S-ar putea să vă placă și
- SPC Quality OneDocument9 paginiSPC Quality OneElanthendral GÎncă nu există evaluări
- Statistical Process Control SPCDocument3 paginiStatistical Process Control SPCtintucinÎncă nu există evaluări
- What Are 7 QC Tools ?: MeansDocument25 paginiWhat Are 7 QC Tools ?: Meanschandra_shekhar2221941Încă nu există evaluări
- Six Sigma BooK Part2Document83 paginiSix Sigma BooK Part2foofoolÎncă nu există evaluări
- Unit - V IemDocument19 paginiUnit - V IemG Hitesh ReddyÎncă nu există evaluări
- Mid-II Important QsDocument20 paginiMid-II Important QsPratik AdhikaryÎncă nu există evaluări
- QCC & 7qc ToolsDocument160 paginiQCC & 7qc ToolsGopala Gopala100% (2)
- SQCDocument36 paginiSQCMandeep SinghÎncă nu există evaluări
- Herramientas para Conservar y Mejorar La Conversion EsbeltaDocument34 paginiHerramientas para Conservar y Mejorar La Conversion Esbeltafranckiko3Încă nu există evaluări
- A Presentation On: Control ChartsDocument30 paginiA Presentation On: Control Chartsanil gautamÎncă nu există evaluări
- Quality ControlDocument41 paginiQuality ControlPrashantÎncă nu există evaluări
- PPT4-Statistical Process Control and Capability AnalysisDocument120 paginiPPT4-Statistical Process Control and Capability AnalysisDini MaharÎncă nu există evaluări
- QUALITY MANAGEMENT - Assgnment1Document12 paginiQUALITY MANAGEMENT - Assgnment1Nain TikaryaÎncă nu există evaluări
- Control Charts3Document103 paginiControl Charts3Emad EmadÎncă nu există evaluări
- Six Sigma Program and An ApplicationDocument2 paginiSix Sigma Program and An ApplicationdeepakjothivelÎncă nu există evaluări
- Assignment 3Document9 paginiAssignment 3api-265324689Încă nu există evaluări
- 7 QC ToolsDocument29 pagini7 QC Toolsdspquality2023Încă nu există evaluări
- Control Charts: by Praveen GuptaDocument4 paginiControl Charts: by Praveen GuptaKlemen StrušnikÎncă nu există evaluări
- Course Quality ToolsDocument27 paginiCourse Quality ToolsNakib Ibna BasharÎncă nu există evaluări
- 7 Quality ToolDocument26 pagini7 Quality ToolKritika Sharma0% (1)
- Control ChartsDocument136 paginiControl ChartsSowmya VisinigiriÎncă nu există evaluări
- Back To Original Page: Quality System Requirements 9001 9000Document9 paginiBack To Original Page: Quality System Requirements 9001 9000Shreenivas ThakurÎncă nu există evaluări
- A Roundup of Quality Control Tools and TechniquesDocument4 paginiA Roundup of Quality Control Tools and Techniquesrekrutmen2Încă nu există evaluări
- Statistical Process ControlDocument66 paginiStatistical Process Controlanshuldce50% (2)
- Measurement Techniques of Quality MGTDocument3 paginiMeasurement Techniques of Quality MGTKetan BhandariÎncă nu există evaluări
- Unit 5: September 17, 2011Document25 paginiUnit 5: September 17, 2011Ganie SlovenlinessÎncă nu există evaluări
- Problem Solving Tools: Training Module OnDocument46 paginiProblem Solving Tools: Training Module OnThulasi RamÎncă nu există evaluări
- Auditing SPC InspectionDocument11 paginiAuditing SPC InspectionManu ElaÎncă nu există evaluări
- Lec 5 Variables Control ChartDocument48 paginiLec 5 Variables Control ChartAldwin Angelo Culing MontañezÎncă nu există evaluări
- QUALITY MANAGEMENT Assgn1Document11 paginiQUALITY MANAGEMENT Assgn1Nain TikaryaÎncă nu există evaluări
- Basic 7 Tools of Quality: Presentation By: Carla Scardino The Pennsylvania State UniversityDocument37 paginiBasic 7 Tools of Quality: Presentation By: Carla Scardino The Pennsylvania State Universityjitenderbhati07Încă nu există evaluări
