantenimiento y calibracin de instrumentos.
8. Personal
CAPITULO III
9. Control en las operaciones
9.1. BPM en la Adquisicin de materia prima, insumos y envases
9.2. BPM en la Recepcin
9.3. BPM en el Almacenamiento
9.4. BPM en la Dosimetra
9.5. BPM en las Operaciones de transformacin
9.6. BPM en el Envasado/ Empacado/ Rotulado
9.7.Liberacin del lote bajo los estndares de calidad e inocuidad
9.8.BPM en el Transporte y Distribucin
CAPITULO IV
10. Verificacin de las BPM
11. Capacitacion del personal
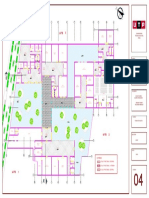
ANEXO A:Layout de la planta
ANEXO B: Registros BPM
BPM-001
BPM-002A
BPM-002B
BPM-003
BPM-004
BPM-004B
BPM-005
BPM-006
BPM-007
BPM-008
BPM-009
BPM-010A
BPM-010B
BPM-011A, B, C
BPM-012
BPM-013
BPM 13B
BPM 013C
BPM 013D
BPM-014
BPM-015
BPM-016
Ficha del personal
Conciliacin diaria de piezas de equipos
Registro de Mantenimiento Preventivo y Correctivo
Control de cloro residual
Anlisis de coliformes en agua potable
Analisis de Bacterias Heterotrficas en Agua Potable
Recepcin de materia prima, insumos, envases y otros
Control de ambiente en almacenes
Control de temperatura - refrigeracin
Control de temperatura - Congelacin
Control de temperatura - transporte
Control del dosificado
Control de insumos planta y almacn
Control en la produccin
Control de solucin desinfectante
Control en el envasado
Control de Etiquetado
Verificacion de Detector de Metales
Control de Deteccion de metales
Control del despacho de producto terminado
Liberacin de productos
Verificacin de las BPM
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
CAPITULO I
INTRODUCCION
Los peligros relacionados con la inocuidad de los alimentos se derivan principalmente de
factores como la presencia de contaminantes microbianos, fsicos y qumicos. La prdida
de la inocuidad provoca la aparicin de enfermedades transmitidas por los alimentos
(ETAs), por lo que la adecuada manipulacin de los alimentos desde que se producen
hasta que se consumen incide directamente sobre ello.
Las medidas ms eficaces en la prevencin de estas enfermedades son la higiene y la
correcta manipulacin, pues en la mayora de los casos es el manipulador de alimentos,
el que interviene como vehculo de transmisin.
Los actuales sistemas de aseguramiento de calidad e inocuidad de alimentos son
importantes herramientas para la prevencin de ETAs. Las Buenas Prcticas de
Manufacturas (BPM) constituyen una herramienta vlida para cumplir con esta premisa.
Las BPM son generales en el control de procesos, y son especficas para construcciones,
instalaciones, equipamientos, procedimientos y capacitacin del personal.
El presente Manual de BPM de la Empresa AGROINDUSTRIAS EMIC EIRL, es una gua
prctica en el desarrollo de las actividades. Para obtener resultados eficaces, es
indispensable que todo el personal de la empresa conozca el contenido del mismo, se
involucre en su cumplimiento y sea consciente de los beneficios que se consiguen con su
eficiente aplicacin.
As mismo, la aplicacin de los procedimientos detallados de este manual, permitir a la
empresa implantar el Sistema HACCP, en sus lneas de produccin, lo que significar
avanzar hacia un enfoque preventivo que asegure la inocuidad de los alimentos que
fabricamos.
1. PRESENTACIN DE LA EMPRESA
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
La Empresa AGROINDUSTRIAS EMIC EIRL, est ubicada en la Av. Los Gorriones Mz
B Sub Lote 1C, La Campia, Distrito de Chorrillos, Provincia de Lima, Departamento
de Lima. Se dedica a la elaboracin de alimentos destinados al consumo directo del
pblico en general y como insumo o ingrediente para la elaboracin de comidas.
La empresa cuenta con las lneas de: Otros jarabes, Carnes procesadas refrigeradas o
congeladas, Salsas y Aderezos, Mayonesa y salsas a base de mayonesa, Salsas a
base de soya, Hortalizas en vinagre, aceite, salmuera o fermentadas, Alimentos
preparados con tratamiento trmico.
2. OBJETIVO Y ALCANCE
El Manual de Buenas Prcticas de Manufactura (BPM), tiene como objetivo principal el
de contribuir al aseguramiento de una produccin de alimentos saludables, nutritivos e
inocuos para el consumo humano.
El Manual de BPM se aplica en: Instalaciones, equipos e instrumentos de medicin,
procesos de transformacin, distribucin de producto terminado y personal.
3. DISPOSICIONES LEGALES
Reglamento sobre Vigilancia y Control Sanitario de Alimentos y Bebidas.DS-007-98
SA/MINSA.
Cdigo Internacional Recomendado de Principios Generales de Higiene de los
Alimentos- Codex Alimentarius. Ao 1991.
NTS N 071-MINSA/DIGESA-V.01. Norma Sanitaria que establece los criterios
microbiolgicos de calidad sanitaria e inocuidad para los alimentos y bebidas de
consumo humano.
Gua Tcnica para el anlisis microbiolgico de superficies en contacto con alimentos y
bebidas RM N 461-2007/MINSA.
Reglamento de la calidad del Agua para consumo Humano. D.S N 031-2010-SA
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
CAPITULO II
4. DEFINICIONES
Adecuado.- Aquello que es necesario para cumplir con el propsito de mantener
buenas prcticas de salud pblica.
Aditivo alimentario.- Sustancia que se agrega a los alimentos y bebidas con el objeto
de mejorar sus caracteres organolpticos y favorecer sus condiciones de conservacin.
Buenas prcticas de manufactura (BPM).-Conjunto de prcticas adecuadas, cuya
observancia asegura la calidad sanitaria e inocuidad de los alimentos y bebidas.
Buenas prcticas de almacenamiento.- Conjunto de normas mnimas obligatorias que
deben cumplir los abastecimientos de importacin, distribucin, dispensacin y
expendio de productos, respecto a las instalaciones, equipamientos y procedimientos
operativos, destinados a garantizar el mantenimiento de las caractersticas y
propiedades de los productos.
Calidad sanitaria.- Conjunto de requisitos microbiolgicos, fsico-qumicos y
organolpticos que debe reunir un alimento para ser considerado inocuo para el
consumo humano.
Educacin y entrenamiento.- Formacin educativa o experiencia para proveer un nivel
de competencia necesaria para la produccin de alimentos limpios y seguros.
Fbrica de alimentos y bebidas.- Establecimiento en el cual se procesan
industrialmente materias primas de origen vegetal, animal o mineral utilizando
procedimientos fsicos, qumicos o biolgicos para obtener alimentos o bebidas para
consumo humano, independientemente de cual sea su volumen de produccin o la
tecnologa empleada.
Inocuidad.- Propiedad del alimento de no contener agentes que puedan causar
enfermedad o dao a la salud.
Microorganismos.- Son las levaduras, mohos, bacterias y virus e incluye, pero no est
limitado, a especies que son de importancia a la salud pblica.
Operacin con control de calidad.- Procedimiento planeado y sistemtico para tomar
todas las precauciones necesarias para prevenir que los alimentos sean adulterados
dentro del significado de la ley.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
5. INFRAESTRUCTURA, AMBIENTES, EQUIPOS
UBICACIN DE LA PLANTA
La planta se encuentra ubicada en zona industrial, colindante con otras empresas. El
acceso a la planta se encuentra pavimentado y no est expuesto a inundaciones.
La planta se dedica exclusivamente a la elaboracin de productos de consumo
humano.
ESTRUCTURA Y ACABADOS
La planta est construida teniendo en cuenta los requisitos establecidos en el D.S.00798/MINSA. Est construida de material resistente, impermeable, de fcil limpieza y
adecuado para las actividades de transformacin.
Las paredes son lisas, de color claro e impermeables para facilitar las operaciones de
limpieza, en las zonas de transformacin y lavado las paredes se encuentran
revestidas de maylicas. Las paredes estn unidas con los pisos a travs de ngulos
redondeados para evitar la acumulacin de residuos.
Los pisos son resistentes, antideslizantes, incombustibles y fciles de limpiar, no
tienen grietas y fisuras. Los pisos tienen una inclinacin de 4-5 cm hacia las canaletas,
ubicadas en el centro de la sala de proceso para facilitar el lavado y escurrimiento de
los lquidos.
Los techos de la planta son impermeables, evitan la acumulacin de polvo,
condensaciones y desprendimiento de partculas.
Las ventanas ubicadas en las partes altas de las paredes en la sala de transformacin
se mantienen cerradas y protegidas con mallas para evitar el ingreso de plagas y
polvo.
Las puertas de los ambientes de la planta son de material liso, resistente, fciles de
limpiar y en el caso de las puertas internas de las salas de transformacin se
encuentran protegidas de cortinas de plstico para asegurar la hermeticidad de los
ambientes.
La planta cuenta con iluminacin natural suficiente para las actividades de
transformacin, pero adems cuenta con iluminacin artificial. Se encuentran ubicados
a distancias que evite la formacin de sombras y estn cubiertos con protectores de
plstico. La intensidad de la iluminacin es de 220 lux para las salas de transformacin,
de 540 lux para el laboratorio de control de calidad y dosimetra; y de 110 lux en
almacenes de producto terminado e insumos, servicios higinicos, oficinas y otros.
La ventilacin natural en los ambientes de la planta es suficiente para las actividades
desarrolladas, pero adems cuenta con equipos de extraccin de vapores y
ventiladores para evitar el calor excesivo. Estn ubicados en las paredes altas y techos
en las salas de transformacin.
Los ambientes de la planta se encuentran separados, especialmente los de
transformacin para evitar la contaminacin cruzadade los alimentos,
Los requisitos respecto a la descripcin de la infraestructura se mencionan en el
programa de higiene y saneamiento.
La distribucin de los ambientes es de la siguiente forma (ver lay out de la planta):
En el primer nivel del edificio 1 se encuentran los ambientes de transformacin (1),
rea de envasado (1), el almacn de insumos (1), rea de dosimetra (1), cmaras de
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
refrigeracin (3), zona de encurtidos, zona de materia prima, zona de acopio de
residuos slidos y envases vacos.
En elsegundo nivel del edificio 1 se encuentran las oficinas administrativas, almacn
de envases y el laboratorio de control de calidad.
En el primer nivel del edificio 2 se encuentra ambiente de transformacin (1) y
ambiente de envasado (1).
En el segundo nivel del edificio 2 se encuentran rea de Materia Prima, los servicios
higinicos, vestidores y comedor del personal.
En el tercer nivel del edificio 2 se encuentra Almacn de Productos Terminados.
En los ambientes destinados a la transformacin de la materia prima e insumos, se
encuentran las zonas sucias para el acondicionado de las materias primas, ubicadas
en el Edificio 2 segundo nivel, las zonas de transformacin ubicadas en el centro de el
Edificio 1 primer nivel, la zona de envasado, ubicada a un extremo de este, de tal
forma que el flujo de las operaciones es en forma de L.
Cuenta con la zona de higienizacin de manos y botas, ubicada al ingreso de la planta,
la misma que est provista dejabn antibacterial, alcohol al 70% y papel toalla (lavado
de manos)y solucin detergente y desinfectante (lavado de botas).
Las zonas de cmaras de refrigeracin para el almacenaje de insumos perecibles
como: lcteos, crnicosy de productos terminados, se encuentran debidamente
separadas y mantenidas a temperaturas de 20C a 4C.
Los almacenes de envases y empaques cumplen con las disposiciones oficiales
vigentes.
Los equipos instalados en los ambientes de transformacin, cumplen con los
requisitos establecidos, adems el cableado se mantiene protegido y existen las cajas
de llaves elctricas, protegidas, ubicadas en la pared, cerca de la ubicacin del equipo
o maquinaria. Los equipos estn ubicados en las salas de procesamiento teniendo en
cuenta la distancia hacia la pared (30 cm), necesaria para las operaciones sanitarias.
Dependiendo de su naturaleza,los equipos deben tener una base y guardar una
distancia al piso de aproximadamente 10 cm como mnimo.
Los equipos y maquinarias son de acero inoxidable, poseen piezas desmontables para
facilitar las tareas de higienizacin.
Relacin de los equipos y maquinaria ubicada en la planta N 1:
Marmitas (8)
Autoclave (1)
Licuadora industrial (4)
Molino coloidal (1)
Pulpeadora (1)
Procesadora (2)
Balanza de plataforma con capacidad de 1/2 TM (1)
Balanza de plataforma con capacidad de 600 kg (2)
Balanza de mesa con capacidad de 10 Kg (3)
Balanza de mesa con capacidad de 5 Kg (3)
Balanza de mesa con capacidad de 6 Kg (1)
l. Selladora manual (4)
m.
Mquina selladora de tapa (1)
n.
Maquina envasadora de frascos(1)
a.
b.
c.
d.
e.
f.
g.
h.
i.
j.
k.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
o.
p.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Exhausting(1)
Cmara de refrigeracin (1)
Relacin de los equipos y maquinaria ubicada en la planta N 2:
a. Licuadora industrial (2)
b. Batidora (1)
c. Balanza de mesa con capacidad de 10 Kg (1)
d. Maquina envasadora de doy pack(1)
e. Maquina envasadora de sachets(1)
f. Selladora manual (2)
g. Cmara de refrigeracin (1)
Ambas plantas de transformacin cuentan con equipos extintores para el amago de
incendios, debidamente ubicados, codificados y vigentes.
La planta se abastece de agua de la red pblica y cuenta con sistema de distribucin
a los ambientes de la planta.
Las tuberas de agua y desage se diferencian en el color y dimetro. Las mismas que
no se encuentran expuestas, slo se observan las salidas de agua mediante llaves y
grifos.
Los niveles de volumen y presin de agua son los adecuados para las operaciones
internas de la planta, cuenta con una presin mnima de 15 -30 Kg/cm.
Los desperdicios generados en la planta se evacuan diariamente las veces
necesarias a la zona de acopio ubicada en el patio de la planta. Esta zona est
provista de cilindros con tapa y bolsas plsticas donde se almacenan temporalmente
los residuos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
6. SUMINISTRO DE AGUA
I.
II.
OBJETIVO
Garantizar que en la elaboracin de los productos se utilice agua apta para
consumo. As como tambin que el personal consuma agua potable.
ALCANCE
Es aplicable a las instalaciones.
III.
RESPONSABILIDAD
El Gerente General, Jefe de Produccin y Jefe Calidad son responsables de la
aplicacin correcta del presente procedimiento.
IV.
REFERENCIAS
- D.S. N 007-98S.A. Reglamento sobre Vigilancia y Control Sanitario de los
Alimentos y Bebidas.
- Principios generales de Higiene de los Alimentos. CAC/RCP 1-1969. Rev. 42003
- D.S. N031-2010-SA Reglamento de la calidad del Agua para consumo humano.
V.
DEFINICIONES
Agua potable: Agua que cumple con los requisitos fsico-qumicos y
bacteriolgicos de acuerdo al Reglamento de Calidad del Agua para consumo
humano.
Cloro libre residual: Cantidad de cloro residual que queda despus de periodo de
contacto definido que reaccionar qumica y biolgicamente como cido
hipocloroso (HOCl), o como in hipoclorito (OCl).
Desinfeccin: Proceso que consiste en eliminar los microorganismos patgenos
presentes en el agua, mediante el uso de equipos especiales o sustancias
qumicas.
Sistema de agua potable: Conjunto de componentes construido e instalado para
captar, trasmitir, tratar, almacenar y distribuir agua potable a los clientes.
Inocuidad: La garanta de que los alimentos no causarn dao al consumidor
cuando se preparen y consuman de acuerdo con el uso a que se destinen.
VI.
CONDICIONES BSICAS
El Jefe de mantenimiento es el encargado de realizar las coordinaciones con
terceros para las reparaciones o modificaciones de la red interna que suministra
el agua potable.
El Jefe de Calidad es el encargado de hacer cumplir los controles bacteriolgicos
al agua en los puntos de salida.
El Gerente General, otorga los recursos necesarios para contratar servicios
terceros y poder realizar las actividades de mantenimiento y reparacin de las
redes.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
BUENAS PRACTICAS DE MANUFACTURA
VII.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
DISPOSICIONES ESPECFICAS
El Jefe de Calidad elabora un programa de mantenimiento anual.
El Jefe de Produccin comunica al Gerente General cualquier fuga o rompimiento
de la red de suministro, para su reparacin.
El Jefe de Calidad comunica al Gerente General los resultados de los controles
del agua.
El Jefe de Calidad evala y registra los resultados de los controles y
verificaciones en contraste con los requisitos.
VIII. ESPECIFICACIONES
Caractersticas Organolpticas:
Color: Incolora
Olor: Inodora
Sabor: Inspida
Cloro libre residual: 0.5- 1.5 ppm / Cl Caractersticas microbiolgicas y Parasitolgicas:
Bacterias heterotrficas: < 500 ufc/ mL
Coliformes totales: Ausencia/1000 mL
Coliformes Termotolerantes o Fecales : Ausencia/ 100 mL
Virus:
Ausencia/ mL
E. coli: Ausencia/ 100 mL
Huevos de Helmintos: ausencia/ 1000 mL
Organismos de vida libre como algas, protozorios, copepodos, rotferos,
Nematodos em todos sus estdios evolutivos: Ausencia/ 1000mL
IX.
DESCRIPCION DEL PROCEDIMIENTO
El Jefe de calidad monitorea diariamente para verificar el suficiente abastecimiento
de agua potable en las instalaciones.
Se verifica la concentracin del cloro libre residual presente en el agua con una
frecuencia diaria. Asimismo se realizan anlisis microbiolgicos para determinar
presencia de coliformes de manera quincenal por laboratorio interno.
Adems se realizan anlisis microbiolgico para determinar
presencia de
Bacterias heterotrficas, Virus, Huevos de Helmintos, Organismos de vida libre
como algas, protozoarios, coppodos, rotferos, Nematodos en todos sus estadios
evolutivos de manera semestral por laboratorio externo. Los resultados de los
controles se registran en el formato respectivo.
Cuando el suministro del agua es directo de la red pblica, el supervisor de
Calidad realiza semanalmente la toma de agua en alguno de los puntos de salida
de agua al interior de la planta (en forma aleatoria, con mayor incidencia en las
reas de produccin).
X. FRECUENCIA
Control del cloro residual: diario
Control bacteriolgico del agua: Coliformes totales: Quincenal
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
10
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
E.coli: Quincenal
Bacteria Termotolerante: Semestral
Bacterias heterotrficas: Semestral
Huevos y Helmintos: Semestral
Virus: Semestral
Organismos de vida libre como algas,
protozoarios, coppodos, rotferos, Nematodos
en todos sus estadios evolutivos: Semestral
Verificacin de la calidad del agua: Anual
XI. ACCION CORRECTIVA
Cuando los resultados no cumplen con las especificaciones, se procede a
evaluar las causas:
a. Cloro residual ver instructivo de determinacin de cloro residual
b. Caracteres organolpticos no caractersticos: Comunicar a SEDAPAL, sobre el
hallazgo.
c. Parmetros microbiolgicos por encima de los lmites establecidos: proceder a
tratar el agua, agregando cloro o cociendo previo al uso.
XII. REGISTROS
BPM-003: Control de cloro residual
BPM-004: Anlisis de coliformes
Informe de anlisis Microbiolgico de Bacterias Heterotrficas por Laboratorio
externo.
Informe de anlisis Microbiolgico de E.coli por Laboratorio externo.
Informe de Determinacin de Huevos y helmintos por Laboratorio externo.
Informe de Determinacin de Bacteria Termotolerante por Laboratorio externo.
Informe de Determinacin de Virus por Laboratorio externo.
Informe de Determinacin de Organismos de vida libre como algas, protozoarios,
coppodos, rotferos, Nematodos en todos sus estadios evolutivos por
Laboratorio externo.
INSTRUCTIVO: CONTROL DE CLORO RESIDUAL
1.
Objetivo
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
11
BUENAS PRACTICAS DE MANUFACTURA
2.
3.
4.
5.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Asegurar la potabilidad del agua de consumo en las instalaciones para prevenir
enfermedades en las personas y la contaminacin de los alimentos.
Asegurar la correcta concentracin establecida de cloro para las soluciones
desinfectantes (pediluvios).
Alcance
En todos los ambientes donde exista entradas de agua proveniente de la red pblica
y/o tanque de almacenamiento.
Ejecucin
Supervisor de Calidad
Responsable
Jefe de Calidad
Referencias
D.S N 031-2010-S.A Reglamento de la calidad del Agua para Consumo Humano
6. Especificacin
Niveles de cloro residual libre para agua potable segn INDECOPI: 0,5 1,5 ppm
Niveles de cloro residual libre para pediluvios 100ppm
6. Materiales.Kit DPD, pastilla de reactivo de cloro libre residual (DPD): N,N- dietil- 1,4fenilendiamina
Tiras para determinacin de cloro en una solucin (resultados visuales 0,10,50,100 y
200 ppm de cloro).
7. Procedimiento
Procedimiento 1: Kit DPD
Se toma una cantidad suficiente de muestra de agua en los puntos indicados en el
alcance.
Agregar 5 mL de la muestra de agua en el tubo de colorimetra del kit de cloro.
Adicionar la pastilla y agitar la muestra hasta que vire de color
Para obtener la concentracin de cloro libre e la muestra, comparar el color obtenido
con la tabla de colorimetra. Llenar el registro al finalizar este procedimiento.
Procedimiento 2: Tiras para determinacin de cloro
Se toma una cantidad suficiente de muestra de agua en los puntos indicados en el
alcance.
Se sumerge la tira reactiva en la solucin desinfectante y se agitar la tira hasta que
vire de color
Para obtener la concentracin de cloro libre e la muestra, comparar el color obtenido
con la tabla de colorimetra. Llenar el registro al finalizar este procedimiento.
9.
Frecuencia
Diaria
10. Accin Correctiva
Si se obtiene valores de cloro residual por debajo de los especificado, se proceder
a clorinar el agua con hipoclorito de sodio hasta obtener la cantidad de cloro residual
recomendada. Dejar reposar por 30 minutos antes de volver a verificar la
concentracin.
Cuando se obtiene valores superiores, se deja reposar el agua por un tiempo
determinado se verifica el cloro residual y si es conforme, se procede a usar el agua.
Nota.- Utilizar la siguiente frmula: C1V1 + C2V2 = C3V3
Donde: C 1: Concentracin de la muestra inicial
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
12
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
V 2: Volumen de la muestra inicial
C 2: Concentracin de hipoclorito de sodio adicionado
V 2: Volumen de hipoclorito de sodio adicionado
C 3: Concentracin a la que se desea llegar
V 3: Volumen total ( V1+V 2)
11.
Registros
BPM-003 Control de cloro residual.
INSTRUCTIVO: ANALISIS DE COLIFORMES Y E. coli EN AGUA POTABLE
(COLILLERT)
1.
Objetivo
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
13
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Descartar la presencia de coliformes en el agua potable usada en la planta y de esta
manera prevenir la contaminacin de utensilios, equipos o productos terminados con
este tipo de microorganismos.
2.
Alcance
Muestras de agua potable tomadas en los diferentes puntos de distribucin de la
planta.
3.
Ejecucin
Supervisor de Calidad
4.
Responsable
Jefe de Calidad
5. REFERENCIAS
D.S N 031-2010-S.A Reglamento de la calidad del Agua para Consumo Humano
6.
Especificacin
Coliformes totales (ufc/100 mL): Ausencia
E. coli: (ufc/100 mL): Ausencia
7.
Materiales.- Kit Collilert: mtodo rpido para la determinacin de coliformes totales y
E. coli.
8.
Procedimiento
Dispensar una muestra de 100 mL de agua potable en el frasco de prueba.
Aadir el sustrato a la muestra y agitar suavemente hasta disolverlo
Incubar la muestra a 35C por 24 horas.
Observar la coloracin desarrollada que indicar la presencia o ausencia de
coliformes.
Resultados:
Amarillo: presencia de coliformes
Azul: presencia de E. coli
Incoloro: ausencia de coliformes.
Llenar el registro respectivo al finalizar este procedimiento.
9.
Frecuencia
Quincenal
Accin Correctiva
Si se detectara coliformes en el agua potable se comunicar al Jefe de Produccin y
Gerente General y notificar inmediatamente a Sedapal.
Proceder a tratar el agua, agregando cloro o cociendo previo al uso.
10.
11.
X.
Registros
BPM-004 Anlisis de coliformes en agua potable.
7. MANTENIMIENTO, VERIFICACION Y CALIBRACION DE EQUIPOS E
INSTRUMENTOS DE MEDICION
OBJETIVO
Garantizar que los productos elaborados no tengan defectos, contaminaciones y /o
alteraciones por el uso de maquinaria, equipos o instrumentos no calibrados o con
desperfectos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
14
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
XI.
ALCANCE
Es aplicable a los equipos e instrumentos de uso en la elaboracin y control de
calidad de los productos en la planta Agroindustrias EMIC EIRL.
XII.
RESPONSABILIDAD
El Gerente General, Jefe de Produccin y Jefe Calidad son responsables de la
aplicacin correcta del presente procedimiento.
XIII.
REFERENCIAS
NTP-ISO 9000:2000 Sistemas de Gestin de la Calidad. Conceptos y vocabulario.
NTP.ISO 9001: 2000 Sistemas de Gestin de la Calidad. Requisitos 7.6
D.S N 007-98S.A. Reglamento sobre Vigilancia y Control Sanitario de los Alimentos
y Bebidas.
XIV.
DEFINICIONES
Calidad: Grado en el que un conjunto de caractersticas inherentes cumple con los
requisitos.
Confirmacin Metrolgica: Conjunto de operaciones necesarias para asegurar que el
equipo de medicin cumple con los requisitos para su uso previsto. La confirmacin
metrolgica generalmente incluye calibracin y/o verificacin.
Equipo de medicin: Instrumento de medicin, software, patrn de medicin,
material de referencia o equipos auxiliares o combinacin de ellos necesarios para
llevar a cabo un proceso de medicin.
Mantenimiento Preventivo: Su propsito es prever las fallas manteniendo los
sistemas de infraestructura, equipos e instalaciones productivas en completa
operacin a los niveles y eficiencia ptimos. La caracterstica principal de este tipo
de Mantenimiento es la de inspeccionar los equipos y detectar las fallas en su fase
inicial, y corregirlas en el momento oportuno.
Mantenimiento Correctivo: Su propsito es corregir las fallas de los sistemas de
infraestructura, equipos e instalaciones productivas hasta niveles y eficiencia
ptimos.
XV.
CONDICIONES BSICAS
El rea de produccin est a cargo del mantenimiento de maquinaria, equipos de
produccin.
El rea de Calidad es la encargada del mantenimiento y calibracin de equipos de
pesado y de medicin (termmetros, pHmetro, incubadora bacteriolgica).
La Gerencia General, otorga los recursos necesarios para contratar servicios
terceros y poder realizar las actividades de mantenimiento y reparacin de equipos e
instrumentos.
XVI.
DISPOSICIONES ESPECFICAS
El Jefe de Calidad elabora un programa de mantenimiento preventivo de la
maquinaria, equipos y calibracin de equipos e instrumentos a ser ejecutados
durante el ao.
El Jefe de Produccin comunica a la Gerencia General cualquier desperfecto en la
maquinaria y equipos utilizados en produccin.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
15
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
El Jefe de Calidad comunica a Gerencia General cualquier fallo en las mediciones
de los instrumentos y se encarga de solicitar los servicios de terceros para el
mantenimiento y calibracin de equipos e instrumentos de medicin.
El Jefe de Produccin es el encargado de verificar la adecuada proteccin de la
maquinaria, equipos y dispositivos contra daos y deterioro durante la manipulacin,
mantenimiento y almacenamiento.
El Jefe de Calidad evala y registra los resultados de las mediciones, calibraciones y
verificaciones en contraste con los requisitos.
El mantenimiento de los equipos y maquinaria es de tipo correctivo, cuando suceda
alguna falla inesperada durante las actividades diarias y/o puede ser preventivo,
cuando en fechas establecidas se realizan la revisin, limpieza y acondicionado de
las piezas de los equipos y maquinarias para asegurar el correcto funcionamiento de
los mismos.
XVII. DESCRIPCION DEL PROCEDIMIENTO
MANTENIMIENTO DE MAQUINARIA Y EQUIPOS
I.
OBJETIVO
Mantener en todo momento la confiabilidad de la maquinaria o equipos utilizados en la
planta y laboratorio.
II.
ALCANCE
Se aplica a toda de la maquinaria o equipos de la empresa.
III.
RESPONSABILIDAD
Supervisor de Calidad, Jefe de Mantenimiento y Jefe de calidad.
IV.
MATERIALES Y EQUIPOS
Maquinaria y equipos de la empresa.
Accesorios y repuestos solicitados segn requerimiento de mantenimiento preventivo y
correctivo.
8.1. PROCEDIMIENTO DE MANTENIMIENTO DE LA MAQUINARIA Y EQUIPOS
Dependiendo del tipo de equipo, el mantenimiento preventivo y/o correctivo se
realizar tanto por personal interno como externo.
Para iniciar el mantenimiento de la maquinaria o equipos, de ser el caso, se
suspendern las actividades de produccin, y proceder de la siguiente manera:
Cuando un equipo que se encuentre INOPERATIVO por mantenimiento ya sea
preventivo o correctivo, deber informarse de manera inmediata al Jefe de
Produccin y al Jefe de Calidad.
El responsable de calidad BLOQUEARA el uso del equipo mediante el cartel de
Bloqueo, indicando la prohibicin de su uso.
En el caso que se requiera contratar personal externo para el mantenimiento de
algn equipo, la salida del equipo se registrar en el formato correspondiente
indicando el nombre de la persona y/o empresa responsable del mantenimiento de
la maquinaria o equipo y la fecha de salida, asimismo se verificarn las piezas
sueltas del equipo para efectuar la conciliacin respectiva al momento de su
reingreso a planta.
Una vez reparado el equipo y antes de su reingreso a planta se verificar la
reparacin del equipo y se conciliarn las piezas sueltas. Se registrar en el formato
la conformidad de la reparacin, indicando una fecha prxima de revisin, si
procede.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
16
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Luego se coloca un cartel Amarillo, indicando el estado de CUARENTENA del
equipo, indicando el motivo de la cuarenta y su inamovilidad hasta la liberacin del
mismo, previa limpieza y desinfeccin. Posteriormente el Jefe de Produccin es el
responsable de verificar que se realice la limpieza y desinfeccin del equipo antes de
su puesta en marcha.
8.1.1 Descripcin de mantenimiento la Maquinaria y equipos
1. LICUADORAS (Capacidad 50 litros, Capacidad 20 litros)
MANTENIMIENTO
Este captulo contiene el plan de mantenimiento preventivo para la licuadora
que es ideal para licuar frutas hortalizas y pulpas para la elaboracin de jugos,
salsas y cremas batidas.
Este plan de mantenimiento preventivo mecnico y elctrico, por periodos de
tiempo diario, mensual y anual.
PROGRAMA DE MANTENIMIENTO
Mantenimiento diario:
Revisar la parte interior como exterior, que no presente abollones o quebraduras
en las cuchillas.
Revisar el correcto funcionamiento de la licuadora (visin general).
Revisar cada nmero de horas de trabajo, el correcto licuado. En caso de ser
detectada alguna anomala, verificar donde se encuentra el problema y corregirlo
de forma inmediata.
Remueva la tapa de la mquina y lave con agua caliente y jabn neutro, despus
debe secarlo. Pase un pao hmedo por el gabinete del motor.
Limpiar las superficies enjabonando y utilizando una esponja.
Mantenimiento Mensual:
Comprobar el estado de las cuchillas de la licuadora.
Mantenimiento Anual:
Cambio de las poleas y fajas.
Cambio de rodamientos del motor y barnizado (cada 3 mil horas).
Cambio del sello mecnico (cada 3 mil horas).
Cambio de garruchas y vlvula.
2. MOLINO COLOIDAL
MANTENIMIENTO
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
17
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Plan de mantenimiento preventivo del MOLINO COLODIAL ideal para micro
triturar, emulsionar, refinan, homogenizar y dispersar. Deber ser utilizado
segn lo programado y exigido para un correcto funcionamiento y aplicacin
de trabajo.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Revisin del estado de rodamientos.
Revisar el correcto funcionamiento del molino coloidal.
Revisin de las piedras.
Mantenimiento Mensual:
Comprobar el estado de las piedras de corindn.
Mantenimiento Anual:
Cambios de los rodamientos.
Cambio de los retenes.
Cambio de las piedras.
Cambios de la llave trmica y contactores.
3. PULPEADORA
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de la PULPEADORA
ideal para separar la pulpa del material fibroso, cascara y pepas de diferentes
tipos de frutas y hortalizas.
Deber ser utilizado segn lo programado y
exigido para un correcto funcionamiento y aplicacin de trabajo.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Ajustes de interior del porta paletas de tuerca y contratuerca.
Revisar el estado del tamiz.
Revisin de las paletas.
Mantenimiento Anual:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
18
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Cambio de retenes.
Cambios de poleas.
Cambio de faja.
Barnizado del motor y rodajes.
4. MARMITA
MANTENIMIENTO
Plan de mantenimiento preventivo de la MARMITA
ideal para procesar
alimentos nutritivos como mermelada, chocolate, dulces, confite. Que deber
ser utilizado segn lo programado y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Revisar el funcionamiento del pin.
Revisar el buen estado de la chumacera.
Revisar el correcto funcionamiento de la marmita.
Mantenimiento Mensual:
Revisar el estado de la Vlvula de seguridad.
Revisar el estado Manmetro.
Revisar el estado del sin fin-corona.
Mantenimiento Anual:
Cambio de la vlvula de seguridad.
Cambio del manmetro.
5. SELLADORA MANUAL
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de la SELLADORA
MANUAL ideal para empacar una gran variedad de productos en bolsas
plsticas (polietileno, polipropileno, laminados).
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
19
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Ajustes de los pernos.
Revisar el estado de las resistencias.
Mantenimiento Anual:
Cambio de las resistencias segn su deterioro.
6. PROCESADORES (PICADORA Y CORTADORA)
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de los
PROCESADORES ideal para cortar, picar, desmenuzar rebanar, sin alterar
las caractersticas naturales de los productos.Deber ser utilizado segn lo
programado y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Desarmar y limpiar la parte cuchilla.
Sacar filo peridicamente.
Mantenimiento Anual:
Cambio de rodamientos.
Cambio de poleas.
Cambio de fajas.
Barnizado del motor y rodajes.
7. EXTRACTORES DE AIRE
MANTENIMIENTO
Este
captulo
tiene
el
plan
de
mantenimiento
preventivo
de
los
EXTRACTORES DE AIRE ideal para extraer aire limpio o viciado con bajas y
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
20
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
altas concentracin de partculas. Que deber ser utilizado segn lo
programado y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Limpieza superficial, eliminando polvo.
Requiere lubricacin semestral en rodamientos.
Revisin semestral de amperaje.
Limpieza de tablero elctrico y arrancador.
Mantenimiento Anual:
Cambio de rodamientos.
Cambio de retenes.
Barnizado del motor y rodajes.
8. AUTOCLAVE
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo del AUTOCLAVE ideal
para productos esterilizados de alimentos enlatados y conserva. Que deber
ser utilizado segn lo programado y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Revisar el funcionamiento la vlvula seguridad..
Revisar el correcto funcionamiento del manmetro.
Revisar el termmetro.
Revisar el termo registro.
Revisar el buen estado de los pernos de ajuste.
Revisar las vlvulas de entrada de vapor.
Revisar las vlvulas de descarga.
Mantenimiento Mensual:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
21
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Revisar el Termo registro.
Mantenimiento Anual:
Cambio del manmetro.
Cambio de la vlvula de seguridad.
Cambio del termmetro.
Mantenimiento del termo registro.
Cambio de las vlvulas de entrada y salida de vapor y agua.
9. MAQUINA EXHAUSTING
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de la mquina
Exhausting ideal para eliminar el aire que puede contener un producto
envasado en frascos de vidrio. Que deber ser utilizado segn lo programado
y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Revisar que el equipo no contenga elementos extraos que lo puedan deteriorar.
Verificar las condiciones de limpieza y desinfeccin del equipo.
Verificar que el motor funcione adecuadamente.
Revisar y verificar que el equipo cuente con suministro de vapor.
Mantenimiento Mensual:
Revisar el Termo registro.
Realizar el mantenimiento preventivo de los rodamientos (engrase), puesto que la
no realizacin puede acortar la vida til del equipo.
Mantenimiento Anual:
Cambio del manmetro.
Cambio de la vlvula de seguridad.
Cambio del termmetro.
Cambio de las vlvulas de entrada y salida de vapor y agua.
Mantenimiento del termo registro.
10. MAQUINA SACHETERA
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
22
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de la Sachetera ideal
para envasar el producto en sachets. Que deber ser utilizado segn lo
programado y exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIENTO
Mantenimiento diario:
Limpieza y desinfeccin
Revisar que el equipo no contenga elementos extraos que lo puedan deteriorar.
Verificar las condiciones de limpieza y desinfeccin del equipo.
Mantenimiento Quincenal
Realizar la lubricacin de los pistones y rodamientos (engrase)
Mantenimiento Mensual
Cambio de orrines
Mantenimiento Semestral
Cambio de retenes
Mantenimiento Anual
Cambio de rodamientos
11. MAQUINA DETECTOR DE METALES
MANTENIMIENTO
Este captulo tiene el plan de mantenimiento preventivo de la mquina
Detector de metales ideal para asegurar la deteccin y rechazo de productos
envasados con metales. Que deber ser utilizado segn lo programado y
exigido para un correcto funcionamiento.
PROGRAMA DE MANTENIMIENTO
Mantenimiento diario:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
23
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Revisar que el equipo no contenga elementos extraos que lo puedan deteriorar.
Verificar las condiciones de limpieza y desinfeccin del equipo.
Verificar que el motor funcione adecuadamente.
Revisar y verificar que el equipo cuente con suministro de energia.
Mantenimiento Mensual:
Revisar el Termo registro.
Realizar el mantenimiento preventivo de los rodamientos (engrase), puesto que la
no realizacin puede acortar la vida til del equipo.
Segn indique Manual usuario Detector de metales DM100para Maquina Detector
de Metales, N Serie 3079/00; Modelo dm-100; Ao de fabricacin. 02/2015
Mantenimiento Anual:
Segn indique Manual usuario Detector de metales DM100para Maquina Detector
de Metales, N Serie 3079/00; Modelo dm-100; Ao de fabricacin. 02/2015
12. MANTENIMIENTO DE CALDERAS
I.
OBJETIVO
Orientar y regular la conservacin, funcionamiento y produccin de las
calderas, equipos, accesorios a instalaciones que generan vapor.
Tiene como finalidad dar la informacin y la metodologa para la operacin
de mantenimiento e inspeccin de la planta y redes de distribucin de
vapor.
II.
ALCANCE
Aplicable a calderas.
III.
RESPONSABILIDAD
Jefe de Mantenimiento.
IV.
DESCRIPCIN
A.- OPERACION DE LA CALDERA:
1. PUESTA EN MARCHA DE LA CALDERA:
Para la puesta en operacin de la caldera se debern estrictamente seguir las
siguientes instrucciones:
SISTEMA DE COMBUSTIBLE:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
24
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Poner el interruptor general ubicado en el tablero principal en posicin
OFF.
Verificar el indicador de nivel de gas en el tanque cisterna.
Verificar tipo de gas y presin de alimentacin.
Verificar vlvulas de gas cerradas y comprobar estanqueidad de la
tubera y conexiones.
Purgar la tubera del gas y control de la presin en el ingreso al
quemador.
SISTEMA DE ALIMENTACIN DE AGUA:
Revisar el nivel de agua en el tanque de condensado y abrir las vlvulas
de lnea de la bomba a la caldera.
Comprobar que los grifos de nivel visible en la columna de control de
nivel estn abiertos y abrir la vlvula de purga de aire ubicada en el
rbol de la columna de nivel.
Poner el interruptor de la bomba de agua ubicado en el tablero auxiliar
en posicin automtico, en esta forma el nivel de agua llegar a su
punto normal.
Las vlvulas de purga de aire debe permanecer abierta, hasta que
empiece a salir vapor, luego se deber cerrar.
Verificar que la vlvula de succin de la bomba de agua y alimentacin
de agua al caldero estn abiertas.
ENCENDIDO
Poner el interruptor general ubicado en el tablero principal en posicin
ON y seleccionar el tipo de combustible a trabajar, el quemador
arrancar inmediatamente.
La vlvula ubicada en el rbol de la columna para eliminar el aire
contenido en la caldera debe permanecer abierta hasta que empiece a
salir vapor de esta y luego se deber cerrar.
Cuando el manmetro indique 30 Psig, poner el interruptor de
modulacin en automtico o manual segn lo que requiera, la caldera
pasar de condicin segn la calibracin de los controles de presin en
forma automtica.
Cuando el manmetro indique 60 Psig, abrir lentamente la vlvula de
salida de vapor.
Las vlvulas de purga de los controles de nivel habr que abrirlas una
vez cada turno, y se harn cuando el quemador est prendido.
Al hacer dichas purgas la llama se apagar y el sistema de alarmas
funcionar automticamente, comprobando de esta manera el buen
funcionamiento de estos controles.
Las purgas inferiores y superiores se harn segn las indicaciones del
tcnico del equipo de tratamiento de agua.
PARA APAGAR CALDERAS
Poner el interruptor general en posicin OFF.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
25
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Esperar el tiempo necesario para que la presin de la caldera llegue a 0;
a continuacin cerrar la vlvula de entrada de agua, salida de vapor,
salida de vapor y gas a la caldera.
2.- PURGA (Cada 2 horas)
Las purgas se debern realizar cada dos horas en las calderas y en el tanque
condensado, debiendo efectuarse las siguientes operaciones:
En la Caldera:
Abrir las vlvulas de purga de fondo completamente, primero poco a poco
y luego por completo, contine la purga hasta que el agua baje a su nivel
normal, cierre la vlvula de purga, luego repetir la operacin.
En el Tanque de condensado:
Abrir y cerrar vlvulas
Abrir la vlvula de purga de fondo completamente y cerrar
En la Superficie:
Abrir la vlvula completamente e inmediatamente vuelva a cerrar,
reptase la operacin una vez ms.
En la columna de agua:
Abrir la vlvula de purga de columna de agua completamente e inmediatamente
vuelva a cerrar, reptase la operacin una vez ms.
B.- PROGRAMA DE MANTENIMIENTO
1. PROGRAMA DE MANTENIMIENTO DIARIO
Haga una completa inspeccin del cuarto de calderas, revisando las
tuberas y vlvulas para observar la presencia de fugas, obsrvese si
algn elemento (controles, motores, bombas) funciona de manera
anormal.
Purgue la caldera con regularidad de acuerdo a los requisitos, el nmero
y frecuencia de las purgas depende de la calidad del agua.
Purgue la columna de agua (en las calderas de vapor) varias veces al
da o cuando menos una vez por turno, abriendo las vlvulas de la purga
de la columna de agua aproximadamente por 4 segundos. Esto
mantendr las conexiones de la columna de agua libre de lodos y
sedimentos que puedan ocasionar fallas en dicho control, esta
operacin debe realizarse cuando el quemador est apagado para evitar
el corte de llama por bajo nivel.
Mantenga limpio el cuarto de calderas, la pelusa y el polvo son causas
del mal funcionamiento de los controles de la caldera.
Cuando arranque la caldera, cercirese que el encendido sea el
correcto, si existe el termmetro de la chimenea, verifique la
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
26
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
temperatura de la chimenea a diario; esto dar un buen indicio de la
limpieza de los tubos.
Revise las condiciones de fuego visualmente.
Accione la vlvula de seguridad por lo menos una vez por semana, para
asegurar el correcto funcionamiento de sta.
2. PROGRAMA DE MANTENIMIENTO MENSUAL
Limpie con cuidado el polvo de los controles elctricos y revise los
contactos de los arrancadores cercirese que el interruptor general est
desconectado para hacer la limpieza, mantenga siempre cerrada la
puerta del gabinete de control a menos que haga algn trabajo en los
controles elctricos.
Limpie el filtro de combustible con la frecuencia que exijan las
condiciones.
Siempre que limpie el filtro cercirese que el empaque de la tapa est
en su lugar correcto y no se ha maltratado.
Limpie los filtros del agua de alimentacin de la caldera.
Vace el tanque de alimentacin de agua de la caldera (Tanque de
condensado)
Engrase los motores (si llevan graseras)
Desmonte y limpie el conjunto del quemador.
Desmonte y limpie el conjunto del can del quemador, el mismo que no
deber limpiarse con instrumentos metlicos.
Revise el electrodo del encendido y vea si la apertura es correcta, limpie
el conjunto y revise el aislamiento para ver si no est roto. Vea la
seccin donde se muestra el encendedor y el electrodo.
Revise el estado de la cmara de combustin y refractarios.
Revise los tornillos de anclaje de los motores y bombas.
Verifquese el estado de todas las trampas de vapor en el sistema de
retorno de condensado. Las trampas defectuosas no solo malgastan
vapor, sino que tambin ocasionan fallas en la bomba de agua, por
recalentamiento en el agua de alimentacin debido a la alta temperatura
de los condensados.
Quite el tapn de la cruz, situada bajo la columna de agua y limpie el
sedimento que pueda haber en el tubo que entra en la caldera. Esto solo
se podr hacer cuando la caldera est fra y el nivel de agua de la
caldera debajo de la conexin.
3. PROGRAMA DE MANTENIMIENTO SEMESTRAL
Revise el lado de agua de la caldera, deje que la caldera se enfre
por completo y desgela. Quite las tapas de inspeccin de mano y
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
27
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
lave bien con agua la caldera, usando una manguera de alta
presin, aplique el chorro por la apertura de arriba y de abajo para
cerciorarse que toda la incrustacin y sedimentos salgan del caso.
Quite el tapn de la cruz situado bajo la columna de agua y limpie el
tubo que entra en la caldera.
Despus de lavar la caldera, examine con cuidado la superficie de
evaporacin, para ver si hay indicios de corrosin, picadura o
incrustacin. Cualquier indicio de estas condiciones denota la
necesidad de dar mejor tratamiento de agua a la caldera. La mejor
manera de impedir la incrustacin, picadura o corrosin, es someter
peridicamente el agua a un anlisis por un buen especialista de
tratamiento de aguas y tratar el agua de acuerdo con sus
recomendaciones.
Al volver a colocar las tapas de inspeccin de mano, ponga los
empaques nuevos, antes de colocar los empaques, limpie los
residuos de las juntas viejas, los asientos de las tapas y el casco de
la caldera.
Mientras la caldera est parada, revise las vlvulas, laves y grifos.
Rectifique los asientos de las vlvulas y reempaque los vstagos de
las vlvulas donde sea necesario.
Para volver a poner la caldera en servicio, llnese de agua hasta el
nivel apropiado, empiece a subir lentamente la presin y con una
llave, ajstense las tapas de los agujeros de inspeccin y de
acceso, a medida que la temperatura se incrementa.
Limpie el lado de fuego de la caldera, la eficiencia de la caldera
depende en gran parte de una superficie limpia. El holln acta
como aislador y evita la absorcin del calor. La superficie debe
limpiarse cada seis meses o cuando indique la alta temperatura de
la chimenea o la baja produccin de vapor.
Para realizar estas labores, abrir las tapas delantera y posterior y
desmontar el quemador, limpiar la superficie del hogar y la cmara
posterior con una escobilla y aplicarle aire o agua a presin para
eliminar el holln, cambiar los empaques de las tapas y cerrar.
HERVIDO DE LA CALDERA
Oleaje en el nivel visible es el indicio de aceite y grasa en el agua de
alimentacin lo cual es perjudicial para una caldera. Tan pronto como se
note dicho oleaje debe HERVIRSE la caldera y proceda de la siguiente
manera:
Disuelva en agua caliente una libra de soda castica y una de
fosfato trisdico por cada 100 gls. De agua de la caldera. Quite la
vlvula de seguridad y vierta esta solucin por la conexin de
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
28
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
esta.
Llene la caldera por completo y conecte una manguera a la
conexin de la vlvula de seguridad que llegue al drenaje,
caliente despacio la caldera y djela hervir sin permitir que
levante la presin.
Mantenga esta temperatura por dos horas, entonces vace la
caldera y lvela perfectamente con un chorro de agua a presin,
antes de cerrar la caldera examine la condicin de los tubos y de
la caldera, para ver si no existen signos de aceites o grasa, cierre
la caldera y preprela para el arranque.
4. PROGRAMA DE MANTENIMIENTO ANUAL
El programa de mantenimiento anual incluye los puntos de chequeo
del programa del mantenimiento semestral.
1. Cambie el sello de la bomba de alimentacin de agua si fuera
necesario.
2. Si hay facilidad de revisar los motores proceda a lo siguiente:
El mantenimiento de los motores es un trabajo para personal
entrenado, de ah que, si no hay personal experimentado, ms
vale derivar este trabajo a un taller de servicio digno de
confianza.
Desarme los motores por completo, lmpielos por completo y
pruebe los aislamientos. Las bobinas deben ser sopladas con
aire comprimido de 26 lbs. Por pulgada cuadrada. Cualquier
depsito de grasa en las bobinas debe ser quitado y ser
limpiadas con tetracloruro de carbono o algn solvente similar.
Tenga cuidado de no empapar las bobinas.
Nunca use tetracloruro en un cuarto cerrado pues los
vapores son peligrosos en locales mal ventilados.
PRUEBA HIDROSTATICA
La operacin de preparacin de una caldera es sumamente delicada, la
persona encargada de esta tarea, debe ser reconocida por su competencia.
Para evitar fugas o filtracin de agua durante la prueba hidrosttica, deben
asentarse previamente las siguientes vlvulas.
a) Vlvula principal de vapor.
b) Vlvula de la columna hidrosttica.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
29
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
c) VIvula de purga de la columna hidromtrica.
d) Vlvula esfrica y de retencin de la Iinea de alimentacin de agua.
e) Vlvula de la lnea de purga o descarga principal.
Asimismo, deben procurarse previamente juntas o empaquetaduras nuevas
para la Boca de Visita, todos los registros de mano o de lodo, y para el
cristal indicador del nivel de agua.
Si la caldera tiene uno o dos tapones fusibles, stos deben ser cambiados
por nuevos; si la caldera es nueva y no tiene ms de un mes de haber sido
instalada este ltimo requisito no es necesario
PROCEDIMIENTOS
l.- Retirar el quemador.
2.- Mientras la caldera tiene presin de vapor, se puede purgar a intervalos
para as evacuar la mayor cantidad de depsito de lodo o materiales
posibles.
3.- Abrir la puerta del hogar, as como el registro de tiro (si la caldera est equipada
con uno), a fin de que la caldera se enfre lentamente hasta la temperatura
ambiente. Nunca se debe inyectar agua fra con el fin de enfriar rpidamente la
caldera.
4.- Descargar el agua de la caldera por la Inea de purga.
5.- Si la caldera es de tipo vertical (tubo de humo), se abrir la caja de
humos para descubrir la placa superior. Si la caldera es de tipo horizontal
tubular de hogar interno, se quitarn las tapas delanteras y traseras para
descubrir los extremos de los tubos y las placas tubulares.
6.-Limpiar el interior de los tubos, usando cepillos de acero de forma espiral,
para desprender el holln, tambin se debe cepillar cuidadosa-mente las
placas tubulares.
7.- Abrir los accesos a la parte interior de la caldera o sea a la cmara de
agua y cmara de vapor. Estos accesos incluyen, la tapa de registro Boca
de Visita y todas las tapas de los registros de mano.
8.- Limpiar cuidadosamente el interior de la caldera, usando un chorro de
agua por medio de una manguera para lavar hacia afuera por la lnea de
purga, los depsitos de lodo y acumulaciones de incrustaciones sueltas.
9.- Quitar la(s) vlvula(s) de seguridad, cerrando el orificio en la caldera con
un tapn o una brida ciega. No hay necesidad de quitar la vlvula de
seguridad si se utiliza mordaza para evitar que la vlvula se abra durante la
prueba hidrosttica. Nunca se debe tratar de utilizar el tornillo de ajuste de
la vlvula de seguridad como mordaza.
10.- Preparar una conexin cerca del manmetro de la caldera,donde pueda
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
30
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ser colocado el manmetro de prueba. (Manmetro de precisin para
comprobar la exactitud del manmetro de la caldera).
11.- Preparar conexiones para poder colocar la bomba de prueba. La manguera de
aspiracin puede ser conectada a una toma de agua conveniente, (un tambor de
agua fra), cerca de la caldera o una conexin en la lnea de agua que suple el
tanque de almacenamiento de la caldera. La manguera de impulsin o descarga,
puede conectar a cualquier conexin donde el agua puede ser inyectada libremente
al interior de la caldera.
12.- Una vez hecho el reconocimiento interno, se proceder a preparar la
caldera para la prueba hidrosttica colocando las tapas de los registros, (con
empaquetaduras) a instalando los tapones fusibles nuevos.
13.- Durante la prueba hidrosttica se mantendr la presin (presin mxima
del trabajo multiplicado por 1.5) durante 30 minutos como mnimo y 60
minutos como mximo. En este lapso de tiempo se descargar la presin
mxima de prueba para observar si hay seal de fatiga en la envoltura,
placas, etc.
Tambin se aplicar la prueba de martillo, mientras la caldera est sometida
a presin.
14.- Si hay otras calderas funcionando en la misma lnea de vapor y hay una
fuga en la vlvula principal de vapor, puede producirse una situacin
peligrosa si pasa agua de la caldera bajo presin hidrosttica a la caldera
bajo presin de vapor. En muchos casos, es necesario independizar la
caldera bajo prueba, utilizando bridas ciegas o tapones en la lnea principal
de vapor. Tambin es aconsejable desmontar el control elctrico de presin
durante la prueba, para evitar que ste sea daado.
15.- Terminada a satisfaccin la prueba hidrosttica, se proceder a preparar
la caldera para funcionar a presin de vapor, quitando bridas
ciegas,tapones, mordazas, etc., y colocando tapas delanteras y traseras,
vlvulas(s) de seguridad, quemador, etc., la(s) vlvulas(s) ser(n) probadas
para presin de apertura y cierre, y su capacidad a la prueba acumulativa.
Corrientemente no es necesario remover materiales aislantes o refractarios
para el reconocimiento, pero si hay sospechas que estos esconden un
defecto o debilidad del material de plan-chas, placas, tubos, etc., debido a la
vejez o malas condiciones generales de la caldera y para poder apreciar, la
verdadera condicin de sta, remuvase el material aislante, refractario,
mampostera o cualquier objeto que obstruya. A veces es justificable,
taladrar un tubo, placa o plancha, para verificar su verdadera condicin y
fortaleza.
Los datos estampados en el metal de la envoltura, o en el colector de vapor
de la caldera de tubos de agua, siempre deben estar visibles y nunca
tapadas con materiales aislantes o refractarios. Tambin deben ser
removidos los tapones de los conductores de la columna hidromtrica y de
la lnea de alimentacin de agua, para verificar que no hay obstruccin en
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
31
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
estas lneas.
CALDERAS INACTIVAS
Cuando las calderas van a permanecer inactivas durante periodos largos,
deben tomarse ciertas precauciones especiales que detallamos a
continuacin:
1. Debe apagarse la caldera, dejarse enfriar, vaciarla totalmente y luego
proceder a la limpieza de la caldera, tuberas y accesorios con un trapo
impregnado con aceite mineral.
2. Debe limpiarse de manera exterior (incluyendo los tubos) tanto la
superficie expuesta al fuego como la superficie expuesta al agua.
3. Llnese la caldera de agua hasta el tope, al agua debe haberse
aadido soda castica en proporcin de 1.5 onzas por cada 100 lbs de
agua. Hirvase permitiendo que los gases salgan a la atmsfera y deje
enfriar lentamente, reponiendo el agua hasta el tope.
4. Revise cuidadosamente las conexiones para detectar la presencia de
escapes, a intervalos regulares debe sacarse una muestra de agua de la
caldera y comprobar su alcalinidad.
5. Cuando la caldera se mantenga inactiva por periodos muy largos, se
debe tratar de mantener el agua lo ms fra posible (no habiendo peligro
de congelacin) pues el ratio de corrosin se incrementa a aumentar la
temperatura.
6. Cuando la temperatura ambiental est muy baja, la caldera deber
vaciarse totalmente, limpiarse de manera externa e interna. }Por dentro
se colocar una bandeja con Cal u otra sustancia que absorba la
humedad en proporcin aproximada de 1 lb por cada 5 BHP.
Hecho esto se cierra la caldera.
C.- MANTENIMIENTO DE ALGUNOS COMPONENTES
CONJUNTO DE QUEMADOR
El conjunto del quemador cumple tres funciones:
1. Abastece el combustible
2. Mezcla el combustible con el aire de combustin surtido por el
ventilador.
3. Enciende el combustible
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
32
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
A fin de que el quemador funcione bien y de un rendimiento ptimo,
debe darse a estos componentes que manejan tanto el combustible,
como el aire de combustin una atencin adecuada, para ello:
Haga lo siguiente con regularidad:
Si se quema petrleo, limpie las boquillas (sin daarlas), en el
caso de quemadores de gas limpie cuidadosamente el platillo
compuesto de orificios para el suministro de gas eliminando
posibles restos de holln o suciedad.
Saque el conjunto del quemador de plenum de aire, desrmelo y
lmpielo perfectamente.
Para asegurar una combustin confiable del combustible, es importante
que el sistema de encendido sea el apropiado, para ello, Haga lo
siguiente con regularidad:
Inspeccione las puntas de los electrodos y ajstelos cuando sea
necesario.
Mantenga apretados los terminales de los cables de encendido.
Verifique la porcelana del electrodo y cmbiela si se encuentra
cuarteada.
El detector que cuida que haya llama (Fotocelda en el caso de
quemadores de petrleo y/o detector por ionizacin en el caso de
quemadores de gas) debe mantenerse limpio, si se acumula holln o
polvo en el lente del detector o en el tubo de montaje, la vista de la llama
se interrumpir y e quemador se apagar por falsa falla de la llama.
VENTILADOR
El conjunto del ventilador suministra el aire para la combustin , el bajo
rendimiento del ventilador se traduce en una combustin inadecuada,
para ello:
Haga lo siguiente con regularidad:
Limpie la malla de entrada de aire al ventilador.
Limpie las aletas del rodete interior.
Si se observa vibracin excesiva haga balancear el motor por un
especialista.
COMPONENTES ELCTRICOS
Los componentes elctricos pueden ser divididos en varios grupos:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
33
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Motores
Interruptores
Vlvulas solenoides
Protectores- reles y programadores electrnicos dependiendo del
tamao del quemador.
Los motores requieren un mnimo de mantenimiento. Mantngalos
secos y libres de excesiva suciedad. Cada 3 o 5 aos quite los motores
y llvelos a un taller de reparacin d motores para una reparacin
general.
Los interruptores incluyen los de tipo automtico, como los de ampolla
de mercurio, situada en los presostatos, los cuales responden a un
cambio de presin, los microswicht que se controlan de acuerdo al
flotador del control principal de nivel de agua y los interruptores
manuales.
Su mantenimiento ms importante es la limpieza de los terminales y su
correcto ajuste.
Los arrancadores de los motores y vlvulas operadas automticamente
contienen bobinas de operacin, para el petrleo y actuadores en el c
aso de gas.
Peridicamente revise las conexiones terminales en los arrancadores,
las conexiones flojas pueden ser la causa de la sobrecarga y poca vida
de los contactos.
Inspeccione los contactos para que tengan buen ajuste mecnico y
cmbielos si estn demasiado picados o quemados. Las vlvulas
solenoides no requieren mantenimiento pero deben ser probadas
peridicamente se cierran bien bajo presin normal.
El programador es el control que automticamente da la secuencia de
funcionamiento del quemador y del equipo auxiliar. Tambin funciona
como dispositivo de parada en caso de falla de llama, apagando el
quemador en caso que el detector no VEA o detecte la llama de
combustible.
En general, antes de consumir que una parte elctrica se encuentra
defectuosa, asegrese que todas las terminales de los controles hayan
sido colocados en su sitio correcto y con el debido ajuste, antes de
arrancar la caldera.
REFRACTARIO
La funcin del refractario es disminuir las prdidas trmicas, evita el
calentamiento excesivo del quemador y ayuda a dar forma a la flama.
Las grietas o las roturas pueden ser la causa de una combustin
irregular, humo o formaciones de carbn.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
34
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Al efectuar las reparaciones del parchado (con cemento de alta
temperatura) debe tenerse especial cuidado de no destruir la abertura al
plenum de aire, manteniendo el dimetro original.
Cuando el deterioro es grande, generalmente es ms efectivo cambiar el
refractario que intentar repararlo.
TUBOS DE FUEGO
Las seales que indiquen fugas en los tubos generalmente son:
Un silbido en la parte frontal o en la parte trasera de la caldera.
Goteo de agua en la parte trasera o delantera de la caldera.
Presencia de vapor en la salida de gases.
Cuando se presenta esta falla, debe apagarse el quemador
inmediatamente, as como cerrar la vlvula de la lnea principal de vapor
y dejar enfriar la caldera, manteniendo el nivel normal de agua, una vez
fra se debe abrir las puertas delantera y posterior para examinar el
dao, confirmada la fuga, llame a nuestro departamento de servicios
para su reparacin
PH IDEAL ENTRE 10.5 A 11.
D.- COMPONENTES DEL SISTEMA DE DISTRIBUCION DE VAPOR
El sistema de distribucin de vapor incluye todas las tuberas de distribucin
de vapor tanto principales como secundarios; las tuberas de retorno y todos
los accesorios necesarios para el suministro de vapor a todas las
instalaciones del Hospital en que se requiera.
Puede decirse tambin que est constituido por todo el equipo y las
instalaciones que sirven para transportar el vapor desde la planta de
produccin hasta los lugares de utilizacin y por el sistema de retorno que
trae el vapor ya condensado nuevamente a la planta de produccin.
TRAMPAS DE VAPOR
Una trampa de vapor es una vlvula automtica qua permite el paso libre de
condensado, eliminando el aire y otros gases no condensables de la tubera
de vapor y equipos que trabajan con el mismo la vez impide fugas de vapor
al sistema de retorno.
Las funciones ms importantes de las trampas son hacer que el vapor sirva
realmente para fines de calefaccin, eliminar el agua contenida en las
tuberas de vapor para evitar daos a las tuberas y al equipo y mantener el
flujo de vapor sin impedancia y sin el choque de agua ocasionado por el
agua de la tubera.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
35
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Las trampas defectuosas permiten que el vapor penetre en las tuberas de
retorno del condensado antes de que haya transmitido todo su calor o bien
permitan que el condensado impida el flujo normal del vapor. Por lo tanto,
todas las trampas usadas en el sistema de calefaccin se deben
inspeccionar peridicamente desmontndolas y volvindolas a armar.
Esta medida de mantenimiento preventivo se debe practicar cuando menos
una vez al ao, despus de la temporada en que se utiliza la calefaccin.
Para obtener resultados ms precisos, las trampas termostticas se deben
separar de la tubera y probar en algn sitio conveniente del taller. Esta
prueba se debe hacer para verificar si cierra hermticamente y no deja
pasar el vapor y la respuesta de su apertura para expulsar el condensado.
Una buena estacin de pruebas para las trampas, segn se explica en los
catlogos de los fabricantes, se puede construir en cualquier sitio donde se
disponga de vapor a baja presin y de agua. Se deben tomar las debidas
precauciones y nunca desmontar el elemento de una trampa termosttica
mientras est caliente, los asientos defectuosos de las vlvulas se deben
renovar los elementos termostticos que dejen pasar vapor se deben
reemplazar.
En el momento de la inspeccin se debe verificar la vlvula de vapor,
principalmente su asiento. Las trampas que sirven para el desage de
ciertos equipos o de ciertas tuberas de vapor, deben conectarse a las
tuberas principales para probarlas de acuerdo con un programa
previamente establecido. Estas pruebas se pueden llevar a cabo instalando
una vlvula de prueba abierta a la atmsfera.
INSTALACIN DE TRAMPAS DE VAPOR
Los accesorios empleados en circuitos bsicos de trampas, diseados para
trabajo continuo del equipo, y para la facilidad de mantenimiento.
La lnea de emergencia permite efectuar reparaciones en la lnea principal
sin interrumpir el funcionamiento del equipo.
Para todas las trampas salvo las termodinmicas o aquella que la traen
incorporada se utiliza una vlvula de retencin en su lnea de descarga, al
entrar a una lnea de retorno a nivel superior, o cuando un grupo de trampas
descargan a una tubera de retorno comn.
Las trampas de valor deben colocarse debajo de! equipo o de la tubera que
se requiere drenar para permitir el flujo de condensado, por gravedad, a la
trampa. Todas las trampas deben colocarse lo ms cerca posible de los
equipos que se van a drenar.
Las trampas que drenan tuberas de vapor elevadas, se instalan cerca del piso para
facilitar su mantenimiento. El tubo recolector en la succin, debe ser del siguiente
dimetro de tubera mayor que e! dimetro de la trampa.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
36
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
EN LOS SISTEMAS DE VAPOR LAS TRAMPAS DEBEN UTILIZARSE:
a) Antes de las vlvulas de control de presin y temperatura.
b) Antes de las juntas de expansin y en la parte baja de todas las tuberas de
elevacin.
c) Al final de las tuberas principales de entrega de vapor.
d) En los de nivel inferior de una Inea horizontal.
e) En los puntos intermedios de tuberas horizontales muy largas, a distancias
aproximadas de 30,00 m.
Al escoger el tamao de la trampa de vapor debe considerarse la elevacin
del condensado porque sta reduce la presin diferencial a travs de la
trampa reduciendo as su capacidad. La elevacin de condensado debe ser
limitada de 40 a 45 cm. (18") por cada libra de presin disponible y estimada
en el lado de descarga de la trampa.
E.- MANTENIMIENTO DE LA RED DE DISTRIBUCION DE VAPOR
El mantenimiento de la red de distribucin de vapor estar a cargo de un
Plomero, debidamente supervisado por el Jefe de Mantenimiento.
1. MANTENIMIENTO DIARIO
1.- Toda la red de distribucin de vapor debe sr revisada diariamente para
determinar si hay prdidas en uniones, tees, codos, vlvulas, etc. Reportar
las fallas al Departamento de Mantenimiento para proceder a efectuar
cualquier reparacin que sea necesaria.
2.- Revisar las juntas de expansin ajustando los topes de sujeccin y el
prensa estopas en los casos necesarios.
3.- Revisar el aislante trmico por desprendimiento, erosin, etc.
4.- Inspeccionar las vlvulas de control para determinar si operan en
condiciones satisfactorias.
5.- Inspeccionar el funcionamiento correcto de las trampas de vapor.
2. MANTENIMIENTO MENSUAL
Realcense todas las operaciones del mantenimiento Diario, y en adicin
efectense las siguientes:
1.- Inspeccionar el estado de los anclajes y soportes del sistema de tubera.
2.- Determinar si existe vibracin en las tuberas. Aun el menor temblor puede
convertirse en algo serio si no se remedia de inmediato. Reporte cualquier
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
37
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
problema de vibracin tan pronto como sea posible para tomar las medidas
correctivas correspondientes.
3.- Los ganchos o soportes doblados o desprendidos causan drenajes inapropiados
y deformacin de las juntas y pueden finalmente causar escapes. Cualquier
defecto debe reportarse y corregirse los desalineamientos cuando ellos
existan. Asegurarse que cada gancho est montado adecuadamente para
soportar la tubera.
4.- Limpiar la superficie exterior de las tuberas de tal forma que los escapes
y los desperfectos del forro aislante puedan ser fcilmente vistos y
reparados. Pinte de acuerdo al cdigo de colores disponible cuando sea
necesario.
5.- Repare cualquier rotura o grieta que tenga el forro aislante.
6.- Comprobar todos los equipos que trabajan con vapor por su buen
funcionamiento.