- Statistical Quality ControlDocument23 paginiStatistical Quality Controljoan dueroÎncă nu există evaluări
- 7 Quality Tools ExplainedDocument36 pagini7 Quality Tools ExplainedAmruta PeriÎncă nu există evaluări
- SPC 2016Document68 paginiSPC 2016Dominic MendozaÎncă nu există evaluări
- Topic 9.0: Statistical Process Control For Variables DataDocument115 paginiTopic 9.0: Statistical Process Control For Variables Datawong6804Încă nu există evaluări
- Quality Improvement and Statistical Process ControlDocument64 paginiQuality Improvement and Statistical Process ControlSakthi Tharan SÎncă nu există evaluări
- Quality Management Plan (PMPDocument53 paginiQuality Management Plan (PMPRasha Al KhatibÎncă nu există evaluări
- Final Notes On SQCDocument12 paginiFinal Notes On SQCShashank Srivastava100% (1)
- By, Pradeep Nayar (Roll No-24/2009) - Abhishek Kumar (Roll No-13/2009) Rohit Siddhu (Roll No-18/2009)Document22 paginiBy, Pradeep Nayar (Roll No-24/2009) - Abhishek Kumar (Roll No-13/2009) Rohit Siddhu (Roll No-18/2009)Abhishek KumarÎncă nu există evaluări
- Quality Control Tools For Improving Processes: Supplement 6Document55 paginiQuality Control Tools For Improving Processes: Supplement 6janssen.villian3621Încă nu există evaluări
- Control Chart BasicsDocument36 paginiControl Chart Basicstikar69314Încă nu există evaluări
- 7 tools statistical process control SPCDocument3 pagini7 tools statistical process control SPCSachin MethreeÎncă nu există evaluări
- 7.1 Statistical Quality ControlDocument3 pagini7.1 Statistical Quality Controlboddarambabu100% (1)
- Seven Quality Tools: Presented By: Manoj Barik Itihas GhoshDocument41 paginiSeven Quality Tools: Presented By: Manoj Barik Itihas GhoshManoj Kumar BarikÎncă nu există evaluări
- Seven Basic Quality Control ToolDocument7 paginiSeven Basic Quality Control ToolAhmed M. HashimÎncă nu există evaluări
- Techniques of Quality ControlDocument15 paginiTechniques of Quality ControlAnshu SourabhÎncă nu există evaluări
- 7 TOOLS FOR THE QUALITY JOURNEYDocument23 pagini7 TOOLS FOR THE QUALITY JOURNEYfull sunÎncă nu există evaluări
- A Presentation On: Control ChartsDocument30 paginiA Presentation On: Control ChartsAnonymous FW5PVUpÎncă nu există evaluări
- Manufacturing Technology AssignmentDocument15 paginiManufacturing Technology AssignmentDan Kiama MuriithiÎncă nu există evaluări
- Lecture Control Charts 1558081780Document49 paginiLecture Control Charts 1558081780Dahn NguyenÎncă nu există evaluări
- Quality Management ToolsDocument69 paginiQuality Management ToolsMinh Huy LêÎncă nu există evaluări
- 7 QC Tools ListDocument11 pagini7 QC Tools ListN.Usha RaoÎncă nu există evaluări
- Mod10 Control ChartDocument70 paginiMod10 Control ChartArnela Hodzic100% (1)
- TQM Assignment 4Document14 paginiTQM Assignment 4api-2880199900% (1)
- Seven Quality Tools: Presented By: M. AschnerDocument39 paginiSeven Quality Tools: Presented By: M. AschnerGuru VagaÎncă nu există evaluări
- 7 QC ToolsDocument44 pagini7 QC ToolsNEHAÎncă nu există evaluări
- Quality Tools Guide Problem SolvingDocument43 paginiQuality Tools Guide Problem SolvingvsganeshÎncă nu există evaluări
- Total Quality Management: Seven Basic Quality ToolsDocument31 paginiTotal Quality Management: Seven Basic Quality ToolsAditya vatsyayanÎncă nu există evaluări
- Kaizen Management for Continuous ImprovementDocument39 paginiKaizen Management for Continuous ImprovementSakshi Khurana100% (4)
- Weeks PD 1 2 3 4 5 6 7 8 9 10 11 12: Gear BoxDocument4 paginiWeeks PD 1 2 3 4 5 6 7 8 9 10 11 12: Gear BoxRavi PrakashÎncă nu există evaluări