7.- Revisar los tanques de condensado y sus accesorios.
8.- Revisar el funcionamiento de las vlvulas reductoras de presin. Poner
atencin a ruidos extraos durante la operacin. Chequear la presin
correcta del lado de baja presin.
9.- Chequear las tuberas de entrada y salida a las vlvulas y asegurarse que no
ocasionan deformacin en el cuerpo de la vlvula.
10.-Limpiar los filtros de toda la instalacin.
3.
MANTENIMIENTO TRIMESTRAL
Realcense todas las operaciones correspondientes al mantenimiento mensual y
en adicin efectense las siguientes:
Chequear todas las vlvulas del sistema de distribucin para asegurarse de que estn
en condiciones adecuadas de trabajo. Si presentan alguna anormalidad reprtela y
reprela lo ms pronto posible. Examine la tubera de alimentacin y de descarga y
asegrese que estas no producen deformaciones en el cuerpo de la vlvula. Para
inspeccionar las vlvulas sgase el procedimiento que a continuacin se describe.
PROCEDIMIENTO PARA INSPECCIN MANTENIMIENTO DE VLVULAS
Y TRAMPAS DE VAPOR
VLVULAS DE CIERRE
1.- Operar la vlvula para asegurarse de su funcionamiento correcto.
2.- Si el vstago gira libremente apretar los tornillos de la tapa de ajuste hasta que los
resultados de las operaciones sean adecuados. Si el vstago se traba, lubrquelo. Si hay
que aflojar los tornillos de la tapa de ajuste para librar el vstago reajstelos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
38
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
apropiadamente.
3.- Lubricar con grasa o lubricante denso siguiendo las recomendaciones del
fabricante.
4.- Si es necesario desmontarla quitar todo el lubricante endurecido en el
vstago las ranuras o partes del sistema de lubricacin, al reensamblar, rellenar
con lubricante adecuado segn las recomendaciones del fabricante.
VLVULAS DE SEGURIDAD
l.- Chequear cada vlvula para ver si tiene escapes. Repare y esmerile cuando
sea necesario.
2.- Operar las vlvulas manualmente hasta que la presin llegue al punto de
seguridad. Observe si la vlvula opera en forma adecuada. Repare cualquier
falla de acuerdo a las instrucciones del fabricante.
VLVULAS DE RETENCIN
1.- Chequee si las vlvulas tienen escapes cuando est en la posicin cerrada.
Los escapes pueden ser detectados por su sonido caracterstico o por el goteo
cuando los drenajes en el lado cerrado de la vlvula estn abiertos.
2.- Asegurarse que la vlvula cierra correctamente al invertir el flujo.
3.- Si es necesario hay que desensamblar la vlvula y limpiar todos los
componentes y asegurarse que no hay excesiva friccin en la bisagra.
VLVULAS DE REDUCCIN DE PRESION
1.- Desensamble y examine la condicin de las partes. Limpiar, lubricar y
reemplazar partes defectuosas.
2.- Examinar el estado del asiento, si est daado reemplazarlo.
VLVULAS DE CONTROL
Sgase el mismo procedimiento que para vlvulas de reduccin de presin.
VLVULAS DE LIMPIEZA Y DESCARGA
1.- Asegurarse que la vlvula opera en buenas condiciones.
2.- Reparar las vlvulas que fuguen.
VLVULAS DE VENTILACIN
1.- Asegrese que funcionan adecuadamente.
2.- Si es necesario desmontar e inspeccionar los componentes. Determinar los
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
39
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
efectos de la corrosin y reemplazar las partes que sea necesario. Examinar los
asientos y la condicin del flotador.
Para reparaciones seguir las indicaciones del fabricante.
TRAMPAS DE VAPOR
1.- Inspeccionar cada unidad por el tapn de inspeccin. Al abrir el tapn no
debe salir vapor. La falla en la operacin de las trampas puede detectarse por el
ruido, una trampa que falla tiene un sonido continuo ocasionado por al fuga de
vapor. Las trampas que funcionan en forma adecuada tiene ruido intermitente
caracterstico.
2.- Si la superficie exterior de la trampa est fra esto indica que no descarga
apropiadamente. Una forma prctica de determinar si las trampas operan en
condiciones adecuadas es medir la cantidad de agua que descargan. En
cualquier caso que se sospeche que no descargan en forma adecuada deben
inspeccionarse.
3.- Si es necesario desensamble y examine el estado de los asientos,
reemplace o repare las partes daadas.
MANTENIMIENTO ANUAL
Adems de las operaciones de mantenimiento diario, mensual y trimestral.
Procdase a ejecutar las siguientes:
1.- Desmontar las trampas de vapor para asegurarse de que todos sus
elementos funcionan en condiciones adecuadas. Limpiar y reemplazar cualquier
parte que sea necesaria.
2.- Revisar y ajustar todos los manmetros de la instalacin.
3.- Quitar la tapa de las vlvulas de retencin, inspeccionar la bisagra y el buje
por si tiene movimiento libre o desgaste excesivo. Quitar cualquier suciedad o
materia extraa alojada en la vlvula; repare o reemplace las partes daadas.
4.- Cambiar las empacaduras de las juntas de expansin.
5.- Inspeccionar todas las vlvulas del sistema de distribucin para asegurarse
que funcionan en condiciones adecuadas y efectuar cualquier reparacin que
sea necesaria. En cada caso sganse las instrucciones del fabricante.
6.- Inspeccionar y probar las vlvulas de seguridad.
REPARACIN DE VLVULAS
A continuacin se describe el procedimiento para repara vlvulas de compuerta y
vlvulas de globo. En general se puede usar un procedimiento similar con algunas
modificaciones, para cualquier otro tipo de vlvula.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
40
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
REPARACIN ASIENTOS DE VALVULAS DE COMPUERTA
1.- Destape la vlvula, limpie y examine el disco y el cuerpo para determinar
la extensin del dao. Si el metal est corrodo reemplace las vlvulas
por una nueva, si no, proceda con los pasos siguientes:
2.- Quite el vstago del sombrerete de la vlvula. Chequee si tiene picaduras
donde van montadas las empaquetaduras. General-mente una ligera
pulida con papel de lija fino es suficiente para dejarlo en buenas
condiciones. Use una prensa de banco para ejecutar esta operacin.
3.- Quite la empacadura y limpie la estopera. Limpie interiormente el
sombrerete de la vlvula y todas sus partes, elimine todo el sucio y xido.
4.- Quite las empacaduras viejas y reemplcelas por empacaduras nuevas de
calidad y tamao apropiado.
5.- Monte el disco en la prensa con la cara hacia arriba. Proceda a limpiar la
superficie del disco con un pedazo de lija extrafina montado en una
herramienta plana. Quite la menor cantidad de metal que sea posible.
6.- Para eliminar grietas y rayas en los anillos del cuerpo de la vlvula use un
procedimiento de esmerilado, use una piedra de esmeril suficientemente
pequea para permitir el esmerilado de todas las superficies. Trabaje
cuidadosamente y observe los progresos a medida que se va efectuando la
operacin. Evite quitar excesiva cantidad de metal.
7.-. Despus de esmerilado cubra las caras de disco con azul de prusia y mntelo
sobre el cuerpo a fin de probar el asiento cuando se obtenga un contacto
continuo entre disco y los asientos de la vlvula, puede ser reensamblada.
8.- Para reensamblar inserte el vstago en el sombrerete de vlvula y
ensamble en cuerpo de la misma. Levante el disco para prevenir
contactos con los asientos. Apriete la junta de Ia tapa. Chequee siempre
las vlvulas despus de ponerlas e servicio.
RECTIFICADO DEL DISCO DE LAS VLVULAS DE GLOBO
1.- Desensamble la vlvula. (Nunca use una llave de tubos en la tapa de la vlvula).
Examine todas las partes a medida que s van des-montando. Quite la empacadura
fuera de la estopera.
2.- Quite el vstago del sombrerete de la vlvula. Monte el disco en una
prensa v afloje el anillo que lo une con el vstago. Quite el vstago y coloque
un pedacito de metal o una moneda dentro del disco. En esta forma se
elimina el juego entre el disco y el vstago. La vlvula queda lista para
rectificar.
3.- Aplique una base para esmerilar, en el disco y en el asiento. Use una
pequea cantidad. Monte el sombrerete sobre el cuerpo de la vlvula dando a
la tapa o al anillo de montaje 2 o 3 vueltas a fin de que el vstago quede
guiado haga oscilar el volante de la vlvula hasta que todas las picaduras y
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
41
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
rayas si eliminen y quede la superficie de asiento completamente lisa y plana.
No esmerile sino lo mnimo necesario.
4.- Cuando sea necesario quitar los anillos de asiento use una herramienta
especial, para evitar cualquier dao al cuerpo de la vlvula.
CAMBIO DEL DISCO DE LA VLVULA DE GLOBO
1.- Gire el vstago pasta la posicin de abierto.
2.- Quite la tapa de la vlvula.
3.- Quite el portadisco.
4.- Quite el disco del portadisco, aflojando la tuerca que est del lado inferior.
5.- Reemplace el disco.
6.- Reensamble.
I.
RECOMENDACIONES GENERALES DE INSTALACIN:
a) Utilice una trampa para cada equipo que use vapor.
b) No instale nunca una sola trampa para un grupo de unidades.
c) Instale uniones universales a cada lado de la trampa y a igual distancia,
para facilitar su desmontaje y mantenimiento.
d) Las tuberas horizontales de Ilegada a la trampa deben tener una leve
inclinacin hacia la trampa para evitar un sello de vapor.
F.- COMBUSTIN
El control de la combustin se realizar mediante un anlisis peridico de los gases
de escape.
El anlisis ordinario de gases dar las proporciones del volumen de Bixido de
carbono (C02), Monxido de carbono (CO) y oxgeno (02), el nitrgeno se
determinar restando la suma de los tres anteriores de 100. Esto permitir controlar
la combustin.
La presencia de Bixido de carbono en el anlisis de los gases de combustin
indica que la combustin es incompleta, por lo que debe suministrarse ms aire a la
llama.
A falta de analizadores de gases, el color de la llama ser el indicativo de la
eficiencia de combustin. A mayor temperatura en el hogar corresponde una mayor
eficiencia.
Blanco brillante
Blanco
Naranja claro
1426 C
1200 C
936 C
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
42
BUENAS PRACTICAS DE MANUFACTURA
Rojo cereza brillante
Rojo cereza opaco
Rojo oscuro
Rojo opaco
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
760 C
622 C
483 C
536 C
G.- RECOMENDACIONES GENERALES
a) Todos los das al apagar la caldera, cierre la vlvula de salida de vapor deje en
automtico el switch de la bomba de alimentacin.
b) No se debe permitir fugas de vapor por llaves, registros, etc., por lo que hay
que corregir estas anomalas en el menor tiempo posible. En caso de cualquier
anormalidad debe ser reportada al Jefe de Mantenimiento.
c) No se debe permitir que la caldera tenga aceite en su interior, porque causar
el aflojamiento de los tubos de fuego. De existir aceite en el cristal del nivel de
agua; deber pararse la caldera, esperar su enfriamiento y vaciarla
completamente, despus de abrir la llave de purga de aire en la parte superior
(en calderas no equipadas con rompedor de vaco) enjuguese la caldera
hasta eliminar el aceite.
d) Despus de apagar el Caldera en el da deber efectuarse inmediatamente la
purga.
8.2CONCILIACIN Y PERDIDA DE HERRAMIENTAS
Al ingreso, final y/o cuando amerita ingreso de personal de mantenimiento a planta
para realizar mantenimiento preventivo/correctivo de los equipos y/o maquinaria; se
revisarn sus herramientas mediante un check list donde se indicara sus
herramientas portables y nmero de piezas sueltas.
En caso se perciba la ausencia de alguna herramienta durante la revision se
informar de inmediato de manera verbal al Jefe de Produccin y Gerente General,
y se documentar dicho acontecimiento. Se paralizarn las labores, bloquendose el
lote de producto procesado con el equipo en cuestin al que el personal de
mantenimiento le realizo mantenimiento (mediante el cartel rojo de BLOQUEO, ver
procedimiento de producto no conforme en el manual SA) y se revisar todo el rea
y el lote hasta encontrar la herramienta extraviada. Si se compromete la seguridad
del alimento se proceder a eliminar dicho producto evitando el riesgo al cliente.
8.3CONCILIACIN Y PERDIDA DE PARTES SUELTAS DE EQUIPOS
Al inicio de la jornada diaria o parada de produccin se revisarn las partes sueltas
de los equipos mediante un check list donde se indica el equipo y nmero de piezas
sueltas.
En caso se perciba la ausencia de alguna pieza durante las actividades se informar
de inmediato de manera verbal al Jefe de Produccin y Gerente General, y se
documentar dicho acontecimiento. Se paralizarn las labores, bloquendose el lote
de producto procesado con el equipo en cuestin (mediante el cartel rojo de
BLOQUEO, ver procedimiento de producto no conforme en el manual SA) y se
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
43
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
revisar todo el lote hasta encontrar la pieza extraviada. Si se compromete la
seguridad del alimento se proceder a eliminar dicho producto evitando el riesgo al
cliente.
8.3. LIMPIEZA ANTES DE SU LIBERACIN
Antes de ser nuevamente utilizados, los equipos reparados deben ser previamente
higienizados y desinfectados tal y como indica el programa de limpieza y
desinfeccin, luego se colocar el cartel Verde de LIBERACION, hasta su uso.
8.4. VERIFICACION Y CALIBRACION DE EQUIPOS E INSTRUMENTOS DE MEDICION
El Supervisor de Calidad realiza diariamente las verificaciones del peso de
balanzas utilizando pesas patrn. Cuando existan variaciones de peso, o cuando el
programa indique mantenimiento y calibracin del equipo, el Jefe de Calidad
bloquear el uso del equipo mediante el cartel de bloqueo, indicando prohibido su
uso.
El Supervisor de Calidad realiza diariamente las verificaciones de temperatura de
termometro utilizando termometro patrn. Cuando existan variaciones de
termometro, o cuando el programa indique mantenimiento y calibracin del equipo,
el Jefe de Calidad bloquear el uso del equipo mediante el cartel de bloqueo,
indicando prohibido su uso. Ademas se realiza verificacin de deteccin y
rechazo positivo de cada producto con el estndar.
El Supervisor de Calidad realiza segn se establezca produccin para Cliente
DELOSI las verificaciones de deteccin de metales utilizando estndares patrn 1.5
mm ferroso, 2.5 mm acero inoxidable, 2.0 mm no ferroso.
Cuando existan variaciones de detector de metales y no responda positivamente a
estndares de calidad , o cuando el programa indique mantenimiento y calibracin
del equipo, el Jefe de Calidad bloquear el uso del equipo mediante el cartel de
bloqueo, indicando prohibido su uso.
Desviaciones del proceso
Defecto
: producto mal monitoreado
Causa
: maquina descalibrada
Accin correctiva: bloquear el uso del equipo mediante el cartel de
bloqueo, indicando prohibido su uso; calibracin de la mquina.
Monitorear nuevamente el producto
Defecto
: Alerta con alarma, indicador luminoso rojo y
mecanismo de interrupcin de banda
Causa
: Producto con presencia de metales
Accin correctiva:
1. Rechazo de producto llevndolo a zona de cuarentena para
su desecho respectivo.
2. Reinicio y calibracin de la mquina.
3. Registro de incidencia
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
44
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
8.4.1VERIFICACIN DE TERMOMETROS:
II.
OBJETIVO
Mantener en todo momento la confiabilidad en las lecturas de los diferentes
termmetros utilizados en la planta y laboratorio.
III.
ALCANCE
Se aplica a todos los termmetros de penetracin de la empresa
IV.
RESPONSABILIDAD
Supervisor de Calidad y Jefe de Control de calidad
V.
MATERIALES Y EQUIPOS
Termmetro Patrn
Termmetros digitales de penetracin.
Agua caliente.
VI.
DESCRIPCIN
Colocar el termmetro Patrn (T1) junto con el termmetro a verificar (T2) en
recipiente con agua a temperatura ambiente.
Dejar los termmetros hasta no percibir variacin en las lecturas (tiempo no
menor a 3 minutos)
Realizar la lectura correspondiente en simultneo para ambos termmetros y
anotarlas en el formato correspondiente
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
45
BUENAS PRACTICAS DE MANUFACTURA
-
Repetir el procedimiento utilizando agua caliente a temperaturas cercanas a
60C y hacer la lectura.
Registrar los resultados.
Colocar rtulo en el termmetro con el factor de correccin.
VII.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
RECOMENDACIONES
En caso que se tenga duda sobre el estado de calibracin del equipo se puede
realizar en fecha previas a la fecha programada.
Los termmetros patrones deben permanecer en el laboratorio de control de calidad
y mantenerse protegidos de golpe y suciedad
FRECUENCIA
Mantenimiento de termometros segn programa de mantenimiento preventivo y
segn lo amerite se realizara mantenimiento correctivo.
La calibracin de balanzas es anual, por terceros, quienes deben estar acreditados
por el organismo oficial de acreditacin INDECOPI.
La verificacin de los termmetros es quincenal
La calibracin del termmetro patrn es anual por terceros, quienes deben estar
acreditados por el organismo pertinente (INDECOPI).
REGISTROS
Programa de mantenimiento y calibracin de maquinaria y equipos.
Certificado de calibracin y/o informe de verificacin de equipos.
REGISTRO DE MANTENIMIENTO (PREVENTIVO Y CORRECTIVO) Y
CALIBRACION DE EQUIPOS E INSTRUMENTOS
8.4.2 VERIFICACION DE BALANZAS
I.
OBJETIVO
Garantizar la confiabilidad en los pesos y descartar la desviacin generada por
equipos no calibrados.
II.
ALCANCE
Aplicable a las Balanzas del Laboratorio y Planta de la empresa
III.
RESPONSABILIDAD
Jefe de Calidad
IV.
MATERIALES Y EQUIPOS
Pesas Patrn
Balanzas de planta y laboratorio
Guantes, papel tissue
DESCRIPCIN
V.
Limpiar las balanzas y sus platillos con un pao humedecido con alcohol.
Centrar la burbuja (en caso presente) girando las perillas de las patas del
equipo.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
46
BUENAS PRACTICAS DE MANUFACTURA
Uso diario
VI.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Coger con pinzas o guantes el cuello de las pesas patrn con cuidado de no
golpearlas. Utilizar las que sean necesarias de acuerdo a la capacidad
mxima del equipo.
Colocar la pesa correspondiente en el centro del platillo. Dependiendo de la
precisin a decimales o el rango de la balanza a utilizar las pesas patrn sern
de 1000, 500, 100 g.
Registrar el peso en los formatos correspondientes y si se encuentra dentro o
fuera de rango de acuerdo con la especificacin en el formato.
Cualquier desviacin es comunicada a Gerencia, para solicitar la calibracin
por terceros.
Prender el equipo en ON
Limpiar el equipo
Centrar la burbuja
Tarar con recipiente
Pesar el producto, insumo, materia prima de acuerdo a lo solicitado.
Terminada la operacin, destarar la balanza
Colocar en funcin OFF.
Si es necesario, cargar la batera por lo menos 12 horas continuas
RECOMENDACIONES
En caso que se tenga duda sobre el estado de calibracin del equipo se puede
realizar en cualquier otra fecha
Los patrones de calibracin deben estar limpios y mantenerse siempre protegidos de
golpe y suciedad
Se recomienda que el servicio externo de mantenimiento preventivo de la balanza se
realice en la misma planta.
La calibracin de los equipos e instrumentos se realiza por terceros, se anotan en el
formato los datos correspondientes: persona y/o empresa responsable de la
calibracin del equipo, equipo, fecha, conformidad de la calibracin y fecha de re
ingreso a planta
Una vez calibrado el equipo y antes de su ingreso a planta se verificar el equipo y,
de ser el caso, se conciliarn las piezas.
Se colocar un cartel Amarillo, indicando el estado de CUARENTENA del equipo,
indicando el motivo de la cuarenta y su inamovilidad hasta la liberacin del mismo.
El Jefe de Calidad es el responsable de verificar el correcto funcionamiento del
equipo o el instrumento de medicin. Si la verificacin es satisfactoria se coloca el
cartel de LIBERACION, y se notifica al Jefe de Produccin para su ingreso a planta.
En el registro se anotar la fecha de reincorporacin.
FRECUENCIA
Mantenimiento de maquinarias y equipos segn programa de mantenimiento
preventivo y segn lo amerite se realizara mantenimiento correctivo.
La calibracin de balanzas es anual, por terceros, quienes deben estar acreditados
por el organismo oficial de acreditacin INDECOPI.
La verificacin de las balanzas es diaria, utilizando las pesas patrn.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
47
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
REGISTROS
Programa de mantenimiento y calibracin de maquinaria y equipos.
Certificado de calibracin y/o informe de verificacin de equipos.
BPM- 002A: CONCILIACION DE PIEZAS DE EQUIPOS
BPM- 002B: CONCILIACION DE HERRAMIENTAS
BPM-002C: REGISTRO DE MANTENIMIENTO (PREVENTIVO Y CORRECTIVO)
Y CALIBRACION DE EQUIPOS E INSTRUMENTOS
8.4.3 VERIFICACION DE DETECTOR DE METALES
VII.
OBJETIVO
Garantizar la confiabilidad en la deteccin de metales y descartar la desviacin
generada por equipos no calibrados.
VIII.
ALCANCE
Aplicable a Detector de metales
IX.
RESPONSABILIDAD
Jefe de Calidad
X.
MATERIALES Y EQUIPOS
Estandares patrn 1.5mm ferroso, 2.5mm acero inoxidable, 2.0mm no ferroso
Detector de metales
Guantes, papel tissue
XI.
DESCRIPCIN
-
Limpiar el detector de metales y sus su faja con un pao humedecido con
alcohol.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
48
BUENAS PRACTICAS DE MANUFACTURA
-
Uso diario
-
XII.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Identificar producto en maquina.
Coger con pinzas o guantes los estandares con cuidado de no golpearlas.
Utilizar las que sean necesarias de acuerdo a lo establecido.
Colocar el estndar correspondiente en el centro de la faja. Dependiendo de la
categora: Todos los productos distintos a pollo fresco y congelado a granel o
frutas y verduras prelavadas se utiliza los estndares siguientes: 1.5mm
ferroso, 2.5mm acero inoxidable, 2.0 mm no ferroso.
Registrar el resultado en los formatos correspondientes y si se encuentra
dentro o fuera de rango de acuerdo con la especificacin en el formato.
Cualquier desviacin es comunicada a Gerencia, para solicitar la
mantenimiento y calibracin por terceros.
Prender el equipo en ON
Limpiar el equipo
Identificar producto
Verificar deteccin de metales con estndares 1.5mm ferroso, 2.5mm acero
inoxidable, 2.0 mm no ferroso.
Pasar el producto con los estndares
de acuerdo a lo establecido
anteriormente.
Terminada la operacin, iniciar deteccin de metales de todos los productos
terminados
Se realiza verificacin de deteccin de estndares al inicio de lote de
produccin, durante la operacin, si se diera el caso de un receso y al final de
la produccin.
RECOMENDACIONES
En caso que se tenga duda sobre el estado de calibracin del equipo se bloqueara
para su respectivo mantenimiento y calibracin.
Los patrones de calibracin deben estar limpios y mantenerse siempre protegidos de
golpe y suciedad
Se recomienda que el servicio externo de mantenimiento preventivo de la detector
de metales se realice en la misma planta.
La calibracin de los equipos e instrumentos se realiza por terceros, se anotan en el
formato los datos correspondientes: persona y/o empresa responsable de la
calibracin del equipo, equipo, fecha, conformidad de la calibracin y fecha de re
ingreso a planta
Una vez calibrado el equipo y antes de su ingreso a planta se verificar el equipo y,
de ser el caso, se conciliarn las piezas.
Se colocar un cartel Amarillo, indicando el estado de CUARENTENA del equipo,
indicando el motivo de la cuarenta y su inamovilidad hasta la liberacin del mismo.
El Jefe de Calidad es el responsable de verificar el correcto funcionamiento del
equipo o el instrumento de medicin. Si la verificacin es satisfactoria se coloca el
cartel de LIBERACION, y se notifica al Jefe de Produccin para su ingreso a planta.
En el registro se anotar la fecha de reincorporacin.
FRECUENCIA
Mantenimiento de maquinarias y equipos segn programa de mantenimiento
preventivo y segn lo amerite se realizara mantenimiento correctivo.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
49
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
La calibracin de detector de metales es anual, por terceros, quienes deben estar
acreditados por el organismo oficial de acreditacin INDECOPI.
La verificacin de detector de metales es segn programa establecido para cliente
DELOSI, utilizando los estndares ya mencionados.
terceros, quienes deben
estar acreditados por el organismo pertinente
(INDECOPI).
REGISTROS
Programa de mantenimiento y calibracin de maquinaria y equipos.
Certificado de calibracin y/o informe de verificacin de equipos.
BPM-002C: REGISTRO DE MANTENIMIENTO (PREVENTIVO Y CORRECTIVO)
Y CALIBRACIN DE EQUIPOS E INSTRUMENTOS
BPM 013C: REGISTRO DE DETECCIN DE METALES
BPM 013D: VERIFICACIN DE DETECTOR DE METALES
INSTRUCTIVO: VERIFICACION Y CALIBRACION DEL TERMOMETRO
-
Colocar el termmetro Patrn (T1) junto con el termmetro a verificar (T2) en
recipiente con agua a temperatura ambiente.
Dejar los termmetros hasta no percibir variacin en las lecturas (tiempo no
menor a 3 minutos)
Realizar la lectura correspondiente en simultneo para ambos termmetros y
anotarlas en el formato correspondiente
Repetir el procedimiento utilizando agua caliente a temperaturas cercanas a
60C y hacer la lectura.
Registrar los resultados.
Colocar rtulo en el termmetro con el factor de correccin.
INSTRUCTIVO: VERIFICACION Y USO DE BALANZA
-
Limpiar las balanzas y sus platillos con un pao humedecido con alcohol.
Centrar la burbuja (en caso presente) girando las perillas de las patas del
equipo.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
50
BUENAS PRACTICAS DE MANUFACTURA
-
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Coger con pinzas o guantes el cuello de las pesas patrn con cuidado de no
golpearlas. Utilizar las que sean necesarias de acuerdo a la capacidad
mxima del equipo.
Colocar la pesa correspondiente en el centro del platillo. Dependiendo de la
precisin a decimales o el rango de la balanza a utilizar las pesas patrn sern
de 1000, 500, 100 g.
Registrar el peso en los formatos correspondientes y si se encuentra dentro o
fuera de rango de acuerdo con la especificacin en el formato.
Cualquier desviacin es comunicada a Gerencia, para solicitar la calibracin
por terceros.
Uso diario
-
Prender el equipo en ON
Limpiar el equipo
Centrar la burbuja
Tarar con recipiente
Pesar el producto, insumo, materia prima de acuerdo a lo solicitado.
Terminada la operacin, destarar la balanza
Colocar en funcin OFF.
Si es necesario, cargar la batera por lo menos 12 horas continuas
INSTRUCTIVO: VERIFICACION Y USO DE DETECTOR DE METALES
-
Uso diario
-
Limpiar el detector de metales y sus su faja con un pao humedecido con
alcohol.
Identificar producto en maquina.
Coger con pinzas o guantes los estandares con cuidado de no golpearlas.
Utilizar las que sean necesarias de acuerdo a lo establecido.
Colocar el estndar correspondiente en el centro de la faja. Dependiendo de la
categora: Todos los productos distintos a pollo fresco y congelado a granel o
frutas y verduras prelavadas se utiliza los estndares siguientes: 1.5mm
ferroso, 2.5mm acero inoxidable, 2.0 mm no ferroso.
Registrar el resultado en los formatos correspondientes y si se encuentra
dentro o fuera de rango de acuerdo con la especificacin en el formato.
Cualquier desviacin es comunicada a Gerencia, para solicitar la
mantenimiento y calibracin por terceros.
Prender el equipo en ON
Limpiar el equipo
Identificar producto
Verificar deteccin de metales con estndares 1.5mm ferroso, 2.5mm acero
inoxidable, 2.0 mm no ferroso.
Pasar el producto con los estndares
de acuerdo a lo establecido
anteriormente.
Terminada la operacin, iniciar deteccin de metales de todos los productos
terminados
Se realiza verificacin de deteccin de estndares al inicio de lote de
produccin, durante la operacin, si se diera el caso de un receso y al final de
la produccin.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
51
BUENAS PRACTICAS DE MANUFACTURA
8.
II.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
PERSONAL
OBJETIVO
Asegurar que quienes tienen contacto directo o indirecto con los alimentos no
tengan probabilidades de contaminacin mediante:
a.
b.
El mantenimiento de un grado adecuado de aseo personal.
El cumplimiento de las disposiciones y normas de higiene durante
las actividades.
c.
El control y seguimiento del estado de salud, la higiene y
comportamiento del
personal.
II.
III.
ALCANCE
El presente procedimiento es aplicable al personal y visitantes en contacto directo o
indirecto con la materia prima, materiales de envasado, producto en proceso y
producto terminado.
RESPONSABLE
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
52
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
El Jefe de Calidad, Jefe de Produccin y Gerente General son responsables de la
correcta aplicacin del presente procedimiento.
IV.
REFERENCIAS
Manual de Buenas prcticas de Manufactura.
Principios Generales de Higiene de los Alimentos del Codex Alimentarius CAC/RCP
1-(1969), Rev 4-2003.
D.S. N 007-98.S.A. Reglamento Sobre Vigilancia y Control Sanitario de Alimentos y
Bebidas.
V.
DEFINICIONES
Control de enfermedades: Cualquier persona quien por examen mdico o por
observacin del supervisor, muestra tener o parece tener una enfermedad, lesin
abierta incluyendo ampollas, llagas, lceras o heridas infectadas, o cualquier otra
fuente anormal de contaminacin microbiana por lo cual existe la posibilidad
razonable que alimentos, superficies en contacto con alimentos o material de
empaque de alimentos sean contaminados, tiene que ser excluido de cualquier
operacin que pueda resultar en una contaminacin hasta que sea corregida la
condicin.
Manipulador de alimentos: Toda persona que manipule directamente alimentos
envasados o no envasados, equipo y utensilios utilizados para los alimentos o
superficies que entren en contacto con los alimentos y que se espera, por tanto,
cumplan con los requerimientos de higiene de los alimentos.
Higiene alimentaria.- Comprende las condiciones y medidas necesarias para la
produccin, elaboracin, almacenamiento, distribucin de los alimentos, destinados
a garantizar la inocuidad de los alimentos.
Higiene-. Ciencia que trata de la salud y de su conservacin
ETAS: Enfermedades transmitidas por los alimentos.
Visitante(s): Persona(s) ajena a las labores de produccin en la lnea de proceso.
VI.
CONDICIONES BASICAS
No se acepta el ingreso a las reas de proceso a la persona que manifieste o
evidencie los sntomas mencionados en la Norma Interna para el personal, con
respeto a la salud.
Mantener un abastecimiento constante de agua potable, jabn antibacterial, alcohol
desinfectante y papel toalla o medios de secado de manos apropiados.
Los servicios higinicos y dems facilidades sanitarias se mantienen en condiciones
adecuadas de higiene y mantenimiento para el cumplimiento del presente
procedimiento.
El Gerente General es responsable de mantener una provisin constante de
uniformes tanto para el personal interno como visitantes.
El personal manipulador de alimentos debe cumplir con las normas internas
establecidas con respecto a higiene personal, comportamiento personal, control de
salud y lavado de manos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
53
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Tener un botiqun de primeros auxilios para el control de las heridas suministrado por
el Gerente General.
Verificar la aplicacin de las normas internas para el personal.
VII.
DISPOSICIONES ESPECIFICAS
Los indicadores que demuestran que la persona esta apta para trabajar como
manipulador de alimentos:
-
Deteccin de parsitos intestinales
Deteccin de enfermedades venreas
Se realiza anlisis de deteccin de tuberculosis a personal encargado de
Desinfeccion de vegetales, cocinero (operario en marmita), operarios de licuadora y
molino coloidal, envasadores (sellador y pesador de envasado) (envasadores de
manera manual) y operario de maquina automatizada.
Los manipuladores de alimentos recibirn capacitacin en temas de higiene y
conducta personal, de acuerdo a lo estipulado en el procedimiento de capacitacin y
entrenamiento.
Anualmente, el manipulador de alimentos recibe como mnimo dos juegos de
uniformes.
VIII.
DESCRIPCION DEL PROCEDIMIENTO
8.1.
AL INICIO DE LA CONTRACION
Solicitar el certificado de salud y carnet de sanidad de todo personal nuevo que
ingrese al rea de producciny archivarlo en el rea de aseguramiento de la calidad.
8.2.
SEGUIMIENTO DE ENFERMEDADES/LESIONES DURANTE EL TRABAJO
Si el personal durante su labor sufre lesiones o presenta los sntomas de
enfermedad infecciosa, se le asiste con los primeros auxilios. Si es necesario se
transfiere al centro de salud ms cercano cuando la lesin sea grave o cuyos
sntomas evidencien gravedad del estado de salud. Este acontecimiento se registra
en el formato Ficha del personal
El Jefe de Produccin y/o Supervisor de Calidad realiza el seguimiento respectivo
de la enfermedad o lesin del personal manipulador y decide si es necesario su re
ubicacin a un rea distinta o retiro de la planta.
El Jefe de Calidad evala y toma las medidas necesarias para detectar recurrencia
de ETAS en el personal, comunica al Gerente General para su discusin en la
reunin del comit. Se registra el suceso en la ficha personal.
8.3.
SEGUIMIENTO SEMESTRAL / ANUAL DE ENFERMEDADES
La empresa gestiona los servicios mdicos (posta mdico y/o mdico contratado)
para la renovacin semestral y anual, segn los indicadores, de los certificados de
salud, basndose en los indicadores de salud mencionados en el tem VII.
Se registran los resultados de la evaluacin del estado de salud del personal en la
Ficha del personal.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
54
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
De encontrar evidencia de enfermedad contagiosa en el manipulador de alimentos,
el comit evala su permanencia en la empresa.
8.4.
CONTROL DE HIGIENE Y CONDUCTA DEL PERSONAL
Se verifica permanentemente el cumplimiento de la norma interna para el personal,
con respecto a higiene del personal y comportamiento del personal.
Diariamente, el supervisor de Calidad inspecciona la higiene del personal antes de
inicio de las actividades y registra los resultados en el formato de Control de Higiene
del Personal.
Para verificar el cumplimiento se verifica todo el personal.
8.5.
CONTROL DE VISITANTES
Slo ingresan a las reas de proceso los visitantes que no presenten alguna lesin o
enfermedad que puedan afectar la inocuidad de los alimentos.
El visitante recibe una cartilla o puede visualizarla directamente, donde se
recomienda el cumplimiento de las normas de higiene, adems debe usar la
indumentaria adecuada para el ingreso a las reas.
IX.
REGISTROS
BPM-001 Ficha Personal
PHS-005.Control de Higiene Personal
Normas internas.
Cartilla de lavado de manos
Cartilla de visitantes.
NORMAS INTERNAS DEL PERSONAL
I.
OBJETIVO
Asegurar que el personal manipulador de alimentos que tiene contacto directo e
indirecto no contamine los alimentos, insumos, envases o superficies de contacto.
II.
ALCANCE
Todo el personal manipulador involucrado en las actividades de produccin,
envasado, almacenaje y distribucin.
III.
RESPONSABILIDAD
Todo el personal que tiene contacto directo e indirecto con insumos, envases,
productos y superficies de contacto directo con los alimentos.
IV.
DESCRIPCION
4.1.
CON RESPECTO A LA HIGIENE DEL PERSONAL
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
55
BUENAS PRACTICAS DE MANUFACTURA
a.
b.
c.
d.
e.
f.
g.
h.
i.
j.
k.
l.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Cuidar de su aseo personal: ducha diaria, lavado de cabello.
El personal manipulador debe vestir el uniforme (pantaln, chaqueta,
mandil, toca y botas) limpio y en buen estado. Tambin los visitantes deben
cumplir esta norma. Adems debe vestir mandil, guantes y mascarilla cuando
las actividades lo requieran.
El uniforme es de uso exclusivo en planta, por lo que el personal antes de
retirarse se cambiar de ropa.
Antes del ingreso a las reas de proceso, el personal debe lavar y
desinfectar las botas.
Lavarse las manos antes de iniciar las actividades, cada vez que use los
servicios higinicos, cuando se manipule material sucio o contaminado y las
veces necesarias.
El cabello deber mantenerse limpio, corto y cubierto.
Las uas deben conservarse cortas y limpias.
La barba debe llevarse corta, arreglada y cubierta con mascarilla.
El personal femenino no debe usar maquillaje, uas postizas o barniz de
uas.
Est prohibido el uso de pestaas postizas, relojes de pulsera o joyas.
No llevar artculos personales, celulares, lapiceros y otros accesorios en los
bolsillos del uniforme.
Cubrir las heridas con vendajes y envoltura impermeable.
4.2.
CON RESPECTO AL COMPORTAMIENTO DEL PERSONAL
a. Esta prohibido toser o estornudar sobre los alimentos expuestos.
b. Est prohibido fumar en las reas de produccin, almacenes y transporte de
los alimentos.
c. No debe consumir goma de mascar, alimentos o bebidas en las reas de
preparacin de alimentos.
d. Est prohibido escupir en todas las zonas de la planta.
4.3.
CON RESPECTO AL MANEJO DE DESPERDICIOS
a.
Evitar arrojar bolsas, papeles, cscaras de frutas, etc. al piso de la planta,
servicios higinicos, vestuarios. Utilizar los tachos de desperdicios: los
desperdicios orgnicos sern colocados en los tachos de color AZUL, otros
desperdicios como plsticos, cintas sern colocados en los tachos BLANCO
Y CELESTE exclusivo para este uso.
4.4.
CON RESPECTO AL CONTROL DE LA SALUD
a.
Todo el personal nuevo deber presentar, antes de ingresar a trabajar, el
carnet de sanidad;
b. Todo personal que presente cualquiera de los siguientes sntomas de
enfermedades o lesiones deber comunicarse con su superior de produccin
y/o control de calidad: Diarrea, vmitos, fiebre, dolor de garganta, lesiones o
heridas de la piel visiblemente infectadas.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
56
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
CARTILLA
Buenas Prcticas de Manufactura para VISITANTES:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
57
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
BUENAS PRACTICAS DE MANUFACTURA
Usa ropa protectora, no se podr ingresar
a las reas de proceso con la ropa de
calle.
Evita apoyarse sobre
maquinas y/o productos.
las
paredes,
No escupir en el piso.
Se prohbe presentarse en estado etlico,
toser sobre equipos y/o utensilios.
No fumar en las zonas dela planta.
No ingrese alimentos a la planta.
Siempre recuerda.
Nuestros productos son consumidos
por nuestros hijos, nuestra familia,
nuestros amigos, y por nosotros
mismos.
CARTILLA
CUANDO DEBO LAVARME LAS MANOS?
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
58
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ME DEBO LAVAR LAS MANOS.
-
Cuantas veces ingrese o abandone temporalmente las reas de preparacin de
alimentos.
Despus de usar los servicios higinicos.
Antes y despus de ingerir mis alimentos en espacios y tiempos asignados.
Despus de tener contacto con cualquier materia prima o alimento no procesado.
Despus del contacto con equipos o superficies sucias.
Despus de estornudar, toser o usar pauelos.
Despus de manipular recipientes de desperdicios.
Despus de tener contacto con ropa de calle, monedas, combustible, peridicos o
revistas.
Antes y despus de ejecutar cualquier tarea de limpieza.
Despus de tocar material de empaque o cualquier material que no sea el producto
en proceso.
PROCEDIMIENTO PARA EL LAVADO Y DESINFECCION DE MANOS Y GUANTES
- Enjuagarse con agua hasta el antebrazo
-
Aplicarse jabn liquido en las manos y antebrazo
Frotarse jabon hasta formar espuma por 20 seg. aprox.
Enjuagarse con abundante agua para eliminar el jabn
Secarse con papel toalla.
Colocar el papel toalla usado en la papelera.
Aplicarse alcohol al 70%.
Frotarse las manos hasta que estn secas.
INSTRUCTIVO: HIGIENE PERSONAL
1. Objetivo
Asegurar que el personal manipulador de alimentos que tiene contacto directo e
indirecto no contamine los alimentos, insumos, envases o superficies de contacto.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
59
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
2. Alcance
Todo el personal manipulador involucrado en las actividades de produccin,
envasado, almacenaje y distribucin.
3. Responsable
El Jefe de Produccin y Jefe de Calidad son responsables de la correcta aplicacin
del presente procedimiento.
4.
Procedimiento
4.1. HIGIENE PERSONAL
a. Cuidar de su aseo personal: ducha diaria, lavado de cabello.
b.
El personal manipulador debe vestir el uniforme (pantaln, chaqueta,
mandil, toca y botas) limpio y en buen estado. Tambin los visitantes deben
cumplir esta norma. Adems debe vestir mandil, guantes y mascarilla cuando
las actividades lo requieran.
c.
El uniforme es de uso exclusivo en planta, por lo que el personal antes de
retirarse se cambiara de ropa.
d.
Antes del ingreso a las reas de proceso, el personal debe lavar y
desinfectar las botas.
e.
Lavarse las manos antes de iniciar las actividades, cada vez que use los
servicios higinicos, cuando se manipule material sucio o contaminado y las
veces necesarias.
f.
El Cabello deber mantenerse limpio, corto y cubierto.
g.
Las uas deben conservarse cortas y limpias.
h.
La barba debe llevarse corta, arreglada y cubierta con mascarilla.
i.
El personal femenino no debe usar maquillaje, uas postizas, o barniz de
uas.
j.
Est prohibido el uso de pestaas postizas, relojes de pulsera o joyas.
k.
No llevar artculos personales, celulares, lapiceros y otros accesorios en los
bolsillos del uniforme.
l.
Cubrir las heridas con vendajes y envoltura impermeable.
4.2. COMPORTAMIENTO DEL PERSONAL
a. Est prohibido toser o estornudar sobre los alimentos expuestos.
b. est prohibido fumar en las reas de produccin, almacenes y transporte de
los alimentos.
c. No debe consumir goma de mascar, alimentos o bebidas en las reas de
preparacin de alimentos.
d. Est prohibido escupir en todas las zonas de la planta.
4.3. MANEJO DE DESPERDICIOS
a. Evitar arrojar bolsas, papeles, cscaras de frutas, etc. al piso de la planta,
servicios higinicos, vestuarios. Utilizar bolsas de plstico de color negro
para acopiar los desperdicios orgnicos. Se utilizan tachos para otros
desperdicios como plsticos, cintas, papel.
4.4. CONTROL DE LA SALUD
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
60
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
a. Todo el personal nuevo deber presentar, antes de ingresara a trabajar, el
carnet de sanidad;
b. Todo personal que presente cualquiera de los siguientes sntomas de
enfermedades o lesiones deber comunicarse con su superior de produccin
y/o control de calidad: Diarrea, vmitos, fiebre, dolor de garganta, lesiones o
heridas de la piel visiblemente infectadas.
4.5. LAVADO DE MANOS
Cuando:
- Cuantas veces ingrese o abandone temporalmente las reas de preparacin
de alimentos.
- Despus de usar los servicios higinicos.
- Antes y despus de ingerir alimentos en espacios y tiempos asignados.
- Despus de tener contacto con cualquier materia prima o alimento no
procesado.
- Despus del contacto con equipos o superficies sucias.
- Despus de estornudar, toser o usar pauelos.
- Despus de manipular recipientes de desperdicios.
- Despus de tener contacto con ropa de calle, monedas, combustible,
peridicos o revistas.
- Antes y despus de ejecutar cualquier tarea de limpieza.
- Despus de tocar material de empaque o cualquier material que no sea el
producto en proceso.
Lavado y desinfeccin de manos y guantes
- Enjuagarse con agua hasta el antebrazo
- Aplicarse jabn en las manos y antebrazo
Frotarse jabn hasta formar espuma por 20 seg aprox.
- Enjuagarse con abundante agua para eliminar el jabn
- Secarse con papel toalla.
- Colocar el papel toalla usado en la papelera
- Aplicarse alcohol al 70%.
- Frotarse las manos hasta que estn secas
4.6. VISITAS
Las visitas deben cumplir las siguientes disposiciones:
- Usar ropa protectora, no se podr ingresar a las reas de proceso con la ropa
-
de calle.
Evitar apoyarse sobre las paredes, maquinas y/o productos.
No escupir en el piso.
Se prohbe presentarse en estado etlico, toser sobre equipos y/o utensilios.
No fumar en las zonas de la planta.
No ingresar alimentos a la planta.
5. Frecuencia
Diario y las veces necesarias durante las actividades de produccin.
6. Registro
PHS- 004 Control de Higiene Personal
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
61
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
CAPITULO III
9.
CONTROL DE LAS OPERACIONES
I.
OBJETIVO
Producir alimentos inocuos y aptos para el consumo humano.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
62
BUENAS PRACTICAS DE MANUFACTURA
II.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ALCANCE
Etapas de recepcin, almacenamiento, transformacin,
envasado y distribucin de los productos.
III.
RESPONSABLES
Jefe de Calidad y Jefe de Produccin
IV.
DEFINICIONES
Alrgenos: Son protenas de ciertos alimentos que provocan manifestaciones clnicas
leves o moderadas como picor, quemazn de labios, congestin nasal, estornudos, asma,
vmitos, diarreas; hasta graves e incluso letales.
Alergias alimentarias: Son reacciones orgnicas adversas producidas por componentes
de los alimentos, denominados alrgenos. Son producidas en los individuos sensibles por
un mecanismo inmunolgico, frecuentemente mediado por inmunoglobulina E, tras la
ingestin, inhalacin o contacto con el alrgeno.
Buenas prcticas de manufactura: Conjunto de prcticas adecuadas cuya observancia
asegurar la calidad sanitaria e inocuidad de los alimentos y bebidas.
Calidad sanitaria: Conjunto de requisitos microbiolgicos, fsico-qumicos y organolpticos
que debe reunir un alimento para ser considerado inocuo para el consumo humano.
Envase: Cualquier recipiente o envoltura que contiene y est en contacto con alimentos y
bebidas de consumo humano o sus materias primas.
Estiba: Distribucin conveniente de los productos dentro de un almacn, cmara de
refrigeracin en el vehculo de transporte.
Materia prima: Todo insumo empleado en la fabricacin de alimentos y bebidas,
excluyendo los aditivos alimentarios.
Producto final: Producto terminado, envasado o sin envasar, listo para su consumo.
Rotulado: Toda informacin relativa al producto que se imprime o adhiere a un envase o lo
acompaa.
V.
PROCEDIMIENTO GENERAL
El inicio de la jornada de trabajo es en las primeras horas de la maana, las primeras
actividades son de limpieza y desinfeccin de las instalaciones y equipos.
El personal de almacn suministra los insumos y materiales solicitados por el Jefe de
Produccin, este abastecimiento se realiza durante la jornada de trabajo y al final de la
misma se retiran los insumos y materiales que no fueron utilizados.
El personal operario realiza las actividades que se le hayan designado hasta la hora del
refrigerio, en la cual las actividades se paralizan por una hora y son reiniciadas despus
del refrigerio del personal.
El personal operario contina las actividades hasta terminar la ejecucin del programa de
produccin establecido para la jornada.
Cada vez que un operario elabore un nuevo producto, limpiar y desinfectar los equipos
y utensilios involucrados y proceder a iniciar la elaboracin del nuevo producto; seguir
la misma secuencia cada vez que se requiera hasta el final de la jornada.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
63
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Queda prohibido dejar en etapa intermedia la elaboracin de un producto para el da
siguiente, a excepcin de aquellos productos que dentro de su proceso tecnolgico
requieran de mayor tiempo.
Los residuos slidos generados durante las actividades de transformacin, son
segregados y transportados hacia la zona de acopio antes de retirarse al refrigerio y al
final de la jornada.
Una vez finalizadas las actividades de elaboracin y envasado, el producto terminado fro
se almacena en las cmaras de refrigeracin (si lo requiere) o ingresa a la zona de
etiquetado para productos envasados en frascos o PET.
El personal se retira de las instalaciones previa limpieza de las reas de produccin.
VI.
FRECUENCIA
El control de calidad de la materia prima, insumos, envases y similares se realizan cada
vez que ingresen a la planta.
Las actividades de monitoreo del proceso productivo, almacenamiento, envasado y
despacho de los productos se realizan diariamente.
La evaluacin de los resultados, las modificaciones y mejoras se realizan cada vez que
sea necesario y como mnimo 1 vez al ao.
VII.
REGISTROS
BPM-005
Recepcin de materia prima, insumos, empaques
BPM-006
Control del ambiente en almacenes
BPM- 007
Control de temperaturas en cmaras de refrigeracin
BPM-008
Control de temperaturas en congelacin
BPM-009
Control de temperaturas de transporte
BPM- 010A Control del dosificado
BPM-010B
Control de flujo de Producto Terminado - insumos
BPM- 011A Control de la produccin (Licuado y enfriado)
BPM- 011B Control de la produccin (Licuado, Exhausting y enfriado)
BPM-011C
Control de la produccin (Macerado, Refinado, Homogenizado y Mezclado)
BPM-012
Control de la solucin desinfectante
BPM -013A
Control del envasado
BPM -013B
Control del etiquetado
BPM- 014
Control del despacho de producto terminado
BPM-015
Liberacin de productos
DIAGRAMA DE FLUJO
Adquisicin de materias
primas e insumos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
64
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Recepcin
Almacenado
Transformacin
( picado,
lavado, coccin, desinfeccin,
esterilizado)
Envasado
Almacenado Producto
Final
Transporte y
distribucin
9.1. ADQUISICION DE MATERIAS PRIMAS, INSUMOS, ENVASES.
PROCEDIMIENTO
La compra de materias primas, insumos y envases se realiza a proveedores previamente
aprobados (ver procedimiento detallado en el Manual de Gestin de la Inocuidad de los
Alimentos).
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
65
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
La solicitud de compra de materias primas, insumos y envases la realiza el encargado de
Almacn. La compra de materias primas, insumos y envases la realiza el rea de
administracin.
La compra de materias primas como verduras, frutas y similares se realiza teniendo
cuenta las caractersticas de madurez, color, tamao, olor y aspecto. Se rechazan
materias primas en estado de descomposicin, con presencia de parsitos, sustancias
txicas, olores extraos o cuerpos extraos que no puedan ser reducidos a niveles
aceptables.
Los insumos y envases son evaluados y comparados con los requisitos establecidos en
las especificaciones de calidad e inocuidad de la empresa, haciendo uso de la ficha
tcnica, certificado de calidad y/o muestras del insumo utilizadas en la elaboracin de los
productos.
Del total de materia prima, insumos y aditivos que se utiliza para la elaboracin de los
productos, 8 productos integran la lista de alergenos enunciados por la Directiva
2003/89/CE, estos son: huevo lquido, leche y yogurt elaborados a base de leche de vaca,
semilla de mostaza, soya y productos derivados, productos elaborados a base de harina
de trigo (el alergeno es el gluten) como galletas, pan molido, harina sin preparar; nuez
moscada, man y bisulfito de sodio (concentracin mayor de 10 mg/Kg).
El responsable de recepcin informa al encargado de compras, si existen no
conformidades al momento de la entrega por parte del proveedor como: ausencia de gua
de remisin, orden de compra, vida til del producto, requisitos bsicos internos.
FRECUENCIA
La adquisicin de materia prima es diaria. Los insumos y envases se adquieren segn las
necesidades de produccin.
ACCION CORRECTIVA
Si durante la recepcin de la materia prima, se encuentran no conformidades, se devuelve
el lote y se comunica al proveedor. Se selecciona, entre nuevos proveedores, los
productos que cumplan las caractersticas requeridas por la empresa.
Informar al proveedor de la existencia de productos alrgenos, poniendo nfasis en la
proteccin de los mismos durante el almacenamiento y transporte.
9.2. BUENAS PRCTICAS EN LA RECEPCION
PROCEDIMIENTO
En la planta, el Supervisor de Calidad (SC) recepciona la materia prima, insumos y
envases, estos se apilan sobre parihuelas y se procede a su inspeccin.
El SC evala Utilizando NTP ISO 2859-1 2009 procedimientos de muestreo para
inspeccin por atributos .se establece como mnimo el 10% del lote total de materia prima,
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
66
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
insumos, aditivos, envases y otros materiales, teniendo en cuenta las caractersticas
organolpticas y otros requisitos establecidos, haciendo uso del formato respectivo. Si
hubiera alguna no conformidad como producto vencido o temperatura fuera del rango
establecido, se rechaza el producto y se procede a comunicar al proveedor. Se rechaza la
materia prima, insumos y envases con una incidencia de no conformidad > 3% de muestra
evaluada.
La especificacin de temperaturas es de:
< 5 C huevo lquido y productos crnicos
<7 C yogurt, queso, leche, crema de leche
Tambin es causa de rechazo cuando el rotulado del envase no est claro o cuando
existan etiquetas superpuestas.
Se verifica la hermeticidad del envase, se rechaza cuando el envase est daado, rodo,
rasgado, roto, presencia de metales como grapas, olores extraos y cualquier materia
extraa que pueda ser causa de contaminacin al producto.
El rotulado incluye el lote de produccin, fecha de produccin, fecha de vencimiento,
condiciones de almacenamiento, registro sanitario, marca, direccin y se compara con el
informe de anlisis y/o ficha tcnica del insumo para verificar su conformidad.
Durante la recepcin de las materias primas, insumos y aditivos se tiene cuidado de no
producir contaminaciones cruzadas, por sustancias contaminantes especialmente los que
contienen alergenos.
En la recepcin se observan las condiciones de higiene del transporte: limpieza, orden,
ausencia de plagas, ausencia de contaminaciones cruzadas, uso de recipientes o base
para el apilado de los insumos, entre otros. Adems se observa la higiene del personal
manipulador, uniforme, estado de salud, entre otros. Los resultados se registran en el
formato correspondiente.
El SC verifica los documentos entregados por el proveedor (ficha tcnica y/o certificado de
anlisis), donde se constata que se cumplen las especificaciones del producto o
materiales. Ademas se utilizan Normas tcnicas Peruanas: NTP 209.033:1974, Mayonesa;
NTP 209.239:1985, Aji panca; NTP 209.122:1976, Ajos; NTP 209.034: 1991, Mostaza;
NTP 209.238:1986, Salsa de Aji.
El SC da la conformidad y la materia prima, insumos, envases, son liberados y se
transportan a los almacenes y/o reas de produccin con ayuda de herramientas como en
coches, carretillas y similares.
El rea de calidad realiza monitoreos de insumos crticos como el huevo lquido
pasteurizado, queso y similares, realizando controles analticos como determinacin del
pH y anlisis microbiolgicos para detectar contaminantes que puedan deteriorar el
producto final.
La materia prima es ingresada directamente al rea de seleccin de materia prima y el
lote corresponde a la fecha de ingreso.
Los insumos, mantienen la identificacin del lote descrito en el certificado de anlisis, si no
tiene, se reporta la fecha de produccin y/o vencimiento.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
67
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Los envases (bolsas, cajas, frascos y tapas) se identifican con un rotulo descriptivo de
denominacin de producto y el lote estar dado por lote de fbrica en el momento de su
ingreso a la planta.
Anualmente, el Jefe de Calidad revisa los documentos y registros de recepcin de los
insumos y materiales, para determinar si existen no conformidades y poder modificar o
ingresar nuevos proveedores a la lista de proveedores aprobados.
FRECUENCIA:
Cada vez que se recepciona la materia prima, insumos, materiales necesarios para la
elaboracin y transporte de los productos.
ACCION CORRECTIVA
En caso de encontrar anomalas respecto a las especificaciones pactadas con el
proveedor, se anotan en la ficha del proveedor, se le comunica de inmediato y se archivan
para su posterior revisin y evaluacin.
El supervisor de Calidad evala las anomalas encontradas y si son graves se rechaza el
producto.
Son graves cuando se observa:
Envase abierto
Envase o embalaje no identificado correctamente, como falta de fecha de
caducidad.
Medio de transporte no adecuado, ya sea por sus caractersticas, estado de
limpieza o temperatura superior a los 4C.
Insumos por encima de los 2C del mximo de temperatura exigido.
Falta de documentacin: registro sanitario, certificado de calidad y/o ficha tcnica.
Se inicia la solicitud de ofertas de nuevos proveedores.
Registros.BPM-005: Control de recepcin de materia prima, insumos, envases.
Lista de codificacin de envases.
INSTRUCTIVO: RECEPCION DE MATERIA PRIMA, INSUMOS, MATERIALES
1.
Objetivo.
Aplicar las BPM en la recepcin de materia prima, insumos, materiales
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
68
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
2.
Alcance.
Materia prima, insumos, envases, otros materiales
3.
Responsable
Supervisor de Calidad, Jefe de Almacn
4.
Descripcin. Recibir del transportista la gua /factura, certificados de calidad y ficha tcnica del
insumo a recibir.
Las operaciones de carga y descarga se deben realizar en el menor tiempo
posible
Comprobar que la mercadera recibida corresponde al pedido realizado
Comprobar la correcta identificacin del producto recibido
Evaluar el estado de conservacin y limpieza del vehculo, visual y olfativamente.
Inspeccionar el insumo teniendo en cuenta sus especificaciones
Comprobar la integridad de los precintos de los envases y embalajes, ausencia
de grapas y otros metales.
Para el caso de productos que necesiten refrigeracin, verificar con el
termmetro que su temperatura est de acuerdo a lo especificado.
Aceptar el producto si no detecta anomalas.
Cerrar la puerta de recepcin
Los documentos recibidos se llevan a la administracin para el sellado
correspondiente.
Inmediatamente, colocar la mercadera en su lugar correspondiente sin romper la
cadena de fro, en caso de productos refrigerados.
4.1 Caractersticas del producto
4.1.1 Materia prima, ingredientes y materiales en contacto con el
producto
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
69
BUENAS PRACTICAS DE MANUFACTURA
I.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
OBJETIVO
Asegurar la calidad e inocuidad de los productos, mediante la utilizacin de insumos
y materiales adecuados.
II.
ALCANCE
2.2
2.3
2.4
2.5
III.
2.1 Materias primas: vegetales, carne molida, miel.
Insumos: productos manufacturados como aceite, azcar, sal, harina, lcteos y
similares.
Aditivos: Conservantes, antioxidantes, sustancias secuestrantes, espesantes,
acidulantes, colorantes,
Envases: Bolsas, frascos de vidrio, envases pet (polietileno tereftalato), tapas.
Empaques: Baldes, cajas
3.6 Materiales: Cintas, tintas de embalaje, etiquetas, entre otros
REFERENCIA
Resolucion Ministerial N591-2008/ MINSA. Norma Sanitaria que establece los
criterios microbiolgicos de calidad sanitaria e inocuidad para los alimentos
y bebidas de consumo humano
Cdigo Internacional de Prcticas Recomendado paraPrincipios Generales de
Higiene de los Alimentos. CODEX ALIMENTARIUS. 2003.
Fuente: NTP 209.239.1985. Aj panca
Fuente:NTP011.113.1975. Pepinillo
Fuente:NTP 011-112.1975. Aj
Fuente:NTP 203.029.1981. Tomates
Fuente:NTP 205.008.1984. Maz
Fuente:NTP 205.015.1992 Frejol.
Fuente: CODEX STAN 77-1981Espinaca.
Fuente: NTP 011.101.1992. Ajos
Fuente:NTP 209.159.1981. Cebolla.
Fuente: NTP 011.119.1992. Papa
Fuente: NTP 011.120.1992. Camote, Codex Stan 140.1981. Zanahoria
Fuente. Codex Stan 110.1981 Brcoli
Fuente: Codex Stan 38.1981. Hongos comestibles
Fuente: NTP 011.300.1975. Man
Fuente: NTP. 209.144: 1980. Uvas secas o pasas
Fuente: Codex Stan 145.1985. Castaas.
Fuente: NTP: 209.242.1986. Laurel
Fuente: NTP 201. 01. Carne de vacuno
Fuente: NTP 209.168:1999Miel
Fuente: NTP 011.220-1983 huevo para consumo humano.
Fuente: NTP. 202.172:1998. leche y productos lcteos
Fuente: NTP. 202.100.2000. leche esterilizada
Fuente: NTP. 202.172:1998. leche y productos lcteos
Fuente: NTP 202.092. 2008 Yogurt
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
70
BUENAS PRACTICAS DE MANUFACTURA
IV.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Fuente: NTP 202.024. 1983 Margarina
Fuente: NTP 207.004-1:2005. Azcar rubia y azcar blanco directo
Fuente: NTP 209.149:1980. Ttulo, : Glucosa de maz
Fuente: NTP 209.013. Aceite de Oliva
Fuente: NTP209.001. 1983. El aceite vegetal comestible
Fuente: ITINTEC. 1991/ CTN 071: Sal para consumo humano.
Fuente: NTP 206.004:1988. Pan de molde. Pan blanco y pan integral y sus
productos tostados
Fuente: NTP 205.040. 1976. harinas
Fuente: NTP 203.027:1974. Pasta de tomate.
Fuente: NTP 201.055-2003 sobre Carne y Producto Crnicos
Fuente: NTP 209.102:1975. Especias y Condimentos
Fuente: NTP209.235:1985. Salsa Inglesa
Fuente: NTP 209.020:1970. Vinagre
Fuente: NTP 209.239:1985. Aj Panca,
Fuente:NTP 209.183: 1981. Canela.
Fuente:NTP 011-05.2007. Paprika.
Fuente:NTP. 209.099.1975. Mostaza.
Fuente: ITINTEC. 1984
NTP 209.221:1984 Aditivos de uso permitido en alimentos
Fuente: FAO 1999.
NTP 209.111:1975. Aditivos alimentarios
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con
los alimentos.
Fuente: NTP 272.092: 1980: Envases y embalajes de cartn
Fuente: NTP. 319.010: 1971. Pinturas y Tintas.
DEFINICION
Materia Prima.- Alimentos vegetales y animales que no pasan por proceso de
transformacin y que se emplean en la industria para su conversin en productos
elaborados.
Insumos.- Son los que se incorporan al proceso productivo y son transformados en
otros bienes con un valor agregado mayor.
Aditivos.-Productos manufacturados de uso controlados, que se aaden a un
producto para conservarlo o mejorarlo
Envases.- Es todo recipiente o soporte que contiene o guarda un producto, o
protege la mercadera, facilita su transporte, ayuda a distinguirla de otros artculos y
presenta el producto para su venta.
V.DESCRIPCION
Ver anexo B
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
71
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
V.
FRECUENCIA
El ingreso de las materias primas, insumos y materiales para uso en la elaboracin
y transporte de los productos de la empresa es variable, depende del uso de cada
uno de ellos y la vigencia de los mismos.
VI.
ACCION CORRECTIVA
Cuando los insumos no cumplen con las especificaciones establecidas por la
empresa, no se recepciona.
Si se compra nuevos insumos, materiales, estos deben cumplir con las
especificaciones dispuestas por la empresa.
ESPECIFICACIONES DE FRUTOS:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
72
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
AJI AMARILLO, AJI ROCOTO, AJI PANCA, AJI MIRASOL, PEPINILLO,
MAIZ, FREJOL Y TOMATE
1. Uso :
Materia prima procesada para uso culinario.
2. Condiciones Sanitarias:
Los frutos frescos o secos, deben estar libres de infestaciones (plagas), infecciones
(microorganismos) o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
ASPECTO
COLOR
OLOR
SABOR
Aji Amarillo
Alargados, firme turgente y
brillante. Ausencia de mohos
Amarillo- naranja
Caracterstico
Caracterstico, picante
Aji Rocoto
Redondo
Rojo
Caracterstico
Caracterstico, picante
Aji Panca
Alargados
Rojo- granate
Caracterstico
Caracterstico
Aji Mirasol
Corte transversal: arrugados y
brillantes.
Ausencia de mohos
Naranja oscuro
Caracterstico
Caracterstico
Caracterstico, refrescan
Carnoso, largo y cilndrico
Verde en la superficie y
blanquecino en la pulpa
Caracterstico
Pepinillo
Tomate
Consistencia firme, limpios y
de forma redondeada o
periforme
Rojo tenue a rojo intenso
Caracterstico
Caracterstico
Mazorca con granos enteros,
sanos, tiernos y suculentos
Blanquecino- amarillo
Caracterstico
Caracterstico
Maz
Crema
Caracterstico
Caracterstico
Frejol
Forma cilndrica, firme.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
73
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
4. Empaque:
El empaque debe encontrarse ntegro y limpio
5. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
6. Definiciones:
Flacidez:- Perdida de turgencia
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos y /o nemtodos
Manchado.- Alteraciones en la coloracin
Fuente: NTP 209.239.1985. Aj panca, NTP011.113.1975. Pepinillo, NTP 011-112.1975.
Aj, NTP 203.029.1981. Tomates, NTP 205.008.1984. Maz, NTP 205.015.1992 Frejol.
ESPECIFICACIONES DE HOJAS: CULANTRO, HUACATAY, ESPINACA
1. Uso :
Materia prima procesada para elaboracin de salsas
2. Condiciones Sanitarias:
Las hojas deben estar libres de infestaciones (plagas), infecciones (microorganismos)
o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
ASPECTO
COLOR
OLOR
SABOR
Culantro
Huacatay
Espinaca
Hojas sanas,
limpias y con
ausencia de
mohos.
Verde
Caracterstico
Caracterstico
CALIDAD
Defectuosos: < 2%
Pudricin, mohos y
daos por insectos,
hojas amarillentas,
secas, quemaduras
de sol, materia
extraa.
4. Empaque:
El empaque debe encontrarse integro y limpio
5. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
7. Definiciones:
Escaldaduras: separacin de la piel por diversos efectos.
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos y /o nemtodos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
74
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Manchado.- Alteraciones en la coloracin
Fuente: CODEX STAN 77-1981Espinaca.
ESPECIFICACIONES DE BULBOS:
CEBOLLA: ROJA, CEBOLLA BLANCA Y AJOS
1. Uso :
Materia prima procesada para elaboracin de salsas
2. Condiciones Sanitarias:
Los bulbos deben estar libres de infestaciones (plagas), infecciones (microorganismos)
o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
ASPECT
O
COLOR
OLOR
Cebolla roja
Bulbos
sanos,
limpios,
libres de
residuos
de abono
Rosado
Caracterstico
Cebolla blanca
Bulbos
sanos,
limpios,
libres de
residuos
de abono
Dientes
limpios,
sanos,
libres de
seales
de mohos
SABOR
Caracterstico
Blanquecino
Caracterstico
Caracterstico
Blanquecino
Caracterstico
Caracterstico
CALIDAD
Tamao: Pequeo
<6.3 cm
Mediano: 6.4- 8.4
cm
Grande >8.5 cm
Defectos: < 2%
Pudricin, mohos,
daos por
insectos y daos
mecnicos
cicatrizados,
hojas secas,
exceso de races,
materia extraa.
Tamao:
Mediano: 28- 30
mm
Defectuosos: <
2%.
Pudricin, mohos,
daos por
insectos, brotes
visibles desde el
exterior y
humedad exterior
anormal, materia
extraa,
desprovistos de
olores y sabores
extraos.
4. Empaque:
El empaque debe encontrarse integro y limpio
5. Almacenamiento:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
75
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
6. Definiciones:
Flacidez:- Prdida de turgencia
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos y /o nemtodos
Manchado.- Alteraciones en la coloracin
Fuente: NTP 011.101.1992. Ajos, NTP 209.159.1981. Cebolla.
ESPECIFICACIONES DE TUBERCULOS: PAPA
1. Uso :
Materia prima procesada para la elaboracin de cremas.
2. Condiciones Sanitarias:
Los tubrculos deben estar libres de infestaciones (plagas), infecciones
(microorganismos) o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
ASPECTO
COLOR
OLOR
SABOR
Papa
Sanas,
limpias, bien
desarrolladas
y secas
Amarillo
Caracterstico
Caracterstico
CALIDAD
Defectuosos: < 2 %.