- Wallinandreassen 1998Document35 paginiWallinandreassen 1998diasaripermataÎncă nu există evaluări
- Andrew Keyser ResumeDocument2 paginiAndrew Keyser Resumeapi-193944162Încă nu există evaluări
- Esp Sales Executive Needs AnalysisDocument4 paginiEsp Sales Executive Needs AnalysisChitra Dwi Rahmasari100% (1)
- Opportunity Cost For Decision MakingDocument5 paginiOpportunity Cost For Decision MakingAthar AhmadÎncă nu există evaluări
- Economic Growth TheoriesDocument10 paginiEconomic Growth TheoriesHarpreet Singh PopliÎncă nu există evaluări
- Keycare: Example - Capital Asset Pricing Model (CAPM) and Weighted Average Cost of Capital (WACC) CapmDocument3 paginiKeycare: Example - Capital Asset Pricing Model (CAPM) and Weighted Average Cost of Capital (WACC) CapmekaarinathaÎncă nu există evaluări
- EconomicsDocument10 paginiEconomicsSimon ShÎncă nu există evaluări
- Simple InterestDocument4 paginiSimple InterestPuja AgarwalÎncă nu există evaluări
- 11th Commerce 3 Marks Study Material English MediumDocument21 pagini11th Commerce 3 Marks Study Material English MediumGANAPATHY.SÎncă nu există evaluări
- Install GuideDocument122 paginiInstall GuideJulio Miguel CTÎncă nu există evaluări
- Problemele Adolescentilor Si Consilierea Parintilor Florin UleteDocument46 paginiProblemele Adolescentilor Si Consilierea Parintilor Florin UleteGabriela Marinescu100% (1)
- Boots Case StudyDocument4 paginiBoots Case StudyGeorge Lugembe MalyetaÎncă nu există evaluări
- Partner Onboarding Guide With Three ExamplesDocument14 paginiPartner Onboarding Guide With Three ExamplesDina RadiÎncă nu există evaluări
- Jigs and Fixture Sem III FinalDocument127 paginiJigs and Fixture Sem III Finalnikhil sidÎncă nu există evaluări
- PAL Pilots Seek Reinstatement After Illegal Strike RulingDocument835 paginiPAL Pilots Seek Reinstatement After Illegal Strike RulingJohn Robert BautistaÎncă nu există evaluări
- Operational Effectiveness + StrategyDocument7 paginiOperational Effectiveness + StrategyPaulo GarcezÎncă nu există evaluări
- Customer Satisfaction of DairyDocument118 paginiCustomer Satisfaction of DairynitindeoraÎncă nu există evaluări
- Capital ManagementDocument61 paginiCapital Managementra2002ma2002931Încă nu există evaluări
- Assignment of Career PlanningDocument10 paginiAssignment of Career PlanningShaon Salehin100% (1)
- CGEIT Exam Job Practice - 2013Document6 paginiCGEIT Exam Job Practice - 2013SpipparisÎncă nu există evaluări
- 2-2mys 2002 Dec ADocument17 pagini2-2mys 2002 Dec Aqeylazatiey93_598514Încă nu există evaluări
- Strategic ManagementDocument22 paginiStrategic ManagementAhmad Azhar Aman ShahÎncă nu există evaluări
- Telebrands Corp V Martfive - DJ ComplaintDocument37 paginiTelebrands Corp V Martfive - DJ ComplaintSarah BursteinÎncă nu există evaluări
- Oral Communication - Noise Barriers To CommunicationDocument24 paginiOral Communication - Noise Barriers To Communicationvarshneyankit1Încă nu există evaluări
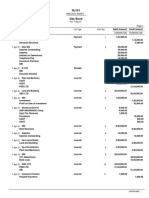
- Day Book 2Document2 paginiDay Book 2The ShiningÎncă nu există evaluări
- Cobb-Douglas Production Function ExplainedDocument8 paginiCobb-Douglas Production Function ExplainedMgmtScieEco WÎncă nu există evaluări
- CMM-006-15536-0006 - 6 - Radar AltimeterDocument367 paginiCMM-006-15536-0006 - 6 - Radar AltimeterDadang100% (4)
- Transaction Banking Trends in Transaction Banking Report Survey Report v21Document16 paginiTransaction Banking Trends in Transaction Banking Report Survey Report v21Shifat HasanÎncă nu există evaluări