Pudricin, mohos,
daos por insectos,
brotes, rajaduras,
enverdecimiento,
daos mecnicos
cicatrizados, materia
extraa.
4. Empaque:
El empaque debe encontrarse ntegro y limpio
5. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
7. Definiciones:
Flacidez:- Prdida de turgencia
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos y /o nemtodos
Manchado.- Alteraciones en la coloracin
Fuente: NTP 011.119.1992. Papa
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
76
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE LAS RAICES:
ZANAHORIA, CAMOTE, NABO Y SIMILARES
1. Uso :
Materia prima procesada para la elaboracin de salsas
2. Condiciones Sanitarias:
Las races deben estar libres de infestaciones (plagas), infecciones (microorganismos)
o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
Zanahoria
Camote
Nabo
Apio
ASPECTO
Macizo, sano,
limpio, sin
deformacione
s.
Sanos,
limpios, secos
y libre de
seales de
mohos
Carnoso,
largo,
engrosado e
la parte
superior de la
raz
Los peciolos
de la hoja
constituyen la
parte de
consumo.
Los tallos
acanalados y
suculentos.
Las hojas
lisas,
brillantes y
grandes
COLOR
OLOR
SABOR
Naranja
caracterstico
Caracterstico
Naranja
Caracterstico
Caracterstico
Blanque
cino
Caracterstico
Caracterstico
Hojas
verde
amarillen
tas
Blanquecino
Caracterstico
Tallo
verde
claro
CALIDAD
Defectuosos: < 2%
Pudricin, mohos,
daos por insectos,
brotes, quemaduras,
daos mecnicos
cicatrizados,
humedad externa
anormal, magulladuras
y materia extraa.
Defectuosos: < 2%
Pudricin, mohos,
daos por insectos,
brotes, rajaduras, y
daos mecnicos
cicatrizados, materia
extraa.
Defectuosos: < 2%
Pudricin, brotes,
rajaduras y daos
mecnicos
cicatrizados, olores
extraos, materia
extraa.
Defectuosos: < 2%.
Pudricin, rajaduras y
daos mecnicos
cicatrizados, manchas
grises, olores
extraos, materia
extraa.
Flores
blancas
4. Empaque:
El empaque debe encontrarse integro y limpio
5. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
77
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
7. Definiciones:
Flacidez:- Prdida de turgencia
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos
Fuente: NTP 011.120.1992. Camote, Codex Stan 140.1981. Zanahoria
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
78
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE FLORES: BROCOLI
1. Uso :
Materia prima procesada para la elaboracin de salsas
2. Condiciones Sanitarias:
Las flores deben estar libres de infestaciones (plagas), infecciones (microorganismos)
o cualquier agente daino a la salud del hombre.
3. Caractersticas fsicas - organolpticas:
PRODUCTO
Brocoli
SABOR
Cabeza
Verde
Caracterstic
o
Caracterstic
o
CALIDAD
Defectuosos: < 2%
Pudricin, sobre
maduracin,
decoloracin, deterioro
del tejido fibroso, hojas
amarillentas, secas,
quemaduras de sol,
materia extraa
4. Empaque:
El empaque debe encontrarse ntegro y limpio
5. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin.
7. Definiciones:
Flacidez:- Prdida de turgencia
Podredumbre.- Daos patolgicos y fisiolgicos
Daos por plagas.- lesiones por insectos y /o nemtodos
Manchado.- Alteraciones en la coloracin
Fuente. Codex Stan 110.1981 Brcoli
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
79
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DEL CHAMPION FRESCO
1. Uso :
El insumo se emplear en la elaboracin de salsas a base de championes
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Blanco tiza
Sabor y Olor: Caracterstico a champin, exento de olores y sabores
extraos.
Apariencia: Redondo uniforme.
Textura y consistencia: Firme y turgente
4. Caractersticas Fsico- Qumico
Cadmio: 0.028 mg/kg muestra
Arsenico: 0.59 mg/kg muestra
Plomo: 0.19 mg/kg muestra
Humedad: 96%
T almacenamiento: < 3 C
5. Envase:
Bolsa plstica con sellado trmico
6. Almacenamiento y transporte:
Conservar en refrigeracin: 0 a 5 C
Fuente: Codex Stan 38.1981. Hongos comestibles
Ficha Tcnica Proveedores
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
80
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DEL MANI TOSTADO
1. Uso :
El fruto se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren v la salud del consumidor.
3. Caractersticas Sensoriales:
Sabor y Olor: Caracterstico, exento de olores y sabores extraos.
Color: Marrn
Apariencia: Uniforme, cscara integra
4. Caractersticas Fsico- Qumico
Humedad: < 2 %
Protenas: 27 %
5. Envase:
Bolsa plstica con sellado trmico
6. Almacenamiento:
T almacenamiento: Ambiente
NOTA.- este producto se considera alrgeno.
Fuente: NTP 011.300.1975. Man
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
81
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE LAS PASAS
1. Uso :
El fruto se emplear en la elaboracin de comidas.
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Sabor y Olor: Caracterstico, exento de olores y sabores extraos.
Color. Oscuro, de acuerdo a la variedad de uva.
Apariencia: Rugosa, achatada.
4. Caracterstica: Fsico- Qumico
Humedad: < 0.01 %
5. Envase:
Bolsa plstica con sellado trmico
6. Almacenamiento:
T almacenamiento: Ambiente
Fuente: NTP. 209.144: 1980. Uvas secas o pasas
ESPECIFICACIONES DE LA NUEZ MOSCADA
1. Uso :
El fruto se emplear en la elaboracin de comidas.
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Sabor y Olor: Sabor acre y olor aromtico caracterstico, exento de olores y
sabores extraos.
Color: Crema blanquecino
Aspecto: rugoso y compacto, de gran resistencia y de forma ovalada.
4. Envase:
Bolsa plstica con sellado trmico
5. Almacenamiento:
T almacenamiento: Ambiente
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
82
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
NOTA.- Este producto se considera alrgeno
Fuente: Codex Stan 145.1985. Castaas.
ESPECIFICACIONES DE HONGOS Y LAUREL
1. Uso :
Los hongos y las hojas se emplearn en la elaboracin de salsas
2. Condiciones Sanitarias:
Los hongos y laurel deben estar libres de todo tipo de impurezas y no debe tener
contaminantes que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Sabor y Olor: Aromtico caracterstico, exento de olores y sabores
extraos.
Color. Laurel: verde oscuro, homogneo. Hongos: Marrn oscuro.
Aspecto. Laurel: Hojas enteras, libres de partculas extraas. Hongos:
Cabecitas secas.
Olor: olor caracterstico de las hojas de laurel
4. caracteristicas microbiolgicas
Aerobios mesofilos: mx. 105 ufc/g
Mohos y levaduras: mx. 103 ufc/g
E. Coli: mx. 10
Salmonella sp: ausencia
5. Envase:
Bolsas de polietileno cerradas hermticamente, selladas, de primer uso.
6. Almacenamiento:
En el almacn cerrado bajo techo con una temperatura mxima de 20C y con
una humedad baja el producto tiene un tiempo de vida de 6 meses.
Fuente: NTP: 209.242.1986. Laurel
Fuente: Proveedor laurel
ESPECIFICACIONES DE CARNE MOLIDA
1. Uso :
El insumo se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Rojo prpura
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
83
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Sabor y Olor: Caracterstico a carne, exento de olores y sabores extraos o
rancios.
Textura: Suave al tacto
4. Caractersticas Fsico Qumico
pH: 5.6- 6.5
Reaccin de Eber: negativo
Protenas: 15- 20 %
Carbohidratos: < 1%
Grasas: 10 -17 %
Humedad: 68-76 %
5. Caractersticas Microbiolgicas
A. mesfilos: < 10 6 ufc/gr
E. coli: 50 NMP/ gr
Stafilococcus aureus: 50 NMP/gr
Salmonella: Ausencia en 25 gr
Escherichia coli 0157:H7Ausencia en 25 gr
6. Envase:
Bolsa plstica de primer uso (doble bolsa)
7. Almacenamiento y transporte:
Conservar en refrigeracin: 0 a 5 C congelacin a 18C.
Fuente: NTP 201. 01. Carne de vacuno
Ficha tcnica Del proveedor
ESPECIFICACIONES DE LA MIEL
1. Uso :
El insumo se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Amarillo dorado
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
84
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Olor:: Caracterstico
Aspecto: Lquido viscoso sin impurezas
4. Caractersticas Fsico Qumico
Fructosa+ glucosa: > 60%
Sacarosa: < 5% del peso
Contenido de agua: < 23 %
Contenido de slidos insolubles en agua: < 0.1 %
Conductividad: < 0.8 mS/ cm
Acidez: < 80 meq/ Kg
5. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterado.
El rtulo debe incluir lote de importacin, registro sanitario y vigencia del
producto
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin
Fuente: NTP 209.168:1999 Miel
Ficha Tcnica del proveedor
ESPECIFICACIONES DE LA GALLETA SODA
Organolpticos:
Color: Dorado
Olor: caracterstico
Sabor: caracterstico
Rancidez: Negativa
Anlisis Fisicoqumicos:
Humedad: <3.5%
pH: <7.6
Acidez: <0.1 (expresado como cido lctico)
ndice de perxido: <5meq/kg
Cenizas totales: <3%
Grasa: <11 %
NaCl: <2.1%
Microbiolgicos
Recuento de Mohos: <102 ufc/g
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
85
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DEL HUEVO LQUIDO PASTEURIZADO
1. Uso :
El insumo se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias:
El producto debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Amarillo a naranja
Olor: caracterstico a huevo
Sabor y textura: no aplica
.
4. Caractersticas Fsico Qumico
pH: 7-8
Slidos totales: min. 23.8
5. Caractersticas Microbiolgicas
Numeracin de A. mesfilos: < 1.4x 10^3 ufc/gr
Numeracin de Coliformes: < 10 ufc /gr
Salmonella en 25 gr: Ausencia
6. Envase
Bolsa de polietileno cristal virgen.
7. Empaque
Balde plstico con tapa.
8. Almacenamiento y transporte:
Mantener a temperaturas de refrigeracin menores a 4C.
NOTA.- Este producto se considera alergeno
Fuente: NTP 011.220-1983 huevo para consumo humano.
Ficha tcnica del proveedor
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
86
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE LA LECHE EN POLVO
1. Uso
:
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos, sus excretas
y fragmentos.
3. Caractersticas Organolpticas
Color: blanco
Olor: Caracterstico a leche
Sabor: caracterstico a leche
Aspecto: Slido
4. caractersticas Fsico Qumico:
Humedad: < 3%
Grasas: 26.0 27.0 %
Nitrato: < 20.7 mg/kg
Protenas: > 34 %
5. Caractersticas Microbiolgicas
Entero bacter: < 3 /g
Salmonella en 750 gr: Ausencia
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signo de haber sido
adulterado
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alrgeno
Fuente: NTP. 202.172:1998. leche y productos lcteos
Ficha tcnica del proveedor
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
87
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE LA LECHE EVAPORADA
1. Uso
:
El producto se emplear en la elaboracin de salsas, cremas
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos, sus
excretas y fragmentos.
3. Caractersticas Organolpticas
Color: blanco crema
Olor: Caracterstico a leche evaporada
Sabor: caracterstico a leche evaporada
Aspecto: lquido uniforme
4. Caractersticas: Fsico Qumico:
Grasas: min 7.5 %
Solidos totales: min 25 %
Acidez: mx. 0.45% expresado como cido lctico
Visco a 25C: 20-40 cps
Peso neto: min 410g
5. Caractersticas Microbiolgicas
Aerobios: 102ufc/ml
Coliformes: 1 ufc/ml
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterado.
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8. Almacenamiento:
Guardar en un ambiente limpio, fresco
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alrgeno
Fuente: NTP. 202.100.2000. Leche esterilizada
Ficha tcnica del proveedor
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
88
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE LA LECHE FRESCA UHT
1. Uso
:
El producto se emplear en la elaboracin de salsas, cremas
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos, sus
excretas y fragmentos.
No debe tener color u olor extrao al producto.
3. Caractersticas organolpticas
Color: Blanco crema
Olor: Caracterstico a leche
Sabor: Caracterstico a leche
Aspecto: Lquido uniforme
4. Caractersticas Fsico Qumico:
pH. 6.4-6.6
Densidad: 1.062-1.064 g/ml a 15C
Acidez: 0.275 - 0.34% cido lctico
5. Caractersticas Microbiolgicas:
Recuento total: 102ufc/ml mx.
6. Envase:
Bolsa de polietileno multi capa, de 80 a 100 micrones, con capa negra para proteccin a
la luz
7. Empaque:
Cajas de cartn corrugado
8. Vida til:
60 das en buenas condiciones de conservacin a partir de la fecha de
produccin a temperaturas entre 15 y 25C.
9. Almacenamiento:
Producto almacenado a temperatura ambiente (15C a 25C)
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alrgeno
Fuente: NTP. 202.172:1998. leche y productos lcteos
Ficha tcnica del proveedor
ESPECIFICACIONES DE CREMA DE LECHE
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
89
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
1. Uso
:
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos,
sus excretas y fragmentos.
3. Caractersticas organolpticas
Color: blanco a blanco crema
Olor: Caracterstico a leche
Sabor: caracterstico a leche
Consistencia: Firme al batido
4. Caractersticas Fsico Qumico:
Grasa: 37 % mnimo
Acidez: 10 %
Protenas: 27.2 gr
5. Caractersticas Microbiolgicas:
Rec. De Aerobios mes filos: <2 x10 4 ufc/ gr
Coliformes totales: 1 ufc/ gr
6. Envase
Sachet de polietileno sellado, sin signos de haber sido adulterado
7. Empaque
Cajas de cartn x por 10 unidades.
8. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
9. Almacenamiento y transporte:
Mantener en refrigeracin a temperaturas < de 4 C.
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un
alergeno
Fuente: NTP 202.110:1990. Crema de leche
Ficha tcnica del proveedor
ESPECIFICACIONES DEL QUESO PARMESANO
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
90
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
1. Uso
:
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de mohos y materia objetable.
3. Caractersticas organolpticas
Color: Crema
Olor: Caracterstico a leche
Sabor: caracterstico a queso y salado
Aspecto: Rayado uniforme
4. Caractersticas Fsico Qumico:
pH: 5.0- 5.35
Grasa: 28- 40 %
Humedad: 30-37 %
5. Caractersticas Microbiolgicas:
Coliformes: 2 x 10 ufc/ gr
S. aureus: 10 ufc/ Gr
Listeria Monocytogenesen 25 gr: Ausencia
Salmonella en 25 gr: Ausencia
6. Envase
Bolsa de polietileno sellado, sin signos de haber sido adulterado.
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8. Almacenamiento y transporte:
Mantener en refrigeracin a temperaturas < de 7C.
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alergeno
NTP 202.068:1982. Queso tipo parmesano
Ficha tcnica del proveedor
ESPECIFICACIONES DEL QUESO MADURO
1. Uso
:
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de mohos y materia objetable.
3. Caractersticas organolpticas
Color: Crema ligeramente amarillo
Sabor: Sabor definido, lcteo y cremoso.
Aspecto: Polvo fino
4. Caractersticas Fsico Qumico:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
91
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Densidad: 0.59-0.92 g/mL
Solubilidad: Soluble en agua
Metales pesados: Max. 5 ppm de Plomo
Mx. 1 ppm de Arsnico
5. Caractersticas Microbiolgicas:
Coliformes: 10 ufc/ gr
S. aureus: 10 ufc/ Gr
6. Envase
Bolsas trilaminadas por 1, 5 y 20 Kg.
7. Vida til:
La vida til de un saborizante es prolongada, pero se garantiza un periodo
mnimo de 06 meses.
8. Almacenamiento y transporte:
Envases hermticamente cerrados, llenos, en ambiente fresco, seco, a una
temperatura de 15 a 25C y alejado de la luz.
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alrgeno
Fuente:
Ficha tcnica del proveedor
ESPECIFICACIONES DEL YOGURT
1. Uso
:
El producto se emplear en la elaboracin de salsas y cremas
2. Condiciones Sanitarias:
El producto debe estar libre de todo tipo de materia extraa.
3. Caractersticas organolpticas
Color: Caracterstico
Olor: Caracterstico
Sabor: Caracterstico
Textura: Caracterstico
4. Caractersticas: Fsico Qumico:
Grasas: 2.0 %
Acidez: 0.83% Acido lctico
5. Caractersticas Microbiolgicas:
Coliformes: <10 ufc/ ml
Mohos <10 ufc/ ml.
Levaduras: <10 ufc/ ml.
6. Envase:
Botella de polietileno de alta densidad de soplado con tapas de polipropileno de
inyeccin.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
92
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Embalaje: film plstico termo encogible de polietileno de baja densidad x 6
unidades.
7. Conservacin
Refrigeracin entre 2C y 8C
8. Vida til:
65 das en buenas condiciones de refrigeracin
NOTA.- Este producto es elaborado a base de leche de vaca, se considera un alrgeno
Fuente: NTP 202.092. 2008 Yogurt
Ficha tcnica del proveedor
ESPECIFICACIONES DE LA MARGARINA
1. Uso
:
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de materia extraa.
3. Caractersticas organolpticas
Color: Amarillo
Olor: Caracterstico
Sabor: caracterstico, sin sabores extraos
Textura: Homognea
4. Caractersticas Fsico- Qumico:
Grasas: 70 5 %
Humedad: 260.5 %
Acidez. Max. 0.30 % mximo expresado en acido olico.
ndice de perxido: Max. 1.0 meq O2/ Kg
pH: 5.2 0.3
5. Caractersticas Microbiolgicas:
Coliformes: 102 ufc/ gr.
Mohos: 102 ufc/ gr.
S. aureus: 102 ufc/ gr
6. Envase: Papel platina
Empaque: cajas de cartn corrugado
7. Almacenamiento y transporte
Barra x 45g y 90 g: En lugares limpios y secos entre 9 y 13 C
Caja x 10 Kg: A temperatura ambiente.
8. Vida til:
8 meses.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
93
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Fuente: NTP 202.024. 1983 Margarina
Ficha tcnica del proveedor
ESPECIFICACIONES DEL AZUCAR
1. Uso :
El producto se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Amarillo dorado caracterstico. Blanco cristalino
Olor:: Caracterstico
Aspecto: Cristales pequeos, homogneo y libre de impurezas
4. Caractersticas Fsico Qumico
Humedad max 0, 60%
Cenizas: 0.4 % mximo
Sustancias reductoras: 0.4% mximo
Polarizacin: 98 a 20C mnimo
5. Caractersticas Microbiolgicas
Enterobacterias: <10 ufc/g
Aerobios mesofilos:< 250 ufc/g
Levadura: <10 ufc/g
Mohos: <10 ufc/g
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterado
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin
Fuente: NTP 207.004-1:2005. Azcar rubia y azcar blanco directo
Ficha tcnica del proveedor
ESPECIFICACIONES DE LA GLUCOSA
1. Uso :
El insumo se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
94
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
El insumo debe estar libre de todo tipo de impurezas y no debe tener
contaminantes que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Transparente
Olor: Caracterstico
Aspecto: Lquido viscoso sin impurezas
4. Caractersticas Fsico Qumico
Metales pesados: 5ppm max
pH: 4-6
Gravedad especifica: 1.41 1.421
Solidos secos: 81% min
Arsnico: 1ppm max
5. Caractersticas Microbiolgicas
Aerobios mesofilos 102 ufc/g
Mohos <10 ufc/g
Levaduras <50 ufc/g
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterado.
El rtulo debe incluir lote de importacin, registro sanitario y vigencia del
producto
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco de fuente de contaminacin
y/o infestacin
Fuente: NTP 209.149:1980. Ttulo,: Glucosa de maz
Ficha Tcnica del proveedor
ESPECIFICACIONES DEL ACEITE DE OLIVA
1. Uso :
El insumo se emplear en la elaboracin de salsas.
2. Condiciones Sanitarias:
El producto debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Amarillo
Sabor y Olor: Caracterstico, exento de olores y sabores extraos o rancios.
Aspecto: Lmpido
4. Caractersticas: Fsico Qumico
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
95
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Acidez: mximo 2%
Indice de perxido: mximo 20 meq/ Kg
5. Caractersticas Microbiolgicas
Exento de microorganismos patgenos
6. Envase
Bidn de plstico de primer uso, con tapa rosca
7. Empaque
Caja de cartn x 4 unidades
8. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco, al amparo de la luz.
Fuente: NTP 209.013. Aceite de Oliva
Ficha tcnica del proveedor
ESPECIFICACIONES DEL ACEITE VEGETAL
1. Uso :
El insumo se emplear en la elaboracin de salsas y cremas
2. Condiciones Sanitarias:
Limpio, transparente, brillante, sin turbidez ni materias extraas. Material de envase
hermtico.
3. Caractersticas Sensoriales:
Color: Amarillo brillante
Sabor y Olor: Caracterstico, exento de olores y sabores extraos o rancios.
Aspecto: Lmpido, ausencia de partculas extraas en suspensin
4. Caractersticas Fsico Qumico
Acidez: mximo 0.10 %
Indice de perxido: mximo 1.0 meq O2/ Kg.
Color Lovibond: 0.4 -1.2 R
Sabor: min. 7.0
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
96
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
5. Caractersticas Microbiolgicas
Exento de microorganismos patgenos
6. Envase
El envase es en lata laminada.
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco.
Fuente: NTP209.001. 1983. El aceite vegetal comestible
Ficha tcnica del proveedor
ESPECIFICACIONES DE LA SAL YODADA
1. Uso
:
El producto se emplear en la elaboracin de Productos como pastas, cremas,
mayonesa, salsas.
2. Condiciones Sanitarias
:
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos, sus excretas
y fragmentos.
No debe tener color u olor extrao al producto.
3. Caractersticas organolpticas
Aspecto: granuloso fino, uniforme, libre de sustancias extraas
Color: blanco
Olor: inodoro
Sabor: salado caracterstico
4. Caractersticas Fsico Qumico:
Humedad: 0.50 % mximo
Cloruro de sodio: 98.4% mnimo
Hierro: 10% mximo
Calcio: 0.25% mximo
Magnesio: 0.25% mximo
5. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterado
El registro sanitario vigente y registrado en el envase.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
97
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
6. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco,
contaminacin y/o infestacin.
No exponer a luz solar directa.
alejado de cualquier fuente de
Fuente: ITINTEC. 1991/ CTN 071: Sal para consumo humano.
ESPECIFICACIONES DEL PAN MOLIDO
1. Uso :
El insumo se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El producto debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Marrn claro
Sabor y Olor: Caracterstico, exento de olores y sabores extraos o rancios.
Aspecto: Polvo fino
4. Caractersticas Fsico Qumico
Humedad: < de 2.0%
4. Caractersticas Microbiolgicas
Mohos: 10 ufc/g
Levaduras: <10 ufc/g
M. aerobios: <10 ufc/g
S. aureus: <3 NMP/g
6. Envase y empaque:
El envase es bolsa de polietileno
7. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco.
NOTA.- Este producto es elaborado a base de gluten de la harina de trigo se considera
un alrgeno
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
98
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Fuente: NTP 206.004:1988. Pan de molde. Pan blanco y pan integral y sus productos
tostados
Ficha tcnica del proveedor
ESPECIFICACIONES DE LA HARINA DE TRIGO
1. Uso :
El insumo se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El producto debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Blanco
Sabor y Olor: Caracterstico, exento de olores y sabores extraos o rancios.
Aspecto: Polvo fino, suave
4. Caractersticas Fsico Qumico
Humedad: < de 15%
Cenizas: < 60% sobre materia seca
5. Caractersticas Microbiolgicas
Mohos <104
Escherichia coli <10
Salmonella sp: ausencia/ 25g
6. Envase y empaque:
Bolsas de polipropileno/polietileno, sacos de tocuyo o bolsas de papel
7. Almacenamiento:
Conservar el producto en un ambiente cubierto, limpio, ventilado, seco y libre
de contaminacin y de olores fuertes
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
99
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
NOTA.- Este producto es elaborado a base de gluten de la harina de trigo se considera
un alergeno
Fuente: NTP 205.040. 1976. harinas
Ficha tcnica del proveedor
ESPECIFICACIONES DE LA PASTA DE TOMATE
1. Uso :
El insumo se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Rojo
Sabor y Olor: Caracterstico a tomate, exento de olores y sabores extraos o
rancios.
Aspecto: Pastoso, sin grumos, sin aire, exento de cscaras, semillas y
matrias extraas.
Defectos: < 1 %. Presencia de piel, semillas, manchas oscuras.
4. Caractersticas: Fsico Qumico
pH: 4.2- 4.5
Slidos: 28- 32 Brix
Acidez: 1.4- 2.0 % ( Ac. Ctrico)
Azcares reductores: > 50%
Consistencia: 3- 5.5 cm. a 12 Bx. Cm/ 30 seg.
5. Caractersticas Microbiolgicas
Rec. Coliformes. 10 ufc/ gr
Rec. Mohos < 10 ufc/ gr
Rec. levaduras: < 10ufc/ gr
Salmonella: ausncia/25g
Anaerobios: <10 ufc/ g
Lactobacilos: <10ufc/g
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
100
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
6. Envase
Bolsa asptica trilaminada
7. Empaque
Tambor cnico de metal
8. Almacenamiento y transporte:
Conservar en un ambiente limpio y refrigerado
Transportar el producto evitando exponer el producto a temperaturas
extremas.
Fuente: NTP 203.027:1974. Pasta de tomate.
Ficha tcnica del proveedor
ESPECIFICACIONES DEL JAMON AMERICANO
1. Uso :
El insumo se emplear en la elaboracin de salsas
2. Condiciones Sanitarias:
El insumo debe estar libre de todo tipo de impurezas y no debe tener contaminantes
que alteren la salud del consumidor.
3. Caractersticas Sensoriales:
Color: Rosado acentuado
Sabor y Olor: Caracterstico a jamn, exento de olores y sabores extraos o
rancios.
Textura: Firme al tacto.
4. Caracterstica: Fsico Qumico
pH: 5.6- 6.5
Protenas: 13.-14 %
Grasas: 5.5 5.80 %
Humedad: 78- 80 %
5. Caractersticas Microbiolgicas
Aerbios mesofilos: 5 x 104 ufc/ Gr
E. coli:
10
Stafilococcus aureus:10 ufc/ gr
Salmonella: Ausencia en 25 gr
Clostridium perfringes: 10 ufc/gr
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
101
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
6. Envase:
Bolsa plstica con sellado trmico
7. Almacenamiento y transporte:
Conservar en refrigeracin: 0 a5 C
Fuente: NTP 201.055-2003 sobre Carne y Producto Crnicos
Ficha tcnica del proveedor
ESPECIFICACIONES DE CONDIMENTOS: COMINO, OREGANO, PIMIENTA
1. Uso :
El ingrediente se utilizar en la elaboracin de salsas, cremas y similares.
2. Condiciones Sanitarias:
El insumo debe estar libre de sustancias extraas.
3. Caractersticas Organolpticas:
Aspecto
Color
Olor
Organo
en polvo
Polvo fino
homogneo, libre
de partculas
extraas
Verde
homogneo
Caracterstico a
organo
Pimienta
en polvo
Polvo fino uniforme
Plomo a
plomo claro
Caracterstico a
pimienta
Comino
en polvo
Polvo fino uniforme
Amarillo
oscuro
Caracterstico del
comino
4. Caractersticas Fsico Qumico y Microbiolgicas:
Humedad
Organo
Pimienta
Comino
Mximo 10%
Tamao de
partcula
Mnimo 95 %
Microbiologa: ufc/gr
Rec. A. mesfilos: < 10 5
Rec. Coliformes:< 10 2
Rec. de mohos: <103
Salmonella sp: ausencia/
25g
5. Envase:
Bolsa de polipropileno, selladas de primer uso, sin signos de haber sido adulterados
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
102
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
6. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
7.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco.
8. Definiciones
Organo en polvo.- Producto molido a base de organo seleccionado, libre de
compuestos extraos.
Pimienta en polvo- Producto de la molienda de la semilla de pimienta entera sin
agregado alguno de cualquier tipo de sustancia extraa.
Organo en polvo- Producto de la molienda del comino entero, ausencia de agentes
contaminantes, libre de arena o materiales extraos.
Fuente: NTP 209.102:1975. Especias y Condimentos
Ficha Tcnica Proveedores
ESPECIFICACIONES DE SALSA INGLESA
1. Uso :
Este insumo se utilizar en la elaboracin de salsas.
2. Condiciones Sanitarias:
El insumo debe estar libre de sustancias extraas que afecte la salud del consumidor.
3. Caractersticas Organolpticas
Color: Marrn
Olor: Caracterstico
Aspecto: lquido de consistencia densa
4. Caractersticas Fsico Qumico:
Cloruro de sodio: 2.0- 3.0 g/100 gr
Colorante artificial: Ausencia
5. Caractersticas Microbiolgicas:
Mohos y levaduras: 1 ufc/ gr
Coliformes: <3 NMP
6. Envase:
Galonera de plstico con tapa tipo rosca
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco.
NOTA.- Este producto es elaborado a base de soya y se considera un alergeno
Fuente: NTP209.235:1985. Salsa Inglesa
Ficha Tcnica Proveedores
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
103
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DEL VINAGRE BLANCO
1. Uso :
Este producto se utilizar en la elaboracin de salsas.
2. Condiciones Sanitarias:
El insumo debe estar libre de sustancias extraas que afecte la salud del consumidor.
3. Caractersticas Organolpticas
Color: incoloro
Olor: Caracterstico
Aspecto: lquido, fluido, translucida transparente.
4. Caractersticas: Fsico Qumico:
Acidez: 4.9 5.1 %
Ceniza: 0.06 g/100 ml
Acidez total 5.00 g/100 ml
ndice de peroxido: 20 mx.
5. Envase:
El envase es galonera de plstico con tapa rosca
6. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
7. Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco.
Fuente: NTP 209.020:1970. Vinagre
Ficha Tcnica Proveedores
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
104
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE PRODUCTOS DESHIDRATADOS:
PAPRIKA, CEBOLLA y CANELA
1. Uso :
El insumo se utilizar en la elaboracin de salsas, cremas, pastas a base
de aj y similares.
2. Condiciones Sanitarias:
El insumo debe estar libre de impurezas y no debe tener contaminantes que alteren la
salud del consumidor.
3. Caractersticas Organolpticas:
PRODUCTO
ASPECTO
COLOR
OLOR
Canela
Polvo fino uniforme
Marrn
oscuro,uniform
e
Caracterstico a
canela
Cebolla
Polvo fino deshidratado
Crema
Caracterstico a
cebolla
Paprika
Polvo ausencia
Rojo oscuro
homegeneo
Olor
caracterstico a la
paprika
CALIDAD
Defectuosos: < 2%.
Materia extraa,
mohos, insectos.
Defectuosos: <2%.
Materia extraa:
cscara, pelos,
plsticos, piedras
Defectuosos: < 2%.
Materia extraa,
mohos, insectos.
4. Caractersticas Fsico Qumico y Microbiolgicas:
PRODUCTO
Humedad
Tamao de
partcula
Canela
Mximo 10%
Menor a 30 mesh
Cebolla
Mximo 6 %
--
Paprika
Mximo 12%
Microbiologa: ufc/gr
Rec. A. mesfilos: < 10 5
Rec. Coliformes:< 10 2
Rec. de mohos: <10 3
Salmonella
Ausencia/25g
Aerobios mesofilos: 105 ufc/g
Rec. de mohos: < 10 4
Coliformes : 102 ufc/g
Salmonella
Ausencia/25g
Aerobios mesofilos: 105 ufc/g
Rec. de mohos: < 10 4
Coliformes : 102 ufc/g
Salmonella
Ausencia/25g
5. Envase:
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
105
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Bolsa de polipropileno metalizado, selladas de primer uso, sin signos de haber sido
adulterado.
6. Vida til:
El producto debe encontrarse dentro de su fecha de vencimiento.
7.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco.
Fuente: NTP 209.239:1985. Aj Panca, NTP 209.183: 1981. Canela. NTP 011-05.2007.
Paprika.
NTP. 209.099.1975. Mostaza.
Ficha Tcnica Proveedores
ESPECIFICACIONES DEL CIDO CTRICO
1. Uso
:
El producto se emplear en la elaboracin de Productos aderezos, pasta de aj, ajos y
similares.
2. Condiciones Sanitarias
El producto debe estar libre de todo tipo de impurezas, insectos, arcnidos, sus
excretas y fragmentos. No debe tener color u olor extrao al producto.
3. Caractersticas organolpticas:
Aspecto: Cristal/ polvo
Color.
Blanco y/o incoloro
Olor:
Inodoro
Sabor:
Fuerte sabor cido
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
106
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
4. Caractersticas Fsico-qumico
Metales pesados: < 10 ppm
Cloruros: Mximo 0.5 ppm
Arsnico: Mximo 1 ppm
Calcio: Mximo 30 ppm.
Humedad: 1 %
Pureza: 99.5- 100.5 %
pH: 2.0 2.4
5. Caractersticas Microbiolgicas
Endotoxinas de Bacterias:< 0.5 I.U./mg.
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido adulterado
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8. Almacenamiento:
Guardar en un ambiente limpio, fresco y seco,
contaminacin y/o infestacin.
No exponer a luz solar directa.
alejado de cualquier fuente de
Fuente: ITINTEC. 1984
NTP 209.221:1984 Aditivos de uso permitido en alimentos
Ficha Tcnica del proveedor
ESPECIFICACIONES DE CONSERVANTES
1. Uso :
El aditivo se utilizar en la elaboracin de salsas, cremas, pastas a base de aj y
similares.
2. Condiciones Sanitarias:
El aditivo debe estar libre de sustancias extraas y ser de grado alimentario.
A. Benzoato de sodio
3. Caractersticas organolpticas
Aspecto: polvo cristalino.
Color: blanco
Olor: Casi inodoro
4. Caractersticas Fsico Qumico:
Pureza (C7H5NaO2): 99- 100.5%
Solubilidad: Soluble libre en el agua, escasamente soluble en etanol
Compuestos clorados: =< 0.03% (expresado en forma de cloro)
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
107
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Metales pesados: =< 0.001
B. Sorbato de potasio
3. Caractersticas organolpticas
Aspecto: polvo cristalino.
Color: blanco o blanco amarillento
Olor: Inodoro
4. Caractersticas Fsico Qumico:
Pureza: 98 -101 %
Metales pesados: < 10ppm
Arsenico: <3ppm
Alcalinidade <3ppm
Acides: < 1%
C. INBAC - MDA
3. Caractersticas organolpticas
Aspecto: pulverulento
Color: blanco
4. Caractersticas Fsico Qumico:
pH: 3.50 - 5.5
Densidad: 0.7- 1.1 g/cm3
Humedad: 10 mx.
5.Caractersticas Microbiolgicas:
E. coli: Ausencia/1 gr.
Clostrium sulfito reductor: Ausencia / 1 gr.
Safilococcus coagulasa +: Ausencia / 1 gr.
Listeria monocytogenes: Ausencia / 25 gr.
Salmonella: Ausencia / 25 gr.
Hongos y Levadura: < 10 ufc/gr
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido
adulterados
7. Vida til:
Un ao a partir de su fecha de fabricacin.
8. Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco y protegido
de la luz, despus de utilizar una parte del producto se debe cerrar hermticamente la
bolsa procurando que no quede aire en su interior. Evitar temperaturas superiores a
35C.
9. Definiciones
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
108
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Conservante.- Sustancias que impiden o retardan la descomposicin de los alimentos
provocada por los microorganismos que se nutren de ellos o por los productos de su
metabolismo que pueden ser perjudiciales para la salud el consumidor. Ejemplo cido
srbico y sus derivados (sorbatos) que inhiben el crecimientos de mohos y levaduras;
Acido benzoico (benzoatos de potasio, sodio y calcio) que se utilizan para alimentos
cidos.
Fuente: FAO 1999.
NTP 209.111:1975. Aditivos alimentarios
Ficha Tcnica Proveedores
ESPECIFICACIONES DE ANTIOXIDANTE, ESPESANTE
1. Uso :
El aditivo se utilizar en la elaboracin de salsas, cremas, pastas a base de
aji y similares.
2. Condiciones Sanitarias:
El aditivo debe estar libre de sustancias extraas y ser de grado alimentario.
A.
Goma Xanthan
3. Caractersticas organolpticas
Aspecto: blanco cremoso
Color: neutro
Sabor: Neutro
Textura: polvo fino
4. Caractersticas Fsico Qumico:
pH: 5- 8
Humedad: mximo 13%
Cenizas: mnimo 13%
Nitrgeno total: < 1.5 %
Plomo: Mximo 2 ppm
Arsnico: Mximo 3 ppm
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
109
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Metales pesados: Mximo 20 ppm
5. Caractersticas microbiolgicas:
Mohos: 500 ufc/gr
Levaduras: 500 ufc/Gr
Coliformes: ausencia
B.BHT ( Butil hidroxitolueno)
3. Caractersticas organolpticas
Aspecto: polvo
Color: Blanco
Olor: Inodoro
4. Caractersticas Fsico Qumico:
Pureza: 99.8 %
Humedad: mximo 1%
Punto de fusin inicial: 69.2
Arsenico: =< 3.0 mg/kg
Mercurio: =< 1 mg/kg
Cenizas: =< 20 mg/kg
Plomo:=< 2.0 mg/kg
ESPECIFICACIONES DE SUSTANCIAS SECUESTRANTES
1. Uso :
El aditivo se utilizar en la elaboracin de salsas, cremas y similares.
2. Condiciones Sanitarias:
El aditivo debe estar libre de sustancias extraas y ser de grado alimentario.
A.Etilendiamonotetractico (E.D.T.A)
3. Caractersticas organolpticas
Color: Blanco
Olor: Inodoro
Aspecto: Cristales
4. Caractersticas Fsico Qumico:
pH: 4-5
Sulfato: =< 0.05
Pureza: 99.0 101.0
Metales pesados: Mximo 0.001 % (Pb)
Fierro: menor a 0.001
Aerobios: <100 ufc/g
Hongos y levaduras: 100ufc/g
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
110
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
5. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido adulterado
6. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
7.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco y protegido
de la luz, despus de utilizar una parte del producto se debe cerrar hermticamente la
bolsa procurando que no quede aire en su interior
8. Definiciones
El cido etilendiaminotetraactico (EDTA).- es una sustancia utilizada como agente
quelante que puede crear complejos con un metal que tenga una estructura de
coordinacin octadrica. Coordina a metales pesados de forma reversible por cuatro
posiciones acetato y dos amino, lo que lo convierte en un ligando hexadentado, y el
ms importante de los ligandos quelatos.
Fuente: FAO 1999.
Ficha Tcnica Proveedores
ESPECIFICACIONES DE POTENCIADORES DEL SABOR
1. Uso :
El aditivo se utilizar en la elaboracin de salsas.
2. Condiciones Sanitarias:
El aditivo debe estar libre de sustancias extraas y ser de grado alimentario
A. Glutamato monosdico.
3. Caractersticas organolpticas
Color: Blanco
Olor: Inodoro
Aspecto: Cristales
4. Caractersticas Fsico Qumico:
Humedad: < 0.5 %
Pureza: 99 %
pH: 6.7 7.2
Cloruros: <2.0%
Plomo: < 1mg/kg
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
111
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
5. Caractersticas Microbiolgicas:
Recuento total de aerobios : < 500 ufc/ gr
Bacterias termfilas: < 50 ufc/gr
Hongos: < 50 ufc/gr
Coliformes: Ausencia
Salmonella: Ausencia en 25 gr.
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido adulterados
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco y protegido
de la luz, despus de utilizar una parte del producto se debe cerrar hermticamente la
bolsa procurando que no quede aire en su interior
9. Definiciones
Resaltadotes/ potenciadotes del sabor.- Sustancias que realzan el sabor y/o aroma de
un alimento e influyen en la sensacin de cuerpo o viscosidad en el paladar. Ejemplo
glutamato monosdico.
Fuente: FAO 1999.
NTP 209.111:1975. Aditivos alimentarios
Ficha Tcnica Proveedores
ESPECIFICACIONES DE LA MALTODEXTRINA
1. Uso :
El insumo se utilizar en la elaboracin de salsas.
2. Condiciones Sanitarias:
El insumo debe estar libre de sustancias extraas y ser de grado alimentaro.
3. Caractersticas organolpticas:
Color: Blanco
Olor: Inodoro
Aspecto: Polvo
4. Caractersticas Fsico Qumico:
Humedad: < 6 %
Solubilidad: >98%
pH: 4.5- 6.5
Cenizas: < 0.5 mg/ Kg
Arsnico: < 0.5 mg/ Kg
Plomo: < 0.5 mg/ Kg
Densidad aparente: 450g/L
5. Caractersticas Microbiolgicas:
Recuento de A. mesfilas: < 10 4ufc/ gr
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
112
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Coliformes: < 50 ufc/g
6. Empaque:
El empaque debe encontrarse limpio, sellado, sin signos de haber sido adulterado.
7. Vida til:
El producto tiene que encontrarse dentro de su fecha de vencimiento.
8.
Almacenamiento:
Mantener el producto hermticamente cerrado en un lugar fresco y seco y protegido
de la luz, despus de utilizar una parte del producto se debe cerrar hermticamente la
bolsa procurando que no quede aire en su interior
9. Definiciones
Maltodextrina. -Es un derivado del almidn, generalmente proveniente del maz, el trigo
la papa. Es un polmero de la dextrosa, est compuesto por 1% de dextrosa, 3% de
maltosa y 95% de triosa y polisacridos. Se usa en los alimentos energticos por su
bajo aporte de caloras, por su gran solubilidad y rpida absorcin.
Fuente: FAO 1999.
Ficha tcnica del proveedor
ESPECIFICACIONES DE AROMATIZANTES, SABORIZANTES Y
COLORANTES
1. Uso :
El aditivo se utilizar en la elaboracin de salsas, cremas.
2. Condiciones Sanitarias:
El aditivo debe estar libre de sustancias extraas y ser de grado alimentaro.
A. Esencia M 1
3. Caractersticas organolpticas:
Color: naranja a pardo caramelo plido
Olor: Conforme al patrn
Aspecto: lquido fluido y limpio
4. Caractersticas: Fsico Qumico:
Densidad: 1.020- 1.060a 20C
Indice de refraccin: 1.36- 1.39 nD/ 20C
Solubilidad: Soluble en agua
B. Esencia de Humo
3. Caractersticas organolpticas:
Color: Pardo caramelo oscuro
Olor: Conforme al patrn
Aspecto: lquido fluido opaco
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
113
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
4. Caractersticas Fsico Qumico:
pH: 2.78
Densidad: 1.038- 1.048 a 20C
Indice de refraccin: 1.432- 1.442 nD/ 20C
Solubilidad: Soluble en agua
C. Esencia de Naranja
3. Caractersticas organolpticas:
Color: Amarillo claro
Olor: Conforme al patrn
Aspecto: lquido fluido y limpio
4. Caractersticas Fsico Qumico:
Densidad: 0.950 0.960 a 20C
Indice de refraccin: 1.434 - 1.435 nD/ 20C
Solubilidad: Soluble en agua
D. Esencia de Pimienta
3. Caractersticas organolpticas:
Color: Castao claro a amarillo naranja
Olor: Conforme al standar
Aspecto: lquido aceitoso y limpio
4. Caractersticas Fsico Qumico:
Densidad: 0.910- 0.930 a 20C
Indice de refraccin: 1.35- 1.47 nD/ 20C
Solubilidad: Soluble en aceite vegetal y medio graso
E. Extracto de limn
3. Caractersticas organolpticas:
Color: Amarillo
Olor: Conforme al patrn
Aspecto: lquido aceitoso y limpio
4. Caractersticas Fsico Qumico:
Gravedad especifica: 0.81 0.835
Indice de refraccin: 1.35 - 1.375 nD/ 20C
Solubilidad: insoluble en agua, soluble en alcohol, soluble en propilenglicol.
F.Color Caramelo
3. Caractersticas organolpticas:
Color: caramelo
Olor: Conforme al patrn
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
114
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Aspecto: Polvo homogneo
4. Caractersticas Fsico Qumico:
Gravedad especifica: 1.251
Arsenico: <1 ppm
Mercurio: <0.1 ppm
pH: 2.7
Analisis microbiolgico:
E.coli: < 3mpn/g
Salmonella: ausencia ufc/25g
Hongos: <10ufc/g
G .Color amarillo
Aspecto: polvo fino naranja
Analisis fsico quimico:
Humedad: 1.94%
Densidad aparente: 0.59 g/ml
Solubilidad: conforme a estndares
Metales pesados:
Plomo: <2 mg/kg
Arsnico: <3 mg/kg
Mercurio: <1 mg/kg
H. Mayonesa Mix
Aspecto: liquido oleoso
Color: Verde petrleo
Perfil de aroma: Caracterstico al patrn
Caractersticas fsico- qumicas:
Gravedad especfica: 0.880-0.940
ndice de refraccin: 1.4470 1.4970
Ficha proveedor
I.
COLOR SILLAO
Aspecto: polvo fino anaranjado opacado
Tonalidad en solucin: de acuerdo a los estndares
Caractersticas fsico- qumicas:
Pureza: 45%
Humedad: 10%
Arsnico: <3mg/kg
Plomo: <10mg/kg
Metales pesados:<40 mg/kg
Ficha proveedor
J.STABITEX
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
115
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Color: blanco
Olor: Caracteristico
pH: 4.8- 6.8
viscosidad: 1450- 2500 mPa.s
Ficha proveedor
ESPECIFICACIONES DEL AGUA DE CONSUMO
1. Uso :
El agua utilizada para la elaboracin de los productos es apta para consumo
humano.
2. Condiciones Sanitarias:
El agua deber estar libre de todo tipo de impurezas y de microorganismos patgenos..
3. Caractersticas organolpticas:
Sabor: insipida
Olor: Inodora
Color: Incoloro
4. Caractersticas Biolgicas
Ausencia de parsitos y protozoarios
5.
Requisitos microbiolgicos
Recuento total < 50 ufc/ ml
Coliformes totales: Ausencia
Coliformes fecales: Ausencia
6. Valores mximos admisibles de sustancias peligrosas:
Arsnico: 0.05mg/ l
Plomo: 0.05 mg/ l
Cianuro:0.1 mg/ l
Mercurio: 0.001 mg/ l
Selenio:0.01 mg/ l
Cadmio:0.005 mg/ l
Cromo:0.005 mg/ l
Nitrato:45 mg / l
Brio: 1 mg/ l
7.
Compuestos que afectan la calidad esttica y organolptica
Compuesto
Turbidez ( agua
tratada)
Residuos totales mg/
l
Dureza (CACO 3 )
Valor mximo
recomendable
3 NTU
Valor mximo
admisible
5 NTU
500
1000 ml
200
--
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
116
BUENAS PRACTICAS DE MANUFACTURA
mg/ l
Sulfato (SO 4) mg/ l
Cloruros (Cl)
250
250
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
600
600
Se considera una concentracin de cloro libre residual entre 0.5 a 1.0 mg/ l para el
agua utilizada en la empresa
Fuente: ITINTEC 1987. NTP. 214.010.2002. Agua para consumo.
ESPECIFICACIONES DE ENVASES: PET (polietileno tereftalato).
1. Uso :
Envases fabricados de polietileno tereftalato y que sonusados para envasar mostaza,
ketchup y Mayonesa. .
2. Condiciones Sanitarias:
Los envases deben transportarse en envases de primer uso, protegidos y limpios.
3. Caractersticas:
Color: cristal
Altura: 160.4 +- 0.5 mm
Ancho mayor: 75.03 +- 0.5 mm
Ancho menor: 45.26 +- 0.5 mm
Dimetro Interior de la boca: 30.08 +- 0.5
Dimetro Exterior de la boca: 37.16 +-0.5
Peso de envase: 30.5 +- 5gr
Capacidad de rebose: 370.5 +- 2.0 ml.
Capacidad nominal: 350.0 +- 2.0 ml.
4. lmites de deteccin
Arsnico: <0.02mg/kg
Bario: <5.0 mg/kg
Cadmio: <0.2 mg/kg
Cromo: <1.2 mg/kg
Zinc: <0.25 mg/kg
Niquel: <2.5 mg/kg
Plomo: <5.0 mg/kg
Mercurio: <0.02 mg/kg
Selenio: <0.002 mg/kg
5. Envase
Pallet cubierto de strech film y cartones de separacin.
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos.
Ficha Tcnica Proveedores
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
117
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ESPECIFICACIONES DE ENVASES: GALONERAS y BALDES
1. Uso :
Para envasar lquidos y mayonesa.
2. Condiciones Sanitarias:
Los envases deben transportarse en embalaje limpio, protegidos y no ser txicos.
3. Caractersticas de las galoneras:
Material: Polipropileno
Color: Natural
Dimetro interno: 30 mm
Dimetro de rosca: 35.8 mm
Altura zona de rosca: 15.30 mm
Peso de envase: 90.5 gr
Capacidad nominal: 3.78 lt
Hermeticidad en reposos: 99.9%
Envases rotos, machados, y con otros defectos: < 1 %.
4. Caractersticas de los baldes
Material: polietileno
Color: Blanco
Dimetro interno: 290 +-3 mm
Dimetro externo: 300 +- 3 mm
Espesor pestaa: 6.25 +- 0.5 mm
Espesor de pared: 2.1 +- 0.3 mm
Peso: 850 +- 15 gr
Hermeticidad: con agua 20 min / <50g
5. Envases
Sacos de rafia trenzado de primer uso
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos
Ficha Tcnica Proveedores
ESPECIFICACIONES DE TAPAS CROMADAS
1. Uso :
Son usados para el cierre de frascos de vidrio.
2. Condiciones Sanitarias:
Las chapas deben transportarse en envases limpios y protegidos
3. Caractersticas:
Material: Hojalata
Color especfico: estandar
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
118
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Espesor nominal: 0.13mm, 0,63mm, 0,82 mm
Dureza Rockwell: T.61. Dr.8.5 (DR 580)
Exterior: Barniz transparente epoxy-fenlico + barniz de acabado polyester ( FDA
175300)
Interior: Barniz de enganche epoxy fenlico sanitario + laca organosol para aplicacin
alimentaria (aprobado FDA 175300)
Peso de tapa: 8.7 gr.
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos Ficha Tcnica Proveedores
ESPECIFICACIONES DE BOLSAS- MAYONESA
1. Uso :
Envases flexibles para el transporte de mayonesa en presentacin bolsa.
2. Condiciones Sanitarias:
Los envases deben transportarse en empaques limpios y protegidos.
3. Caractersticas
Material: Poliamida, adhesivo y capa sellante PEBO
Color: transparente
Gramaje: 68.2 gr.promedio
Calibre: 70 micras promedio
Elongacin por ruptura longitudinal: > 295 %
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
119
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Elongacin por ruptura transversal: > 305 %
Sellos de seguridad: 5 -8 mm
Fuerza de sellado: > 2.6 Kg/ pulg
Envases rotos, machados, y con otros defectos: < 1 %.
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos
Ficha Tcnica Proveedores
ESPECIFICACIONES DE BOLSAS (polietileno)
1. Uso :
Envases para el transporte de cremas, salsas y similares.
2. Condiciones Sanitarias:
Las bolsas deben transportarse en empaques limpios y protegidos.
3. Caractersticas
Material: Polietileno de baja densidad (polmeros de etileno)
Los envases deben conservar las propiedades del producto tales como aromas, sabores
y colores.
Color: transparente
Densidad: 0.941 g/cc como mnimo
Calibre: 0.25 mm promedio
Gramaje: 93 g/m2
Medidas:
Ancho: 12 +- 25 mm
Largo: 18 +- 0.4 mm
Espesor: 0.004 +- 0.0002 mm
Peso: 0.0262 +- 0.0025
Temperatura de sellado al calor: 135 154C
Defectos: < 1 %. Envases rotos, machados, libre de burbujas, motas, arrugas, ojos de
pescado, partculas extraas u otros defectos que afecte su uso.
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos
Ficha tcnica de proveedores.
ESPECIFICACIONES DE CAJAS DE CARTON
1. Uso :
Las cajas se utilizan para el transporte del producto.
2. Condiciones Sanitarias:
Las cajas deben transportarse en envases de primer uso y protegidos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
120
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
3. Caractersticas:
Material: Cartn flexible tipo T- 200 onda C
Calibre: 4.00 +- 2mm
Gramaje: De acuerdo al tamao de la caja
Humedad: 7.5 +-1
Impresin: Arezzo, otros
Fuente: NTP 272.092: 1980: Envases y embalajes de cartn
Ficha Tcnica Proveedores
ESPECIFICACIONES DE PRECINTOS
1. Uso :
Precintos son usados para juntas de cierre de tapas.
2. Condiciones Sanitarias:
Este material debe transportarse en envases limpios y protegidos.
3. Caractersticas
Color: Marfil
Viscosidad brookfield: 20-80 poises
Espesor nominal: 0.13 mm
Slidos: 100%
Densidad: 0.95- 1.08 g/ cm 3
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos
Ficha Tcnica Proveedores
ESPECIFICACIONES DE CINTA ADHESIVA
1. Uso :
Las cintas se utilizan para el cerrado de los empaques del producto.
2. Condiciones Sanitarias:
Las cintas deben transportarse en envases de primer uso y protegidos.
3. Caractersticas:
Color: transparente
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
121
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Soporte: Polipropileno
Adhesivo: Acrlico biorientado
Espesor del film: 25 micras
Espesor adhesivo: 25 micras
Espesor total: 50 micras
Fuerza de adhesin: 0.75 Kg/ In.
3. Envase:
Cajas de cartn. X 36 unidades
Fuente: NTP 319.163-7:2005. Envases y accesorios plsticos en contacto con los
alimentos.
Ficha Tcnica Proveedores
ESPECIFICACIONES DE TINTA FLEXOGRAFICA
1. Uso :
La tinta se utiliza para el rotulado de los empaques para productos, realizado por
terceros.
2. Condiciones Sanitarias:
Las tintas deben transportarse en envases de primer uso y protegidos.
3. Caractersticas:
Color: verde, rojo, amarillo, blanco, negro
Metales pesados: Mximo 100 ppm.
Fuente: NTP. 319.010: 1971. Pinturas y Tintas.
9.3. BUENAS PRCTICAS EN EL ALMACENAMIENTO
PROCEDIMIENTO
La planta cuenta con almacenes para productos terminados que requieran refrigeracin y
congelacin; almacenes para productos terminados e insumos que no necesitan
refrigeracin y almacn de envases.
La planta cuenta con almacn para materias primas que requieran refrigeracin.
Los productos en los almacenes se apilan en parihuelas de plstico de colores segn el
rea y la actividad a la que pertenece o madera previamente sanitizadas, en zonas
establecidas dentro del rea del almacn para evitar contaminaciones cruzadas,
especialmente de aquellos productos que contienen alrgenos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
122
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Durante el estibado de productos no perecibles se respeta la distancia al piso de 20 cm, la
distancia de ruma a la pared y entre rumas es de 50 cm, y de ruma al techo no es menor
de 60 cm. En caso de cajas apilar hasta un mximo de 5 unidades de altura.
Durante el estibado de productos perecibles se respeta la distancia al piso de 10 cm, la
distancia de ruma a la pared 15 cm, y de ruma al techo no es menor de 50 cm. La
distancia entre rumas debe ser de 10 cm para permitir un adecuado enfriamiento del
producto. En el acondicionado de las rumas se debe dejar pasillos o espacios libres que
permitan la inspeccin de las carga. En caso de cajas apilar hasta un mximo de 5
unidades de altura y/o segn especificacin de fabricante.
Los ambientes de almacenamiento tienen control de temperatura y humedad relativa, las
lecturas se registran en los formatos correspondientes con frecuencia diaria mientras se
encuentren estos ambientes ocupados y no deben sobrepasar los lmites establecidos.
En las cmaras de refrigeracin, la temperatura establecida para el almacenaje de
productos es: < a 5 C, para productos terminados y para insumos como leche, yogurt,
queso, huevo lquido pasteurizado.
El rango de temperatura establecido para el almacenaje en congelacin es: - 14 a - 18 C
para productos terminados e insumos como tocino, jamn y similares.
El control de temperatura de las cmaras de refrigeracin y congeladoras se realiza dos
veces al da y se registra en los formatos correspondientes.
Los productos almacenados en las cmaras de refrigeracin se mantienen separados de
otros insumos o productos intermedios y se encuentran debidamente rotulados.
Los inventarios de productos y materiales de almacn se realizan cada semana
(productos) y mensualmente en caso de materiales, para mantener los stocks
actualizados. Si durante el inventario, se observan daos en el producto o materiales,
estos se separan, se colocan en la zona de cuarentena, para su evaluacin y disposicin.
Para los insumos y productos terminados guardados tanto en almacn como en las
cmaras de refrigeracin, se aplica el sistema lo primero que ingresa es lo primero que
sale (PEPS). El personal retira los insumos ms antiguos para su procesamiento,
cuidando que los envases abiertos con producto en su interior permanezcan tapados
(doblados en la zona de abertura), para evitar que stos absorban humedad del
ambiente.
Los productos no conformes se almacenan transitoriamente en una zona delimitada y
rotulada (zona de cuarentena) dentro del almacn en espera de su disposicin final.
Los productos de limpieza se almacenan en ambiente fuera de las reas de produccin,
este ambiente permanece cerrado y en su interior los productos se encuentran ordenados
y separados de los materiales como escobas, recogedores, cepillos, etc.
Los envases primarios como bolsas plsticas, frascos de vidrios, frascos de plsticos y
tapas; se almacenan apilados sobre parihuelas en su envase original, protegidos y se
apilan separados de los productos terminados.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
123
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Los empaques secundarios como las cajas se apilan en parihuelas en un ambiente
separado de los productos terminados. El control en el almacenamiento es similar al
producto.
Los envases y empaques vacos procedentes de los insumos y materiales consumidos,
son apilados en la zona externa de los almacenes para ser dispuestos por terceros en el
menor tiempo posible.
Los productos terminados se almacenan separados de los envases u otro material de
tal forma que excluyan la contaminacin y/o proliferacin de microorganismos y no se
permita la alteracin del producto. Rutinariamente el supervisor de Calidad o Jefe de
Produccin inspecciona los productos que debern despacharse teniendo en cuenta el
principio PEPS.
Se realiza el control de plagas mediante inspecciones diarias a las instalaciones, y
peridicamente se realiza el mantenimiento de la estructura y condiciones de
almacenamiento.
Todos los controles (higiene, limpieza, saneamiento) realizados en el almacenamiento de
productos terminados, insumos, materiales se registran utilizando los formatos
correspondientes.
FRECUENCIA
El control en el almacenado es diario
Los inventarios son semanales para productos y mensuales para los materiales de
envasado y otros.
ACCION CORRECTIVA
En caso de encontrar envases rotos, presencia de material extrao o alguna caracterstica
no conforme, se retiran a la zona de cuarentena y se notifica al vendedor para su cambio
respectivo.
El Jefe de Calidad y el Jefe de Produccin evalan los cambios realizados y hacen el
seguimiento para verificar su eficacia.
9.4. BUENAS PRCTICAS EN DOSIMETRIA
PROCEDIMIENTO
Antes de iniciar las actividades de pesado, el personal encargado de esta rea se lava y
desinfecta las manos.
El personal recibe del Jefe de Produccin, la formula a utilizar en la elaboracin de los
productos y procede a solicitar los insumos al encargado del almacn.
Esta etapa se realiza por intervalos de tiempo ya que est supeditada al avance de
produccin. El personal de almacn ubica los insumos en los almacenes respectivos y
procede a transportarlos al rea de dosimetra.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
124
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
El pesado de insumos menores y aditivos se lleva a cabo en una balanza analtica
ubicada en el rea de dosimetra. La cantidad total pesada de aditivos e insumos de un
batch de producto se registra en el formato correspondiente. Los insumos y aditivos
pesados se transportan en recipientes cerrados hacia el rea de produccin.
El pesado de insumos mayores (verduras, pasta de tomate) se realiza en una balanza
electrnica con plataforma ubicada en la zona de produccin.
Los insumos se extraen con ayuda de cucharones limpios, se pesan de acuerdo a la
formulacin de cada producto y se colocan en bolsas plsticas de primer uso o en
recipientes plsticos previamente tarados.
Si durante la apertura del envase que contiene el aditivo o insumo a pesar, se encuentra
materia objetable como astillas, vidrio, plsticos, organismos vivos y otros, se procede a
retirar el producto, se coloca en la zona de cuarentena en el almacn hasta que se decida
su disposicin final. Si algunos insumos como azcar, harina u otros similares presentan
grumos, se procede a tamizarlos con ayuda de coladeras.
Terminada la jornada, los envases con insumos se retiran al almacn correspondiente,
debidamente doblados, para proceder a realizar la limpieza correspondiente.
FRECUENCIA
El control del pesado de los insumos se realiza diariamente y en cada producto para
verificar el correcto pesado.
ACCION CORRECTIVA
Si durante el pesado se detecta anomalas en la balanza que se est utilizando, se
procede a cambiar el equipo y se repiten las pesadas de todos los insumos y/o la
capacitacin del personal responsable de dosimetra.
Semanalmente el supervisor de calidad realiza la verificacin de las balanzas utilizando
las pesas patrn.
REGISTRO
BPM-010 Control de Dosimetra
BPM-010B Control de flujo de planta y insumos
INSTRUCTIVO: ALMACENAMIENTO DE INSUMOS Y MATERIALES
1.
Especificaciones:
Para el almacenamiento de productos refrigerados: Temperatura < 4C
Para el almacenamiento de productos e insumos frescos: Temperatura < 27C y Humedad
< 88%
Los ambientes de almacenamiento de insumos y materiales tienen control de temperatura
y humedad relativa, las lecturas se registran en los formatos correspondientes con
frecuencia diaria mientras se encuentren estos ambientes ocupados y no deben
sobrepasar los lmites establecidos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
125
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
2.
Objetivo
Aplicar las BPM y controles necesarios durante el almacenamiento de los insumos y
materiales.
3.
Alcance
Almacenamiento de insumos y materiales que ingresan al proceso
4.
Responsable
Jefe de Almacn y Jefe de Calidad
5.
Descripcin
* El personal encargado de almacn transporta los insumos y materiales recibidos a la
zona de ubicacin en los almacenes respectivos.
* El personal de almacn realiza el apilado, proteccin y rotacin adecuada de los
insumos y materiales, teniendo en cuenta el principio PEPS
* El Jefe de Almacn informa al Jefe de Produccin el stock de los insumos o materiales.
* El Jefe de Produccin hace el pedido al Jefe de Almacn, en forma verbal de los
insumos y cantidad de insumos que necesita para la produccin del da.
* El personal de almacn procede a contar, pesar y trasladar lo solicitado a la planta y lo
deposita en la zona establecida para el apilado de insumos.
* Los insumos que quedaron al final de la jornada de trabajo son devueltos al Jefe de
Almacn para su almacenamiento respectivo.
* Al final de la jornada, el Jefe de Almacn actualiza los ingresos y salidas de los insumos
y materiales del almacn.
6.
Frecuencia
Diario.
7. A. Correctivas.El supervisor de Calidad evala las fallas o no conformidades encontradas en el almacn
de productos o envases.
El Jefe de Calidad da las pautas de correccin y prevencin al personal de almacn como
parte de su capacitacin y entrenamiento.
8.
Registros.BPM-006: Control de ambiente del almacn
BPM-007: Control de temperaturas en cmara de refrigeracin
BPM-008: Control de temperatura en congeladora
9.5.
BUENAS PRCTICAS EN LAS OPERACIONES DE TRANSFORMACION
Comprenden operaciones de pelado, corte, lavado, desinfeccin, mezclado,
pasteurizacin, coccin, esterilizacin, refinado y homogenizacin, es supervisado por el
Jefe de Produccin y sin demoras intiles.
PROCEDIMIENTO
El personal usa mascarilla nasobucal y se lava las manos las veces necesarias durante
las operaciones de transformacin para evitar contaminar los alimentos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
126
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Los equipos a utilizarse en estas operaciones se lavan y desinfectan previo al uso, y al
finalizar la actividad desmontan las piezas para una limpieza eficiente, igualmente los
utensilios y mobiliario se lavan y almacenan en sus respectivos lugares.
Las operaciones de limpieza de las instalaciones, equipos y utensilios se realizan antes y
despus de finalizadas estas.
Los equipos se instalan en zonas separadas entre si para llevar a cabo las operaciones en
condiciones higinicas y seguras.
Si es necesario, los ambientes son aclimatados para reducir el calor mediante
ventiladores mecnicos.
Las materias primas, insumos se transportan con cuidado utilizando coches, carretas y
similares para evitar derrames. Si existiera derrames, o exceso de agua en los pisos
durante las operaciones, estos sern removidos y eliminados para evitar contaminar los
alimentos. Las fugas y desperdicios ocasionados durante las operaciones de
transformacin se eliminan rpidamente.
Los insumos y materiales ingresados a la zona de transformacin se revisan visualmente
para verificar su conformidad, algunos de ellos como yogurt, leche en tarro, bolsas de
crema de leche y similares se enjuagan antes del uso. Los tambores y barriles se limpian.
Remover el protector del material de empaque como frascos, baldes, fuera de la zona de
transformacin para evitar contaminaciones.
Los insumos lquidos como el aceite y antioxidante, se vierten directamente del medidor
hacia el producto.
El acondicionado de la materia prima: seleccin, pelado, cortado se realiza en rea
separada del rea de transformacin, evitando dejar restos de materia prima y propiciar
contaminacin cruzada.
El lavado de verduras se realiza en poza de lavadero, hasta una altura mxima de
2/3 de la poza. Se coloca la verdura en la poza, con chorro de agua de la red y con
movimientos circulares ayuda al desprendimiento del polvo y materia extraa de las
verduras. Este procedimiento se repite 3 veces como mnimo hasta que el agua de lavado
se elimine limpia.
La desinfeccin de verduras se realiza en la segunda poza, donde se coloc
previamente la solucin desinfectante en concentracin de 100 ppm (ver cartilla de
preparacin de soluciones desinfectantes). Luego se aade las verduras limpias en
cantidad suficiente que quede cubierta con la solucin desinfectante, se deja en contacto
por 10 minutos y luego se drena la solucin.
Luego enjuagar con abundante agua hasta eliminar completamente el cloro. Trasladar la
verdura desinfectada en baldes limpios, desinfectados y cerrados hacia la etapa siguiente
en su transformacin.
Se realizan controles de temperatura y tiempo en las operaciones de calentado,
pasteurizado, coccin y esterilizacin segn el tipo de producto a elaborar y se registran.
Los parmetros establecidos son:
Pasteurizado: 65 C- 95 C x 5 -15 / 90C-102C x 2-5.
Coccin: 95 C - 102 C x 10 - 20/ 100C 102C x 60 .
Blanqueado: 100C x 1 a 2 .
Esterilizacin: 100C - 102 C x 15- 25 .
Homogenizado: 5 - 10 .
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
127
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Mezclado: el tiempo necesario hasta la unin completa de los ingredientes.
Enfriado: 35 C x 5-10.
NOTA: Estos parmetros estn sujetos a variacin dependiendo del tipo de producto
elaborar. Ver manual HACCP.
En las etapas de homogenizado, licuado, refinado y similares: los tiempos varan
dependiendo de la naturaleza del producto (3-10 minutos), pero en todos los casos tienen
el objetivo de reducir el tamao de partcula al tamao deseado y/o de combinacin
completa de los ingredientes para obtener un producto final segn especificaciones.
No se utilizan trapos sucios, esponjas o cualquier objeto de manipulacin durante la
operacin de elaboracin para evitar las contaminaciones cruzadas.
Los recipientes donde se depositan los productos elaborados se lavan y desinfectan
previamente y se transportan protegidos al rea de envasado
En los ambientes de produccin se encuentran mensajes de BPM para estimular al
personal a su cumplimiento.
Los frascos de vidrio, recipientes plsticos se retiran del almacn, los frascos se enjuagan
para eliminar cualquier materia extraa; realizando luego verificacin de ausencia de
materia extraa para su liberacin y uso en la lnea de produccin.
En los recipientes Pets se realiza verificacin de ausencia de materia extraa para su
liberacin y uso en la lnea de produccin.
Los remanentes de los insumos, se depositan en bolsas o recipientes rotulados y se
almacenan en la cmara de refrigeracin o almacn seco (dependiendo de la naturaleza
del insumo) para ser utilizado a la brevedad.
En caso de ruptura y/o prdida de material vidrio u objeto extrao al producto, se
comunica al Jefe de produccin y/o Calidad, para suspender la actividad y ubicar al
objeto, se limpia el rea y equipo involucrados, el producto posiblemente contaminado se
bloquea y se coloca el cartel rojo hasta su eliminacin. La lnea limpia es liberada por
parte de calidad (arranque de lnea).
Los productos terminados con temperaturas elevadas (arriba de los 40 C) se enfran de
inmediato utilizando chorro de agua o sumergindolos en recipientes con agua fra, antes
de ser conservados en refrigeracin (2 a 4C) cuando proceda.
Durante las etapas de transformacin de los productos se tiene cuidado de no producir
contaminaciones cruzadas, por lo que es necesario que el flujo de las operaciones, el
flujo del personal, adems del plan de higiene establecido sean efectivos y puedan evitar
contaminaciones a los productos. Especialmente se tiene en consideracin que cuando se
elaboran productos con ingredientes que contienen alergenos, las medidas de higiene y
limpieza se intensifican.
Las especificaciones del producto terminado se mencionan en el manual HACCP, en el
punto descripcin del producto y en los certificados de calidad.
El rea de Calidad realiza monitoreos de T, tiempo, caractersticas organolpticas, fsicoqumicas de los productos en elaboracin y los controles de produccin se realizan en
forma permanente en cada lote de elaboracin del producto. Todos los controles se
registran en los formatos correspondientes.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
128
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Entre los controles que se realizan a los productos en elaboracin son: el pH, la T, la
acidez, grados brix.
FRECUENCIA
La aplicacin, control y registros de datos es permanente en todas las actividades de
transformacin del producto.
Mensualmente el Jefe de Produccin y/o Jefe de Calidad realizan la auto inspeccin de
las BPM.
ACCION CORRECTIVA
Las dificultades encontradas durante las actividades, son evaluadas por el Jefe de
produccin y Jefe de Calidad, para ser modificadas y seguidas, para verificar su eficacia.
REGISTRO:
Se registra y almacena informacin en formatos (formato electrnico plantilla Excel)
Se registra y almacena graficas de control para los productos de DELOSI(formato
electrnico plantilla Excel)
Se registra y almacena KPI`s para los productos de DELOSI(formato electrnico plantilla
Excel)
BPM-011A: Control de Produccin (Licuado y enfriado)
BPM-011B: Control de Produccin (Licuado, Exhausting y enfriado)
BPM-011C: Control de Produccin (Macerado, Refinado, Homogenizado y mezclado).
BPM-012 : Control de solucin desinfectante
INSTRUCTIVO: TRANSFORMACION DE INSUMOS
1.
Objetivo
Aplicar las BPM y controles necesarios durante la transformacin de la materia prima e
insumos.
2.
Alcance
Etapas de transformacin: seleccin y acondicionado de materias primas, pesado
de insumos, lavado, desinfeccin, coccin, licuado, refinado, exhausting, esterilizado,
envasado, enfriado, etiquetado, encajado, almacenado producto final, distribucin.
3.
Responsable
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
129
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Jefe de Produccin, Jefe de Calidad, Supervisor de Calidad
4.
Descripcin
Las materias primas se trasladan directamente a la zona de seleccin de
materia prima.
La materia prima se selecciona, se lava segn procedimiento de elaboracin del
producto.
En dosimetra se pesan los insumos, segn formulacin del producto y luego
son transferidos a las reas de transformacin.
Dependiendo del producto a elaborar, se procede a realizar las operaciones de
desinfeccin, mezclado, homogenizado, coccin, licuado, refinado, etc. hasta la
obtencin del producto terminado.
Durante estas operaciones se realizan los controles necesarios de temperatura,
tiempo, aplicacin de BPMs, etc. necesarios para asegurar la inocuidad del
producto.
Los controles se registran en los formatos respectivos.
Culminada la elaboracin del producto, se vierte en coches, o recipientes
previamente desinfectados, se cubren y se transportan a la zona de envasado.
Procedimiento de seleccin, cortado, picado, pelado de materia prima
1. La materia prima se coloca en las mesas destinadas para ese fin.
2. El personal retira manualmente la materia prima defectuosa, materia extraa como
piedras, pelos y similares.
3. Corta la cobertura de la materia prima, extrae las pepas, da la forma y tamao
requerida de la materia prima usando el cuchillo y pelador.
4. La materia prima ya acondicionada se traslada a los lavaderos para realizar el
lavado y desinfeccin correspondientes.
5. Se limpia y desinfecta el mobiliario y utensilios utilizados.
6. La materia prima excedente se coloca en jabas y se procede a almacenar segn
corresponda: refrigeracin, temperatura ambiente.
7. Los residuos obtenidos durante la actividad de recolectan en bolsas negras
apiladas en parihuelas, que son trasladados al finalizar la jornada a la zona de
acopio de residuos slidos.
Procedimiento de licuado
1. La licuadora a utilizar lavada y desinfectada se conectar a la red elctrica para el inicio
del licuado.
2. Verter los ingredientes slidos y lquidos segn corresponda, colocar la tapa de
licuadora y encenderla por el tiempo programado (3 a 10 minutos como mximo) segn el
tipo de producto a elaborar.
3. Apagar la licuadora.
4. Verter el contenido de la licuadora a un coche hasta la evacuacin completa del
producto.
5. Proceder a realizar la siguiente carga de insumos.
6. Continuar el procedimiento hasta totalizar la cantidad de cargas programadas.
7. Terminada la actividad programada, desconectar el cable de la red elctrica y realizar la
limpieza y desinfeccin de la licuadora.
Procedimiento de Homogenizado
1. El recipiente previamente sanitizado, se coloca sobre una base.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
130
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
2. Verter los ingredientes slidos y lquidos segn corresponda y con ayuda de una
esptula, realizar movimientos circulares para unir los ingredientes.
3. Tapar el recipiente y trasladarlo a la zona de envasado.
4. Proceder a la limpieza y desinfeccin del recipiente utilizado.
Procedimiento de pasteurizado o coccin
Utilizando marmitas
Estos equipos poseen revestimiento externo para el flujo del vapor. Tienen llave de
ingreso y salida de vapor. Tienen una capacidad de 200 Kg aproximadamente.
1. Abrir la Llave
2. Dejar el tiempo y para obtener la temperatura establecida
3. Cerrar la llave
Procedimiento de esterilizacin
Se realiza utilizando la marmita y se procede con el esterilizado teniendo el mismo
principio de la coccin descrito anteriormente.
Se realiza utilizando la autoclave para las pastas a base de ajes y ajos.
Procedimiento de blanqueado
1. Este procedimiento se realiza con algunas verduras como el culantro, huacatay y
ajos frescos.
2. Las verduras desinfectadas se colocan en baldes plsticos y se les aade agua a
98 - 100C hasta cubrirlas.
3. Se deja reposar por 1 a 5 minutos.
4. Se escurre la verdura eliminando el agua caliente.
Procedimiento de pulpeado
La pulpeadora permite obtener la pulpa de tomate o manzana separndola de cscaras y
pepas.
1. Conectar a la red elctrica el equipo previamente lavado y desinfectado
2. Encender el equipo presionando el botn rojo
3. Colocar un recipiente en la salida del equipo para la recepcin de la pulpa de
tomate y otro recipiente para la recepcin de los deshechos.
4. Incorporar al equipo el tomate o manzana precocidos en pequeas cantidades.
Repetir este paso tantas veces sea necesario hasta totalizar la cantidad de
cargas programadas.
5. Terminada la operacin, presionar el botn verde para apagar el equipo y
desconectarlo de la red elctrica.
6. Proceder a la limpieza y desinfeccin del equipo.
Procedimiento de refinado
Se utiliza el molino helicoidal vertical.
1. Conectar a la red elctrica el equipo previamente lavado y desinfectado
2. Encender el equipo presionando el botn rojo.
3. Incorporar al equipo el producto a refinar. Repetir este paso las veces
necesarias.
4. Terminada la operacin presionar el botn verde para apagar el equipo y
desconectarlo de la red elctrica.
5. Realizar el lavado y desinfeccin del molino.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
131
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
5.
Frecuencia
Diario
6.
A. Correctivas.El supervisor de Calidad evala las fallas o no conformidades encontradas en el proceso
de transformacin del producto.
El Jefe de Produccin realiza las modificaciones necesarias para encaminar la
elaboracin del producto.
6. Registros.Se registra y almacena informacin en formatos (formato electrnico plantilla
Excel)
Se registra y almacena graficas de control (formato electrnico plantilla Excel)
Se registra y almacena KPI`s (formato electrnico plantilla Excel)
BPM-011A: Control de Produccin (Licuado y enfriado)
BPM-011B: Control de Produccin (Licuado, Exhausting y enfriado)
BPM-011C: Control de Produccin (Macerado, Refinado, Homogenizado y mezclado).
BPM-012 : Control de solucin desinfectante
9.6. BUENAS PRACTICAS EN EL ENVASADO / EMPACADO/ ROTULADO
PROCEDIMIENTO
Antes de iniciar las actividades de produccin, el personal se lavar y desinfectar las
manos y el rea de trabajo.
Esta etapa se realizar en forma simultnea y es permanentemente monitoreada por el
Jefe de Produccin y/o Supervisor de Calidad.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
132
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Los envases primarios como bolsas de polietileno se usan directamente, se sellan
trmicamente en dos zonas, colocando la etiqueta y sticker de fecha entre ambos sellos.
Los frascos de vidrio, se enjuagan previamente al uso, se escurren y se procede a
envasar de acuerdo a las presentaciones, luego se sellan las tapas mediante el proceso
de ajuste en forma manual.
Frascos de plsticose realiza verificacin de ausencia de materia extraa para su
liberacin y se procede a envasar de acuerdo a las presentaciones, luego se sellan las
tapas mediante el proceso de ajuste en forma manual.
Los productos envasados en frascos de vidrio son sometidos a un proceso de
esterilizacin.
Los recipientes de plstico tipo galonera, bidn, se utilizan para el envasado de productos
lquidos, el cierre es con tapa rosca.
Los envases secundarios o empaques para algunos productos como mayonesa ketchup,
y otros, son cajas de cartn en sus diferentes presentaciones, ests se cierran con cinta
autoadhesiva.
La codificacin asignada a los productos es la siguiente:
Para Producto Terminado Bolsas:
Fecha de produccin (Lote): da-mes-ao
Fecha de vencimiento
: da-mes-ao
Para Producto Terminado Frascos de vidrio y Doy pack:
Lote:
MLD07130401
1
Dnde: 1 Codificacin interna: Ver lista de cdigo de Nombre de producto
2 Presentacin del producto: Ver lista de cdigo
3 Peso neto: Ver lista de cdigo
4 Ao de produccin: 2013
5 Lote de produccin: 040 (calendario juliano=09 de febrero)
6 turno de proceso: da
Fecha de Produccin:
V: 170214
7
10
Dnde: 07 Vencimiento: V
MLD07120401
V: 170214
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
133
BUENAS PRACTICAS DE MANUFACTURA
08 da de vencimiento: 2013
09 meses de vencimiento: febrero
10 ao de vencimiento: 2013
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Resultado:
Las etiquetas describen la siguiente informacin:
Nombre del producto:
Marca:
Ingredientes y Aditivos:
Lote: Da-mes-ao y/o segn tipo de presentacin de producto. / Fecha de vencimiento: da-mes-ao
Registro Sanitario:
Razn Social:
RUC:
Direccin:
Condiciones especiales de Conservacin:
Peso neto:
Durante el envasado se tiene en cuenta el peso del producto, el peso del envase y la
presentacin del producto; el peso neto del producto estar en el rango de 1.5% con
respecto a su peso neto, con un lmite critico superior de 2.0 % . Si durante el control se
detecta unidades con pesos inferiores al peso neto, se separan las unidades para su re
envasado en forma inmediata. Los controles de pesos y rotulado durante el envasado
sern realizados el Supervisor de Calidad y/o Jefe de Produccin.
Despues de envasados y, rotulados correctamente los productos en bolsas son sometidos
a prueba de ausencia/ Presencia de metales por el detector de metales previamente
calibrado para cada producto.
Los productos envasados que deben ser refrigerados se apilan en jabas y se transportan
de inmediato a la cmara de refrigeracin para su conservacin. Los productos que no
requieren refrigeracin (presentacin en frascos o pets) son transportados en jabas hacia
su ubicacin correspondiente en el almacn.
.
El rea de Calidad es la encargada de realizar anlisis fsico qumicos y microbiolgicos
de los productos terminados y de envases segn programa de muestreo para verificar que
se cumplan las especificaciones establecidas y as garantizar la inocuidad y calidad de
los mismos. Se realiza un control integral en el producto final, para verificar que se cumple
con los requisitos e informacin que debe tener el producto, especialmente se verifica que
las etiquetas lleven la frase de contiene y ser declarado en negrita, para aquellos
productos que son elaborados con alguno de los 8 productos que contiene alergenos.
Durante el envasado se toman las medidas efectivas para evitar contaminaciones
cruzadas entre productos terminados, materiales sucios e ingredientes que puedan
constituir un problema de seguridad, ejemplos los alrgenos o que puedan causar
disgusto al consumidor. El envasado debe realizarse evitando cualquier riesgo potencial
de contaminacin fsica, qumica o microbiolgica.
FRECUENCIA
El control de la etapa de envasado es permanente.
ACCION CORRECTIVA
Si el producto envasado no cumple con los requerimientos, se separa y se bloquea (cartel
rojo) hasta su evaluacin para determinar las causas de las no conformidades y segn
ello se determine su disposicin: eliminacin, reproceso.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
134
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
INSTRUCTIVO: ENVASADO DE PRODUCTO TERMINADO
1. Objetivo
Aplicar las BPM y controles necesarios durante el envasado de productos intermedios y
productos terminados
2. Alcance
El envasado y pesado de los productos en las diferentes presentaciones; bolsas, frascos
de vidrio, frascos pet, sachets.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
135
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
3.
Responsable
Jefe de Produccin, Jefe de Calidad
4.
Descripcin. Los productos se envasan en una zona delimitada y separada de la zona de
transformacin.
Limpiar y desinfectar el rea de trabajo y los implementos a utilizar en el pesado
del producto.
Tarar el recipiente o envase en la balanza.
Realizar el pesado del producto, con un rango de variacin de 1.5% y con un
lmite critico 1.5%.
El Supervisor de Calidad realizar los controles de hermeticidad, rango de peso,
descripcin de la etiqueta, lote de produccin, para dar conformidad del lote.
La obtencin del peso neto del producto se obtiene:
Peso Neto = Peso Bruto P envase.
Promedio peso Neto: X = Z (P1+P2+P3+P4+P5)/ 5
Peso envase: Peso de 10 unidades de bolsa /10, peso de 3 recipientes /3
El producto envasado a temperaturas por encima de los 40C, se procede a
enfriar en recipientes con agua de la red, la misma que se cambia
constantemente para lograr bajar la temperatura del producto a temperaturas
cercanas al ambiente.
Los productos se apilan en jabas y son contados para obtener la cantidad de
producto elaborado. Los productos que requieran refrigerar son llevados de
inmediato a la cmara de refrigeracin para evitar su deterioro.
El producto enfriado es almacenado en los almacenes correspondientes.
5.
Frecuencia
Diario
6. A. Correctivas.El supervisor de Calidad evala las fallas o no conformidades encontradas en el producto
envasado.
El Jefe de Produccin y/o Jefe de Calidad realiza las modificaciones necesarias para
encaminar la elaboracin del producto.
7. Registros.Se registra y almacena informacin en formatos (formato electrnico plantilla
Excel)
Se registra y almacena graficas de control Solo para DELOSI(formato electrnico
plantilla Excel)
Se registra y almacena KPI`s solo para DELOSI(formato electrnico plantilla Excel)
BPM-013A: Control del envasado
BPM-013B: Control del etiquetado
BPM-013C: Control de Deteccin de Metales
BPM 013D: Verificacin de Detector de Metales
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
136
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
INSTRUCTIVO: CONTROL DE DETECCION DE METALES
Propsito
- Garantizar la ausencia de metales en el producto.
Alcance
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
137
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Luego de la fase de Envasado hasta antes del encajado.
Descripcin de la Operacin
-Inmediatamente despus de la operacin de envasado, se procede
a pasar cada uno de las bolsas de producto por la maquina detectora
de metales.
- Esta operacin es es supervisada por el Supervisor de calidad; la
operatividad de la mquina ser monitoreada por personal de
mantenimiento.
-En el caso que la maquina detecte la presencia de metal, se
proceder al anlisis minucioso del lote para su aceptacin o rechazo
respectivo.
- Previo antes de pasar lote de produccin, a mitad de produccin, y
al final de la produccion, el personal de mantenimiento se encargar
de monitorear la operatividad de la mquina, utilizando los siguientes
estndares: 1.5 mm Ferroso, 2.5 mm acero inoxidable, 2.0 mm No
ferroso. Ademas se realiza verificacin de deteccin y rechazo
positivo de cada producto con el estndar.
Desviaciones del proceso
Defecto
: producto mal monitoreado
Causa
: maquina descalibrada
Accin correctiva: calibracin de la mquina.
Monitorear nuevamente el producto
Defecto
: Alerta con alarma, indicador luminoso rojo y
mecanismo de interrupcin de banda
Causa
: Producto con presencia de metales
Accin correctiva:
4. Rechazo de producto llevndolo a zona de cuarentena para
su desecho respectivo.
5. Reinicio y calibracin de la mquina.
6. Registro de incidencia
Responsabilidad
-
Jefe de Produccin
Jefe de Aseguramiento de Calidad
Asistente de Calidad
Registros
-
Verificacion de detector de metales : BPM-013C
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
138
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Control de Deteccion de Metales: BPM-013D
Validacin
-
CODEX ALIMENTARIUS
Decreto Supremo No. 007-98-SA
Decreto Supremo No. 040-2001-PE
9.7. LIBERACIN DE PRODUCTOS BAJO LOS ESTANDARES DE CALIDAD E
INOCUIDAD
1. OBJETIVO
Asegurar mediante la aplicacin de procedimientos de produccin, higiene y certificacin;
la liberacin de los productos elaborados bajo los estndares de inocuidad.
2. ALCANCE
Producto final
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
139
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
3. RESPONSABLE
Jefe de Calidad y Jefe de Produccin
4. DEFINICIONES
Calidad.- Conjunto de atributos que hacen referencia de una parte a la presentacin,
composicin y pureza, tratamiento tecnolgico y conservacin que hacen del alimento
algo ms o menos apetecible al consumidor y por otra parte al aspecto sanitario y valor
nutritivo del alimento.
Inocuidad: Propiedad del alimento de no contener agentes que puedan causar
enfermedad o dao a la salud.
Microorganismos de riesgo directo para la salud.- Son aquellos que no deben estar
presentes en el alimento o bebida en cantidades que representen riesgo a la salud del
consumidor.
5. PROCEDIMIENTO
El Jefe de Calidad revisa los formatos de control de produccin del producto elaborado
para verificar que se hicieron los controles de tiempo, temperatura, desinfeccin,
esterilizacin, homogenizado y mezclado y coloca el VB en seal de conformidad.
Luego evala los resultados de los anlisis realizados al producto, verifica que cumplen
las especificaciones y coloca el VB en seal de conformidad.
Tambin revisa los controles de limpieza y saneamiento, as como el cumplimiento de las
normas de higiene por parte del personal manipulador para verificar si hubiera algn
incidente con riesgo a la salud del consumidor y coloca el VB en los formatos
correspondientes.
Revisa y analiza los certificados de calidad otorgados a los insumos empleados para
garantizar la calidad e inocuidad del producto y coloca el VB en el formato respectivo.
Si hubiera alguna falla en el producto por resultados de anlisis que determina NO APTO,
o alguna caracterstica que no cumpla con las especificaciones establecidas, se separa el
lote, coloca el cartel rojo en seal de bloqueado.
El Jefe de Calidad y Jefe de Produccin analizan las causas y se procede a realizar las
correcciones necesarias. El Gerente General apoya la accin sobre el destino del
producto y se mantiene informado de cualquier incidencia.
Si el producto esta apto para su distribucin se informa al Gerente General y se realiza las
coordinaciones con el encargado de almacn para su distribucin.
6. FRECUENCIA
Diario
7. ACCIONES CORRECTIVAS
Si durante la liberacin de lote se encuentra unidades con alguna no conformidad, el lote
completo no se libera hasta evaluar y determinar las causas de la no conformidad.
8. REGISTROS
BPM-015 Liberacin de productos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
140
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
9.8. BUENAS PRACTICAS EN EL TRANSPORTE/ DISTRIBUCION
PROCEDIMIENTO
La distribucin del producto final se realiza en vehculos cerrados, acondicionados y
exclusivos de modo que se confiera proteccin a los productos.
Los vehculos cumplen con los cdigos de principios y prcticas relevantes a higiene
alimentara para el transporte de alimentos como limpieza, ausencia de plagas, uso de
parihuelas ntegras, jabas y recipientes isotrmicos (cuando es necesario).
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
141
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Antes y durante la estiba, el personal que transporta los productos debe cumplir con las
normas de higiene, en especial con el lavado de manos, teniendo cuidado de no
contaminar los productos. En el vehculo, los productos se apilan sobre parihuelas, de tal
forma que aseguren su estabilidad durante el transporte.
Antes de partir con la mercadera, los vehculos son inspeccionados por el Supervisor de
Calidad y/o Jefe de Produccin para verificar que se cumplan las disposiciones
establecidas de un correcto transporte y se evite el riesgo de posibles alteraciones de los
productos, los resultados se registran en el formato correspondiente. Se toma la
temperatura del producto y se observa visualmente alguna no conformidad del producto.
Estos datos se registran en el formato respectivo.
Los vehculos con sistema de refrigeracin, transportan los productos con temperaturas <
a 4C. Las lecturas se registran en el formato correspondiente. Se realiza un preenfriado
del transporte a temperatura entre 0- 4C. Si el fro del equipo no es suficiente, se
suspende el transporte en la unidad y el jefe de Calidad realiza las coordinaciones para su
reparacin por terceros.
En los vehculos que no tienen sistema de refrigeracin, los productos se transportan en
recipientes isotrmicos con suficiente hielo para alcanzar temperaturas menores de 4 C.
La carga y descarga de los productos debe evitar la contaminacin cruzada hacia los
alimentos.
Los productos se distribuyen acompaados con el documento de entrega: gua o factura,
y cuando lo solicite el cliente se entrega el informe de anlisis del producto.
FRECUENCIA
Cada vez que se prepare el producto para distribucin, durante el apilado del producto en
el vehculo antes de la salida de la empresa.
ACCION CORRECTIVA
Si los resultados obtenidos no son los esperados, se evalan las causas, se modifican el
procedimiento de despacho y se realiza el seguimiento para verificar su eficacia.
INSTRUCTIVO: DESPACHO Y TRANSPORTE DE PRODUCTO TERMINADO
1.
Objetivo
Aplicar las BPM y controles necesarios durante en el despacho y transporte de productos
terminados.
2.
Alcance
Unidades de transporte de la empresa y de terceros que distribuyen los productos a los
puntos de entrega de nuestros clientes.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
142
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
3.
Responsable
Jefe de Almacn, Jefe de Calidad
4.
Descripcin. Los productos ubicados en los almacenes respectivos, estn disponibles para su
distribucin.
El personal de almacn se dispone a seleccionar los productos que segn la
orden de salida van a ser despachados. La seleccin se realiza cumpliendo con
el principio PEPS.
Una vez terminada la seleccin de los productos, se procede a su traslado al
vehculo.
El Supervisor de Calidad realiza los controles necesarios durante esta operacin
y registra los datos necesarios como el lote, fecha de vencimiento, placa del
vehculo, condiciones de higiene, destino, entre otros aspectos
El producto se apila en el vehculo cumpliendo con las BPM establecidas para los
medios de transporte.
El vehculo llega a los puntos de entrega (a solicitud del cliente), manteniendo la
temperatura adecuada del vehculo para mantener fro el producto.
El transportista entrega el documento de salida: gua de remisin y/o factura y
procede a descargar los productos despus de la conformidad del cliente.
5.
Frecuencia
Diario
4.
A. Correctivas
El supervisor de Calidad evala las fallas o no conformidades encontradas durante la
preparacin del despacho y apilamiento del producto en el vehculo.
El Jefe de Produccin y/ Jefe de Calidad realiza las modificaciones necesarias para el
adecuado despacho y transporte de los productos.
5.
Registros
BPM-014: Control de despacho de productos terminados.
CAPITULO IV
10. VERIFICACION DE LAS BUENAS PRACTICAS DE MANUFACTURA
1.OBJETIVO
Asegurar la adecuada implementacin del Manual de BPM en la empresa
Agroindustrias EMIC EIRL y que los procedimientos establecidos cumplan los
propsitos para los que fueron establecidos.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
143
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
2. ALCANCE.
Comprende todos los procedimientos de BPM establecidos en la planta
3. RESPONSABLES
ElJefe de Calidad y Gerente General son responsables de la aplicacin correcta
del presente procedimiento.
4. REFERENCIAS
D.S. N 007-98-SA. Reglamento sobre Vigilancia y Control Sanitario de los
Alimentos y Bebidas.
Principios Generales de Higiene de los Alimentos del Codex Alimentarius
CAC/RCP-1 (1969), rev. 4-2003.
5. DEFINICIONES
Buenas prcticas de manufactura (BPM).- Conjunto de prcticas adecuadas, cuya
observancia asegura la calidad sanitaria e inocuidad de los alimentos y bebidas.
Calidad sanitaria.-Es el conjunto de requisitos microbiolgicos, fsico-qumicos y
organolpticos que debe reunir un alimento para ser considerado inocuo para el
consumo humano.
Contaminacin cruzada.- Se produce cuando los microorganismos pasan de un
alimento crudo a otro cocinado o ms limpio, a travs de utensilios, mesas de
corte, manos, etc. o si entran en contacto directo con los alimentos.
6. RESPONSABLES
- El rea de Calidad es la responsable de implementar y verificar las BPM
- La Gerencia general otorgo los recursos necesarios para le ejecucin de los
procedimientos de verificacin.
7. DISPOSICIONES ESPECIFICAS
7.1. El Jefe de Calidad elabora un programa de vigilancia de las BPM para
constatar que se cumplan los procedimientos y disposiciones establecidas.
7.2. El Gerente General, Jefe de Calidad y/o Jefe de Produccin verifican el
alcance y mejoras del programa de BPM mediante el uso de formato de
autoinspeccin.
7.3. El Jefe de Calidad revisa los registros de inspeccin, si encuentra
observaciones, se evalan en las reuniones del comit de calidad.
8. DESCRIPCION DEL PROCEDIMIENTO
La autoinspeccin se realiza en todas las reas de la planta para detectar las
deficiencias en el cumplimiento de los procedimientos establecidos en el presente
manual; asimismo, se registran todas las posibles mejoras a fin de hacer ms
eficiente la aplicacin de las BPM.
Los resultados de la autoinspeccin son evaluadas por el Area de calidad y se
realiza el seguimiento a las acciones correctivas o mejoras planteadas.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
144
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
El Jefe de Calidad revisa los registros relacionados a las BPM para detectar alguna
anomala que no facilite el correcto desarrollo de los procedimientos establecidos
en el presente manual.
9. FRECUENCIA
Mensual: Autoinspeccin de la planta
10. ACCION CORRECTIVA
Cuando el resultado de las autoinspecciones no es el esperado es necesario que
el Area de Calidad programe actividades de entrenamiento y capacitacin al
personal involucrado en las actividades en cuestin.
Se implementarn medidas preventivas para evitar y/o reducir reincidencias en el
incumplimiento de los procedimientos y disposiciones establecidas.
11. REGISTROS
BPM-016 Verificacin de las BPM
11. CAPACITACION DEL PERSONAL
V.
OBJETIVO
Asegurar que el personal que labora en la Empresa Agroindustrias EMIC EIRL, se
encuentre capacitado en temas referentes a las buenas prcticas de manufactura,
higiene y saneamiento y principios y pasos para la aplicacin del sistema de HACCP
para cumplir con las disposiciones internas establecidas y normativa vigente.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
145
BUENAS PRACTICAS DE MANUFACTURA
VI.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ALCANCE
Todo el personal que realiza actividades de produccin, control de calidad,
distribucin y personal administrativo.
VII.
RESPONSABILIDAD
Es responsabilidad del Gerente General dar los recursos necesarios para tal fin
VIII.
PROCEDIMIENTO
Los temas y el cronograma establecido para su ejecucin, son tentativos, su
cumplimiento depender de los recursos otorgados por la Gerencia, de la
disponibilidad de horarios que no comprometan la produccin y del avance en el
aprendizaje del personal.
Los temas son expuestos en forma interna, por el Jefe de Calidad o por algn
tercero especializado contratado para tal fin.
Se realizara una evaluacin preliminar la cual puede ser oral o escrita para saber
medir su nivel de conocimiento sobre tema, luego se entregara una semana antes el
material didctico informativo sobre tema de charla a tocar.
Luego se realizara la exposicin desarrollada en forma de conversacin sencilla
propiciando la participacin del personal.
Una vez concluido el tema se realizan evaluaciones orales o escritas para conocer el
grado de aprendizaje. La nota minima aprobatoria para que el personal pueda pasar
al siguiente tema ser de 14, las personas que obtengan nota menor a 14 entraran a
reforzamiento de tema realizndose nuevamente la exposicin del tema a esa
persona hasta la obtencin de nota aprobatoria. En caso que el personal no pueda
cumplir con la nota aprobatoria entrara a un proceso de seguimiento y evaluacin
por el rea administrativa para determinar su permanencia en su puesto de trabajo.
Asimismo durante las actividades diarias se ir reforzando con ejemplos para
completo aprendizaje.
Una vez culminado el rol de los temas propuestos, se re inicia el reforzamiento de
aquellos temas que mediante las evaluaciones y durante las actividades de trabajo
evidencian resultados no satisfactorios.
El personal nuevo que se integra a la empresa, es capacitado por separado en los
temas bsicos: Buenas prcticas de manufactura, higiene y saneamiento y
principios y pasos para la aplicacin del sistema de HACCP y luego es
reincorporado a las charlas programadas.
4.1. TEMARIO Y CRONOGRAMA
Los temas considerados son los siguientes:
a. Buenas Prcticas de Manufactura: Enfermedades trasmitidas por los alimentos
ETAS, contaminaciones, cadena alimentaria, segregacin y eliminacin de
residuos slidos, entre otros.
b. Epidemiologia de las enfermedades transmitidas por los alimentos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
146
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
c. Programa de higiene y Saneamiento: Procedimientos de limpieza y
desinfeccin, control de plagas, normas de higiene y conducta personal
d. La calidad sanitaria e inocuidad de los alimentos y peligros de
contaminacin asociados
e. Uso y mantenimiento de instrumentos y equipos
f. Anlisis de Peligros y Puntos de Control crticos (HACCP): Principios del
HACCP, determinacin y monitoreo de PCC, verificacin y validacin del plan
HACCP.
g. Habitos de higiene presentacin personal
h. Aspectos tecnolgicos de las operaciones y procesos y riesgos asociados
i. Rastreabilidad
IX.
FRECUENCIA
Mensual.
X.
REGISTROS
PHS - 011
Lista de Capacitacin
Programa de capacitacin del personal para cumplimiento de los principios
generales de Higiene de los alimentos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
147
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ANEXO A
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
148
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
149
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
150
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
151
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
PROGRAMA DE CAPACITACION 2015
TEMAS
METODO DE
CAPACITACION
FECHA DE LA
CAPACITACIO
N (*)
RESPONSABLE DE LA
CAPACITACION
REGISTRO
RESPONSABLE
DE LA
VERIFICACION
24.01.15
Buenas Prcticas de Manufactura
Epidemiologia de las
enfermedades transmitidas por
los alimentos
Sistema de Gestin: Poltica,
Misin y Visin
Plan HACCP
Exposiciones orales y
separatas
Exposiciones orales y
separatas
28.02.15
Exposiciones orales y
separatas
Exposiciones orales y
entrega separatas
06.04.15
Calidad
Lista de asistencia a
capacitaciones.
19.03.15
11.05.15
Calidad
La calidad sanitaria e inocuidad
de los alimentos y peligros de
contaminacin asociados
Exposiciones orales y
entrega separatas
11.07
.15/
25.07
.15
Calidad
Programa de Higiene y
Saneamiento
Exposiciones orales y
simulacros
22.08.15/29.08
.15
Calidad
Habitos de higiene presentacin
personal
Exposiciones orales y
entrega separatas
05.09.15/19.09
.15
Calidad
Aspectos tecnolgicos de las
operaciones y procesos y riesgos
asociados
Exposiciones orales y
entrega separatas
Habitos de higiene
presentacin personal
Exposiciones orales y
entrega separatas
03.10.15/17.10
.15
Calidad
07.11.15
Calidad
Exposiciones orales y
entrega separatas
12.12.15
Calidad
Rastreabilidad
Uso y mantenimiento de
instrumentos y equipos
Gerente General
Jefe de Calidad
Constancia de
asistencia a eventos
(*) Las fechas estn sujetas a modificacin de acuerdo al avance de los temas.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
153
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
PROGRAMA DE CAPACITACIN 2015
TEMAS
METODO DE
CAPACITACION
FRECUENCIA DE LA
CAPACITACION (*)
RESPONSABLE DE
LA CAPACITACION
Buenas Prcticas de
Manufactura
Exposiciones orales y
entrega separatas
Semestral
(Ene-Feb)
Calidad
Epidemiologia de las
enfermedades transmitidas
por los alimentos
Exposiciones orales y
entrega separatas
Anual
(Marzo)
Calidad
Sistema de Gestin de
calidad
Exposiciones orales y
entrega separatas
Anual
(Abril)
REGISTRO
Lista de asistencia
a capacitaciones.
Plan HACCP
Exposiciones orales y
entrega separatas
Anual
(Mayo)
Calidad
Exposiciones orales
y simulacros
Anual
(Julio)
Calidad
Exposiciones orales y
entrega separatas
Anual
(Agosto)
Calidad
Programa de Higiene y
Saneamiento
Exposiciones orales y
entrega separatas
Anual
(Sep)
Calidad
Habitos de higiene
presentacin personal
Exposiciones orales y
entrega separatas
Anual
(Octubre)
Calidad
Aspectos tecnolgicos de las
operaciones y procesos y
riesgos asociados
Rastreabilidad
Exposiciones orales y
entrega separatas
Anual
(Noviembre)
Calidad
Exposiciones orales y
Anual
La calidad sanitaria e
inocuidad de los alimentos y
peligros de contaminacin
asociados
Uso y mantenimiento de
instrumentos y equipos
RESPONSABLE DE
LA VERIFICACION
Gerente General
Jefe de Calidad
Constancia de
asistencia a
eventos
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
154
BUENAS PRACTICAS DE MANUFACTURA
entrega separatas
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
(Diciembre)
Calidad
(*) Las fechas estn sujetas a modificacin de acuerdo al avance de los temas.
PROGRAMA DE MANTENIMIENTO DE INFRAESTRUCTURA, MANTENIMIENTO PREVENTIVO Y CALIBRACION DE EQUIPOS E
INSTRUMENTOS
ITEM
ACTIVIDAD
FRECUENCI
A
EJECUTOR
REGISTRO
VERIFICACI
N
Produccin
06 Licuadoras
(M.P) Revisar la parte interior como
exterior, que no presente abollones o
quebraduras en las cuchillas.
Revisar el correcto funcionamiento de la
licuadora (visin general).
Revisar cada nmero de horas de
trabajo, el correcto licuado. En caso de
ser detectada alguna anomala, verificar
donde se encuentra el problema y
corregirlo de forma inmediata.
Remueva la tapa de la mquina y lave
con agua caliente y jabn neutro,
despus debe secarlo. Pase un pao
hmedo por el gabinete del motor.
Limpiar las superficies enjabonando y
utilizando una esponja.
Personal
interno
BPM- 002
Diaria
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Comprobar el estado de las cuchillas de
la licuadora.
Cambio de las poleas y fajas.
Cambio de rodamientos del motor y
barnizado (cada 3 mil horas).
Cambio del sello mecnico (cada 3 mil
horas).
Cambio de garruchas y vlvula.
Mensual
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
155
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Revisindel estado de rodamientos.
Revisar el correcto funcionamiento del
molino coloidal.
Revisin de las piedras.
Comprobar el estado de las piedras de
corindn.
Cambios de los rodamientos.
Cambio de los retenes.
Cambio de las piedras.
Cambios de la llave trmica
Anual
contactores.
Ajustes de interior del porta paletas de
01 Molino Coloidal
tuerca y contratuerca.
Revisar el estado del tamiz.
Revisin de las paletas.
Cambio de retenes.
Cambios de poleas.
Cambio de faja.
Barnizado del motor y rodajes.
Revisar el funcionamiento del pin.
Revisar el buen estado de la chumacera.
Revisar el correcto funcionamiento de la
Diaria
Mensual
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
marmita.
Revisar el estado de la Vlvula de
seguridad.
Revisar el estado Manmetro.
Revisar el estado del sin fin-corona.
Anual
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
156
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Cambio de la vlvula de seguridad.
Cambio del manmetro.
Ajustes de los pernos.
Revisar el estado de las resistencias.
Cambio de las resistencias segn su
deterioro.
Diaria
01 Pulpeadora
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Desarmar y limpiar la parte cuchilla.
Sacar filo peridicamente.
Anual
Cambio de rodamientos.
Cambio de poleas, Cambio de fajas.
Barnizado del motor y rodajes.
Limpieza superficial, eliminando polvo.
Requiere lubricacin
rodamientos.
08 marmitas
semestral
en
Diaria
Revisin semestral de amperaje.
Limpieza
de
tablero
elctrico
Jefe de
Calidad
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
157
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
arrancador.
Cambio de rodamientos.
Cambio de retenes, Barnizado del motor
Jefe de
Produccin
Jefe de
Mantenimiento
Mensual
y rodajes.
Anual
Diario
06 selladoras manuales
Anual
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Diaria
02 procesadores(Picadora y
Cortadora)
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
158
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Anual
08 Extractores de aire
Diaria
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Anual
Produccin
05 balanzas
01 termmetro
de Autoclave
01 barmetro de
Autoclave
Calibracin de balanzas
Calibracin de termmetro
Calibracin de barmetro
Verificacin de balanzas
Anual
Terceros
Semanal
Certificado
emitido por
entidad
acreditada
BPM- 002
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
159
BUENAS PRACTICAS DE MANUFACTURA
Laboratorio
03 incubadora
bacteriolgica
01 horno
01 cocina
Laboratorio
01 pHmetro
01 higrometro
02 refrigeradoras
Medicin
02 termmetros,
01 pesas
01 balanza
(laboratorio)
Maquinaria:
01 Caldero
Mantenimiento preventivo
Anual
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Terceros
BPM-002
pHmetro: calibracin con buffers
higrmetro: calibracion
Semanal
Anual
calibracin de termmetros, pesa y
balanza
Anual
Mantenimiento preventivo
Anual
Asistente de
calidad
Certificado
emitido por
entidad
acreditada
Jefe de
Calidad
Terceros
Revisar el funcionamiento la vlvula
seguridad..
Revisar el correcto funcionamiento del
manmetro.
Revisar el termmetro.
Revisar el termo registro.
Revisar el buen estado de los pernos de
01 Autoclave
ajuste.
Revisar las vlvulas de entrada de vapor.
Revisar las vlvulas de descarga.
Diaria
Revisar el Termo registro.
Cambio delmanmetro.
Cambio de la vlvula de seguridad.
Cambio del termmetro.
Mantenimiento del termo registro.
Cambio de las vlvulas de entrada y
P. interno
BPM-002
Terceros
Informe
emitido por
Terceros
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
Jefe de
Calidad
Jefe de
Produccin
Jefe de
160
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
salida de vapor y agua.
Mantenimiento Preventivo
Mantenimiento
Mensual
Revisar que el equipo no contenga
elementos extraos que lo puedan
deteriorar.
Verificar las condiciones de limpieza y
desinfeccin del equipo.
Realizar la lubricacin de los pistones y
rodamientos (engrase)
Cambio de orrines
Cambio de retenes
Cambio de rodamientos
02 maquina
automtica
envasadora
01 maquina
semiautomtica
01 maquina
selladora de
lainas
01 congeladora
Anual
Anual
Diario
01 sachetera
Quincenal
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
161
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Mensual
Semestral
Anual
Cuatrimestral:
Abr-Ago-Dic
Mantenimiento preventivo
Cmaras
Refrigeracin
(02)
Infraestructura:
Techos, paredes,
ventanas, pisos.
Sistema de agua y
desage.
Sistema elctrico, caja
de llaves elctricas.
Mobiliario
Mesas, mallas,
cortina de
plstico,
lavaderos,
utensilios de
produccin,
utensilios de
limpieza.
Programa de
mantenimiento
y reparacin de
la red de
distribucin
Verificacin de temperatura de cmaras
Mensual
Anual /
Mantenimiento preventivo
Mantenimiento preventivo
Mantenimiento preventivo y correctivo
Terceros
Asistente de
calidad
Personal
interno
Informe
emitido por
Terceros
BPM-007
Jefe de
Calidad
Jefe de
Produccin
BPM-002
Jefe de
Calidad
Jefe de
Produccin
cuando se
requiera
Terceros
Personal
interno
BPM-002
Semestral
Terceros
PHS-008
Semanal
Mensual
Semestral
Anual
PHS-008
Jefe de
mantenimient
o
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Calidad
Jefe de
Produccin
Informes de
Mantenimient
oy
reparacin de
redes
M.P: Mantenimiento Preventivo
PROGRAMA DE MANTENIMIENTO DE INFRAESTRUCTURA, MANTENIMIENTO PREVENTIVO Y CALIBRACION DE EQUIPOS E
INSTRUMENTOS 2015
ITEM
ACTIVIDAD
Fecha
programada
EJECUTOR
REGISTRO
VERIFICACI
N
Produccin
06 Licuadoras
(M.P) Revisar la parte interior
como
exterior,
que
no
presente
abollones
o
quebraduras en las cuchillas.
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
162
BUENAS PRACTICAS DE MANUFACTURA
Revisar
el
correcto
funcionamiento de la licuadora
(visin general).
Revisar cada nmero de
horas de trabajo, el correcto
licuado. En caso de ser
detectada alguna anomala,
verificar donde se encuentra
el problema y corregirlo de
forma inmediata.
Remueva
la tapa de la
mquina y lave con agua
caliente y jabn neutro,
despus debe secarlo. Pase
un pao hmedo por el
gabinete del motor.
Limpiar
las
superficies
enjabonando y utilizando una
esponja.
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Personal
interno
BPM- 002
Diaria
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Comprobar el estado de las
cuchillas de la licuadora.
Mensual
Cambio de las poleas y fajas.
Cambio de rodamientos del
motor y barnizado (cada 3 mil
horas).
Cambio del sello mecnico
(cada 3 mil horas).
Cambio de garruchas
y
Anual
vlvula.
Revisindel
estado
rodamientos.
Revisar
el
de
correcto
funcionamiento del
molino
coloidal.
Revisin de las piedras.
Comprobar el estado de las
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
163
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
piedras de corindn.
Cambios de los rodamientos.
Cambio de los retenes.
Cambio de las piedras.
Cambios de la llave trmica y
01 Molino Coloidal
contactores.
Diaria
Ajustes de interior del porta
paletas
de
tuerca
Mensual
contratuerca.
Revisar el estado del tamiz.
Revisin de las paletas.
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Cambio de retenes.
Cambios de poleas.
Cambio de faja.
Barnizado del motor y rodajes.
Anual
Revisar el funcionamiento del
pin.
Revisar el buen estado de la
chumacera.
Revisar
el
correcto
funcionamiento de la marmita.
Revisar
el
estado
de
la
Vlvula de seguridad.
Revisar el estado Manmetro.
Revisar el estado del sin fin-
Diaria
corona.
01 Pulpeadora
Jefe de
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
164
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Cambio de la vlvula de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
seguridad.
Cambio del manmetro.
Ajustes de los pernos.
Revisar el estado de las
Anual
resistencias.
Cambio de las resistencias
segn su deterioro.
Desarmar y limpiar la parte
cuchilla.
08 marmitas
Diaria
Sacar filo peridicamente.
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Cambio de rodamientos.
Cambio de poleas, Cambio de
fajas.
Barnizado del motor y rodajes.
Limpieza
eliminando polvo.
Mensual
superficial,
Requiere
lubricacin
semestral en rodamientos.
Anual
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
165
BUENAS PRACTICAS DE MANUFACTURA
Revisin
amperaje.
semestral
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
de
Limpieza de tablero elctrico y
arrancador.
Diario
06 selladoras manuales
Cambio de rodamientos.
Cambio de retenes, Barnizado
del motor y rodajes.
Anual
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Diaria
02 procesadores(Picadora y Cortadora)
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Anual
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
166
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
08 Extractores de aire
Diaria
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Anual
Produccin
05 balanzas
01 termmetro de Autoclave
01 barmetro de Autoclave
Calibracin de balanzas
Calibracin de termmetro
Calibracin de barmetro
Verificacin de balanzas
Anual
Terceros
Semanal
Certificado
emitido por
entidad
acreditada
BPM- 002
Laboratorio
03 incubadora bacteriolgica
01 horno
01 cocina
Laboratorio
01 pHmetro
01 higrometro
02 refrigeradoras
Medicin
02 termmetros,
01 pesas
01 balanza (laboratorio)
Maquinaria:
01 Caldero
Mantenimiento preventivo
Anual
Terceros
BPM-002
pHmetro: calibracin con
buffers
higrmetro: calibracion
Semanal
Anual
calibracin de termmetros,
pesa y balanza
Anual
Mantenimiento preventivo
Anual
Asistente de
calidad
Certificado
emitido por
entidad
acreditada
Jefe de
Calidad
Terceros
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
167
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Revisar el funcionamiento la
vlvula seguridad..
Revisar
el
correcto
funcionamiento
del
manmetro.
Revisar el termmetro.
Revisar el termo registro.
Revisar el buen estado de los
01 Autoclave
pernos de ajuste.
Revisar
las vlvulas
de
entrada de vapor.
Revisar las vlvulas
de
Diaria
descarga.
Revisar el Termo registro.
P. interno
BPM-002
Terceros
Informe
emitido por
Terceros
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Mantenimiento
Cambio del manmetro.
Cambio de la vlvula de
seguridad.
Cambio del termmetro.
Mantenimiento
del
termo
registro.
Cambio de las vlvulas de
Mensual
entrada y salida de vapor y
agua.
Mantenimiento Preventivo
Revisar que el equipo no
contenga elementos extraos
que lo puedan deteriorar.
Verificar las condiciones de
limpieza y desinfeccin del
Anual
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
168
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
equipo.
02 maquina automtica
envasadora
01 maquina semiautomtica
01 maquina selladora de
lainas
01 congeladora
Realizar la lubricacin de los
pistones
y
rodamientos
(engrase)
Cambio de orrines
Cambio de retenes
Cambio de rodamientos
Anual
Revisar que el equipo no
01 sachetera
Diario
contenga elementos extraos
que lo puedan deteriorar.
Verificar las condiciones de
Quincenal
limpieza y desinfeccin del
equipo.
Verificar que el motor funcione
adecuadamente.
Revisar y verificar que el
Mensual
Semestral
equipo cuente con suministro
de energia.
Anual
Revisar el Termo registro.
Realizar el mantenimiento
preventivo de los rodamientos
(engrase), puesto que la no
realizacin puede acortar la
vida til del equipo.
Segn indique Manual usuario
Detector
de
metales
DM100para Maquina Detector
de Metales, N
Diario
Serie
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
169
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
3079/00; Modelo dm-100; Ao
de fabricacin. 02/2015
01 Dtector de metales
Segn indique Manual usuario
Detector
de
metales
DM100para Maquina Detector
de Metales, N
Serie
3079/00; Modelo dm-100; Ao
de fabricacin. 02/2015
Mensual
Mantenimiento preventivo
Cmaras Refrigeracin (02)
Verificacin de temperatura de
cmaras
Infraestructura:
Techos, paredes, ventanas,
pisos.
Sistema de agua y desage.
Sistema elctrico, caja de
llaves elctricas.
Anual
Cuatrimestral
: Abr-AgoDic
Mensual
Anual /
Mantenimiento preventivo
cuando se
requiera
Terceros
Asistente de
calidad
Personal
interno
Informe
emitido por
Terceros
BPM-007
Jefe de
Calidad
Jefe de
Produccin
BPM-002
Jefe de
Calidad
Jefe de
Produccin
PHS-008
Terceros
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
170
BUENAS PRACTICAS DE MANUFACTURA
Mobiliario
Mesas, mallas, cortina de
plstico, lavaderos, utensilios
de produccin, utensilios de
limpieza.
Programa de
mantenimiento y
reparacin de la red de
distribucin
Mantenimiento preventivo
Mantenimiento preventivo y
correctivo
Semestral
Semanal
Mensual
Semestral
Anual
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Personal
interno
BPM-002
Terceros
PHS-008
Jefe de
mantenimient
o
Jefe de
Calidad
Jefe de
Produccin
Jefe de
Calidad
Jefe de
Produccin
Informes de
Mantenimient
oy
reparacin de
redes
M.P: Mantenimiento Preventivo
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
171
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
ANEXO B
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
172
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
173
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
174
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
175
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
176
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
177
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
178
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
179
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
180
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
181
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
182
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
183
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
184
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
185
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente
General de la empresa AGROINDUSTRAS EMIC EIRL.
186
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
187
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
188
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
189
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
190
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
191
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
192
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
193
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la
empresa AGROINDUSTRAS EMIC EIRL.
194
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
195
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
196
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
BPM 013C
CONTROL DE DETECCIN DE METALES
FECHA
TIPO DE
PRODUCTO
PRODUCTO
N
LOT
E
RESULTADOS
MUESTRA
CONTROL
HORA
RESPONSABL
E
VERIFICADO
SALSA
REFRIGERADA
C: Conforme NC: No conforme
Observaciones:____________________________________________________________________________________________________________________
_________________________________________________________________________________________________________________________________
__________________________________________________________________________________________
SUPERVISOR DE CALIDAD
PERADOR
JAC
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
197
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
BPM-013D
VERIFICACIN DE DETECTOR DE METALES
FECHA
HORA
PATRON
PRODUCTO
1.5 mm Ferroso
CON PRODUCTO
1.5 mm Ferroso
2.5 mm Acero inoxidable
2.5 mm Acero inoxidable
2.0 mm no Ferroso
2.0 mm no Ferroso
SIN PRODUCTO
CON PRODUCTO
SIN PRODUCTO
CON PRODUCTO
SIN PRODUCTO
RESULTADOS
VIGILAD
O POR:
VERIFICADO
POR:
A: Ausencia P:Presencia
Observaciones:____________________________________________________________________________________________________________________
________________________________________________________________________________________________________________________________
SUPERVISOR DE CALIDAD
OPERADOR
JAC
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
198
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la
empresa AGROINDUSTRAS EMIC EIRL.
199
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la empresa AGROINDUSTRAS EMIC EIRL.
200
BUENAS PRACTICAS DE MANUFACTURA
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la
empresa AGROINDUSTRAS EMIC EIRL.
201
Fecha: Agosto 2014
Revisin: 06
Aprobado. G. General
BUENAS PRACTICAS DE MANUFACTURA
LISTA DE CAPACITACIN
FECHA: _____________
BPM 017
TEMA: _________________________________
RESPONSABLE:_____________________
NOMBRE Y APELLIDO
FIRMA
_________
Jefe de Calidad
ORAL
EVALUACION
ESCRITO
SEGUIMIENTO
_________________
Gerente General
Se prohibe la copia parcial o total del presente documento, sin la autorizacin del Gerente General de la
empresa AGROINDUSTRAS EMIC EIRL.
202
S-ar putea să vă placă și
- Manual de BPM V-01Document53 paginiManual de BPM V-01Mariela Martínez BelupuÎncă nu există evaluări
- Doe Inpesco-Grupo N°1Document22 paginiDoe Inpesco-Grupo N°1Guzmán Terrones JoséÎncă nu există evaluări
- Formato A3-A4Document1 paginăFormato A3-A4LUIS JAVIER MURILLO FLORESÎncă nu există evaluări
- Caso Empresa Metalurgica, Metales y MineralesDocument5 paginiCaso Empresa Metalurgica, Metales y MineralesLucho ValenciaÎncă nu există evaluări
- MCI-OPE VII-Control de Lectura Grupo 4Document11 paginiMCI-OPE VII-Control de Lectura Grupo 4rogerqfÎncă nu există evaluări
- Lectura - The Morrison CompanyDocument8 paginiLectura - The Morrison CompanyabgochoÎncă nu există evaluări
- Man Colempaques TanquesDocument15 paginiMan Colempaques TanquesCarlos Cera MezaÎncă nu există evaluări
- Lectura U 3 CalidaddeprocesosDocument45 paginiLectura U 3 Calidaddeprocesoslupita almaguerÎncă nu există evaluări
- Caso N 2 Criticidad CENTRUMDocument11 paginiCaso N 2 Criticidad CENTRUMAlberto QuevedoÎncă nu există evaluări
- ResumenDocument1 paginăResumenJhon BahamonÎncă nu există evaluări
- Informe de Asistencia Técnica A Empresa COMSALDocument13 paginiInforme de Asistencia Técnica A Empresa COMSALRicardoHeinekenÎncă nu există evaluări
- Manual de Gestion de Riesgos Socio Ambientales y Reputacionales PDFDocument112 paginiManual de Gestion de Riesgos Socio Ambientales y Reputacionales PDFluciocondoriÎncă nu există evaluări
- Cadena de SuministroDocument56 paginiCadena de SuministroIvan Cristhian Flores AriasÎncă nu există evaluări
- Consolidado Cap Peru FinalDocument126 paginiConsolidado Cap Peru Finalanon_780240401Încă nu există evaluări
- CEP Taller 04 - Grupo 1 - IXA2Document6 paginiCEP Taller 04 - Grupo 1 - IXA2Yosselin Mauricio GuevaraÎncă nu există evaluări
- G7 - Caso Mcdonald'sDocument13 paginiG7 - Caso Mcdonald'sJavier GRÎncă nu există evaluări
- Caso FM002 Industrias ImWento v81Document9 paginiCaso FM002 Industrias ImWento v81Maria MirandaÎncă nu există evaluări
- Caso Hank KolbDocument10 paginiCaso Hank KolbEstrellaDiazMadridÎncă nu există evaluări
- 04 Caso 5 Instrucciones Almacen AlReVez y DCSDocument3 pagini04 Caso 5 Instrucciones Almacen AlReVez y DCSPepe BotellaÎncă nu există evaluări
- Tesis de Plasticos PDFDocument200 paginiTesis de Plasticos PDFbonillaaa07Încă nu există evaluări
- SCM Indicaciones para TAF 2020Document3 paginiSCM Indicaciones para TAF 2020Sofia Malpartida PachecoÎncă nu există evaluări
- Especificaciones TécnicasDocument348 paginiEspecificaciones TécnicasJavier ArequipaÎncă nu există evaluări
- Propuesta de MejoramientoDocument19 paginiPropuesta de MejoramientoKarenziitah Katiuska Sosa RamirezÎncă nu există evaluări
- Ejercicios TrizDocument1 paginăEjercicios TrizArmando Capetillo MartínezÎncă nu există evaluări
- Value Stream Mapping Aplicacion A Una Empresa de PDFDocument8 paginiValue Stream Mapping Aplicacion A Una Empresa de PDFSilviaÎncă nu există evaluări
- Coeficiente friccionNTC 879Document17 paginiCoeficiente friccionNTC 879cesarÎncă nu există evaluări
- Los 7 Desperdicios de ManufacturaDocument10 paginiLos 7 Desperdicios de ManufacturaJesus RomanÎncă nu există evaluări
- Ejemplo PPT Tesis FinalDocument29 paginiEjemplo PPT Tesis FinalRobben Naxo Moreno JañaÎncă nu există evaluări
- TP Automa Aguirre PedrazDocument25 paginiTP Automa Aguirre Pedrazricardo TarazonaÎncă nu există evaluări
- VSM Examen FinalDocument1 paginăVSM Examen FinalNolber RodriguezÎncă nu există evaluări
- Ladrillera RexDocument18 paginiLadrillera RexJhuan Rubn Chevson Gutierrez HerbasÎncă nu există evaluări
- Caso ImwentoDocument16 paginiCaso ImwentoRicaredo Diaz VargasÎncă nu există evaluări
- Caso RattanDocument4 paginiCaso Rattanmrheal12345Încă nu există evaluări
- EGSI-TP - Alternativa Tecnológica v2.8Document76 paginiEGSI-TP - Alternativa Tecnológica v2.8Edwin Frank Lopez CordovaÎncă nu există evaluări
- Bernal Nelson Aceites Lubricantes Envasadora PDFDocument116 paginiBernal Nelson Aceites Lubricantes Envasadora PDFMartin acÎncă nu există evaluări
- Ejercicio Tamaño Proyecto2 1Document2 paginiEjercicio Tamaño Proyecto2 1Dario FernandezÎncă nu există evaluări
- Criticidad de La Linea de EnvasadoDocument23 paginiCriticidad de La Linea de Envasadodenis fernando latorre diazÎncă nu există evaluări
- Diseño de Experimentos Usando MinitabDocument36 paginiDiseño de Experimentos Usando MinitabAllen Steven SegoviaÎncă nu există evaluări
- Reporte de Produccion y Check ListDocument1 paginăReporte de Produccion y Check ListrenzobladeÎncă nu există evaluări
- Informe Pet LtdaDocument20 paginiInforme Pet LtdaBrandon Antonio Nova AndlerÎncă nu există evaluări
- Aplicación Del Diagrama OT en La Empresa Indusplast SDocument7 paginiAplicación Del Diagrama OT en La Empresa Indusplast SWilson PerezÎncă nu există evaluări
- Caso 2. Universidad Futuro-Grupo 7Document4 paginiCaso 2. Universidad Futuro-Grupo 7Elizabeth Herrera AlcantaraÎncă nu există evaluări
- Etiquetado de Productos OrganicosDocument36 paginiEtiquetado de Productos OrganicosKaty Esquivel MoriÎncă nu există evaluări
- Formato MaterialesDocument19 paginiFormato MaterialesViclostNaaRamirezTarazonaÎncă nu există evaluări
- Trabajo Final - Gerencia de OperacionesDocument31 paginiTrabajo Final - Gerencia de OperacionesLuis Ruiz SaldarriagaÎncă nu există evaluări
- Campo de Aplicacion de Las 5 SDocument4 paginiCampo de Aplicacion de Las 5 SBeltran H BladeÎncă nu există evaluări
- Tema 1 - Cadena de SuministroDocument9 paginiTema 1 - Cadena de SuministrotitolennyÎncă nu există evaluări
- TALLER 6 Organigrama, Matriz Raci, Diagrama Orientado Al Texto FINALDocument6 paginiTALLER 6 Organigrama, Matriz Raci, Diagrama Orientado Al Texto FINALANGELLA FIATMA DELGADO POLOÎncă nu există evaluări
- Kope Trabajo Final de LogisticaDocument25 paginiKope Trabajo Final de LogisticaKevin SamanezÎncă nu există evaluări
- MsdsviewDocument5 paginiMsdsviewJUAN PABLO100% (1)
- Checklist de InspeccionDocument2 paginiChecklist de InspeccionMiguel Angel Herrera Vargas100% (1)
- Caso 1 PDFDocument22 paginiCaso 1 PDFAngelica Hurtado CollanteÎncă nu există evaluări
- Tesis Terminada Tarazona Arce K.ADocument116 paginiTesis Terminada Tarazona Arce K.AKatti Tarazona ArceÎncă nu există evaluări
- Planeamiento y Control de ProduccionDocument24 paginiPlaneamiento y Control de ProduccionJackeline Bri CeÎncă nu există evaluări
- Ejemplos de Categorizacion de Controles de CambioDocument2 paginiEjemplos de Categorizacion de Controles de CambioAnonymous 4eZWoUÎncă nu există evaluări
- Mesa Redonda N°3Document4 paginiMesa Redonda N°3Jose AntonioÎncă nu există evaluări
- BPM Industria ConfiteriaDocument15 paginiBPM Industria ConfiteriaCarlos Manuel Bucheli C.Încă nu există evaluări
- GFPI-F-019 - GUIA - DE - APRENDIZAJE 2 - BPMDocument10 paginiGFPI-F-019 - GUIA - DE - APRENDIZAJE 2 - BPMEdwin SilvaÎncă nu există evaluări
- Perfil Sanitario Aplicado A La Panaderia Lili PanDocument36 paginiPerfil Sanitario Aplicado A La Panaderia Lili PanAnita Zarza BandaÎncă nu există evaluări
- BPM en Las LegumbresDocument15 paginiBPM en Las LegumbresNarcisa Cabello100% (1)
- Alvarado Figueroa Viviana MercedesDocument136 paginiAlvarado Figueroa Viviana MercedesDavidHernandezÎncă nu există evaluări
- Analisis de Salsa HuancainaDocument28 paginiAnalisis de Salsa HuancainaDavidHernandezÎncă nu există evaluări
- Quimica de Los AlimentosDocument11 paginiQuimica de Los AlimentosDavidHernandezÎncă nu există evaluări
- Basico Unidad 3 CuestionarioDocument2 paginiBasico Unidad 3 CuestionarioDavidHernandezÎncă nu există evaluări
- Manual de Etiquetado Minsal VFDocument58 paginiManual de Etiquetado Minsal VFWilfredo100% (1)
- Medidas Segun FDADocument130 paginiMedidas Segun FDADavidHernandezÎncă nu există evaluări
- NTP 209.652:2017 Alimentos Envasados. Etiquetado Nutricional (3 Edicion, 29/03/2017)Document24 paginiNTP 209.652:2017 Alimentos Envasados. Etiquetado Nutricional (3 Edicion, 29/03/2017)DavidHernandez100% (5)
- Recomendaciones de Manipuleo DE CAJAS DE CARTONDocument26 paginiRecomendaciones de Manipuleo DE CAJAS DE CARTONDavidHernandezÎncă nu există evaluări
- Pasteurizacion FLASH SPDocument4 paginiPasteurizacion FLASH SPcasamonasterioÎncă nu există evaluări
- FDA 2541e - PrintDocument5 paginiFDA 2541e - PrintDavidHernandez100% (1)
- Salsa de MostazaDocument5 paginiSalsa de MostazaDavidHernandezÎncă nu există evaluări
- Capacitacion BPM RotuladoDocument15 paginiCapacitacion BPM RotuladoDavidHernandezÎncă nu există evaluări
- Diapositiva EMPRESA AGRO INDUSTRIALDocument137 paginiDiapositiva EMPRESA AGRO INDUSTRIALDavidHernandezÎncă nu există evaluări
- Cultura de Inocuidad Alimentaria - Frank Yiannas PDFDocument110 paginiCultura de Inocuidad Alimentaria - Frank Yiannas PDFmicky cartagenaÎncă nu există evaluări
- PLano Flujos A ColorDocument1 paginăPLano Flujos A ColorJeremy Dolores MéndezÎncă nu există evaluări
- Tarea Línea Del Tiempo 10 Melvia MorenoDocument3 paginiTarea Línea Del Tiempo 10 Melvia MorenoMelvia MorenoÎncă nu există evaluări
- 8° Básico Artes Visuales Guía #2 MayoDocument3 pagini8° Básico Artes Visuales Guía #2 Mayowalter emilio araya dominguezÎncă nu există evaluări
- MetaforaDocument3 paginiMetaforaDANA NICE TUPAYACHI BARRAÎncă nu există evaluări
- Intervencion Psicomotriz Relacion Esquema Corporal y PraxiasDocument22 paginiIntervencion Psicomotriz Relacion Esquema Corporal y PraxiasEloina Cuéllar BeristainÎncă nu există evaluări
- Flujo Gradualmente VariadoDocument12 paginiFlujo Gradualmente VariadoArias AlejandroÎncă nu există evaluări
- Proyecto Del Martillo MultiusosDocument23 paginiProyecto Del Martillo Multiusosalejandra_sanchez_meza0% (2)
- SESION de APRENDIZAJE N3 Ciencia y Tecnologia (Emiliano)Document3 paginiSESION de APRENDIZAJE N3 Ciencia y Tecnologia (Emiliano)Emi LPÎncă nu există evaluări
- Nikola TeslaDocument10 paginiNikola TeslaAdrián HuertaÎncă nu există evaluări
- Cultura Fenicia y HebreaDocument6 paginiCultura Fenicia y HebreaMariedjalex MarieÎncă nu există evaluări
- Ética y Deontología - LINEA de TIEMPODocument2 paginiÉtica y Deontología - LINEA de TIEMPOLuis Vargas GonzalesÎncă nu există evaluări
- Angulos de Azimut y Altura Chimbote - 8Document1 paginăAngulos de Azimut y Altura Chimbote - 8handers0397Încă nu există evaluări
- Refranes de OrunmilaDocument32 paginiRefranes de OrunmilaDr FromÎncă nu există evaluări
- Ejercicios Bloque III y IVDocument2 paginiEjercicios Bloque III y IVDavid Garcia PerezÎncă nu există evaluări
- Falla Tipica de Nissan - Urban (Acelerado) (Solucion)Document30 paginiFalla Tipica de Nissan - Urban (Acelerado) (Solucion)eiochoaÎncă nu există evaluări
- Descripción y Análisis de Los Puquios Como TecnologíaDocument16 paginiDescripción y Análisis de Los Puquios Como TecnologíajuanisÎncă nu există evaluări
- Examen Parcial de Administración de OperacionesDocument2 paginiExamen Parcial de Administración de OperacionesNorma Melina Rodríguez JuárezÎncă nu există evaluări
- El Silencio Es Un PlacerDocument10 paginiEl Silencio Es Un PlacerCristian Ccaso MamaniÎncă nu există evaluări
- Retórica Del ArteDocument7 paginiRetórica Del ArteRicardo R. SantillánÎncă nu există evaluări
- GEOSINTÉTICOS EN CARRETERAS: Acercamiento General A Su Utilización y Planteamientospara Su Aplicación en Las Capas de Firme.Document20 paginiGEOSINTÉTICOS EN CARRETERAS: Acercamiento General A Su Utilización y Planteamientospara Su Aplicación en Las Capas de Firme.antonio baamonde roca100% (2)
- Cars Models Brochure KN2 NA May 2019 PDFDocument42 paginiCars Models Brochure KN2 NA May 2019 PDFCarlosgduss GarciaÎncă nu există evaluări
- Bitacoras de Temperaturas Refrigerador EME 2Document2 paginiBitacoras de Temperaturas Refrigerador EME 2OCTAVIO JARDINEZÎncă nu există evaluări
- Dinámica LinealDocument3 paginiDinámica LinealjobishÎncă nu există evaluări
- Laboratorio: Dilatación Por Incremento de TemperaturaDocument4 paginiLaboratorio: Dilatación Por Incremento de TemperaturaQUIROGA GOMEZ LUIS ALEJANDROÎncă nu există evaluări
- Reducción de Una Carga Simple DistribuidaDocument2 paginiReducción de Una Carga Simple DistribuidaJOSE ADRIAN MONTENEGRO QUESADAÎncă nu există evaluări
- TorsionDocument3 paginiTorsionSick-and Sad ShileÎncă nu există evaluări
- MSDS Acido DesmanchadorDocument3 paginiMSDS Acido DesmanchadorlobocernaÎncă nu există evaluări
- STARLINKDocument2 paginiSTARLINKMario OrtaÎncă nu există evaluări
- 9.manejo de ResiduosDocument6 pagini9.manejo de ResiduosCONSORCIO ANDRES 2020Încă nu există evaluări
- Muro Con DientesDocument76 paginiMuro Con DientesHumbertoÎncă nu există evaluări