S-ar putea să vă placă și
- Technical Article - OMP400 - Strain Gauge Probe - Renishaw Probing Technology and The New OMP400Document4 paginiTechnical Article - OMP400 - Strain Gauge Probe - Renishaw Probing Technology and The New OMP400dieselguy65Încă nu există evaluări
- C1542 Longitud de Nucleos PDFDocument2 paginiC1542 Longitud de Nucleos PDFTavo Suarez C100% (1)
- Tem Sample PrepDocument9 paginiTem Sample PrepDedekÎncă nu există evaluări
- Calculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForDocument4 paginiCalculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForEric GozzerÎncă nu există evaluări
- Calculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForDocument4 paginiCalculating Pavement Macrotexture Mean Profile Depth: Standard Practice Forjorgesilva84Încă nu există evaluări
- ASTM D-1316 (Molienda)Document3 paginiASTM D-1316 (Molienda)Juan Velasquez100% (1)
- Straightness and ParallelismDocument18 paginiStraightness and Parallelismnikle_DÎncă nu există evaluări
- Roughness Measurements With A Stylus ProfilerDocument4 paginiRoughness Measurements With A Stylus Profilerkndprasad01Încă nu există evaluări
- Calculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForDocument4 paginiCalculating Pavement Macrotexture Mean Profile Depth: Standard Practice ForAbel CameoÎncă nu există evaluări
- High-Accuracy CMM Metrology For Micro SystemsDocument8 paginiHigh-Accuracy CMM Metrology For Micro Systemspm089Încă nu există evaluări
- Dulux Powder Technical Advice Brochure Dry Film Thickness WEB 09 20Document3 paginiDulux Powder Technical Advice Brochure Dry Film Thickness WEB 09 20Nurma DiinnaaÎncă nu există evaluări
- Bending TM 1806Document4 paginiBending TM 1806Richa RohillaÎncă nu există evaluări
- Guidelines For Un-Flat BeamDocument5 paginiGuidelines For Un-Flat BeamPartha ChaudhuryÎncă nu există evaluări
- ASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Document5 paginiASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Andre Rodriguez Spirim100% (1)
- ASTM B946 WWW - QCEXPERT.irDocument3 paginiASTM B946 WWW - QCEXPERT.irVivian PrabhaÎncă nu există evaluări
- MicrometerDocument3 paginiMicrometerJanno MallariÎncă nu există evaluări
- E 1438 - 91 R96 - Rte0mzgtotfsotyDocument2 paginiE 1438 - 91 R96 - Rte0mzgtotfsotypechugonisÎncă nu există evaluări
- Traceable Roughness of ProductsDocument7 paginiTraceable Roughness of ProductsSaraswantoÎncă nu există evaluări
- Main Differences BTW EN 388 & ISO 13997 TDM: (Coupe Test Method)Document1 paginăMain Differences BTW EN 388 & ISO 13997 TDM: (Coupe Test Method)AbdulqadeerÎncă nu există evaluări
- ASTM E1845 Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFDocument4 paginiASTM E1845 Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFMehdi FarrokhiÎncă nu există evaluări
- ASTM E1845 - Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFDocument4 paginiASTM E1845 - Standard Practice For Calculating Pavement Macrotexture Mean Profile Depth PDFrendy100% (1)
- E986-04 (Reapproved 2017)Document3 paginiE986-04 (Reapproved 2017)Miguel BazalduaÎncă nu există evaluări
- Bending Test: Final RecommendationDocument4 paginiBending Test: Final RecommendationfarhanfiksiÎncă nu există evaluări
- Ch5 CMM CondensedDocument10 paginiCh5 CMM CondensedRisikkesh SÎncă nu există evaluări
- Performing Sputter Crater Depth Measurements: Standard Guide ForDocument2 paginiPerforming Sputter Crater Depth Measurements: Standard Guide ForpechugonisÎncă nu există evaluări
- Differentiate Between Line Standard and End Standard of Measurement 1Document19 paginiDifferentiate Between Line Standard and End Standard of Measurement 1ghghgÎncă nu există evaluări
- Basics of Uncertainty Analysis: ActivityDocument4 paginiBasics of Uncertainty Analysis: ActivityChristos LeptokaridisÎncă nu există evaluări
- Press-O-Film HT InstructionsDocument2 paginiPress-O-Film HT InstructionsClyde CoopperÎncă nu există evaluări
- Measuring Length of Concrete Cores: Standard Test Method ForDocument2 paginiMeasuring Length of Concrete Cores: Standard Test Method ForFredyÎncă nu există evaluări
- AN526 StylusCap Seleccion Del StylusDocument4 paginiAN526 StylusCap Seleccion Del StylusCarlos RamirezÎncă nu există evaluări
- Electrical Resistivity of Manufactured Carbon and Graphite Articles at Room TemperatureDocument5 paginiElectrical Resistivity of Manufactured Carbon and Graphite Articles at Room TemperatureLabeed ShamilÎncă nu există evaluări
- C 502 - 04 QzuwmgDocument2 paginiC 502 - 04 QzuwmgMarceloÎncă nu există evaluări
- Measuring Asperity Height of Textured Geomembranes: Standard Test Method ForDocument4 paginiMeasuring Asperity Height of Textured Geomembranes: Standard Test Method ForNelsonPadrónSánchezÎncă nu există evaluări
- Skerik Grey Scale Test (Introduction)Document1 paginăSkerik Grey Scale Test (Introduction)zazaÎncă nu există evaluări
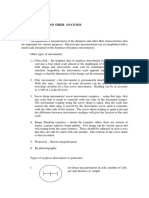
- Description of Gages: 3.3 Area MeasurementDocument1 paginăDescription of Gages: 3.3 Area Measurementnate anantathatÎncă nu există evaluări
- Measuring Surfaces with Atomic PrecisionDocument6 paginiMeasuring Surfaces with Atomic PrecisionDiana Alejandra Bermudez FajardoÎncă nu există evaluări
- Compressive Strength of Carbon and Graphite: Standard Test Method ForDocument3 paginiCompressive Strength of Carbon and Graphite: Standard Test Method ForLabeed ShamilÎncă nu există evaluări
- How To Handle Peaks enDocument11 paginiHow To Handle Peaks enPaulius StasiulaitisÎncă nu există evaluări
- ASTM D1052 09 - Standard Test Method For Measuring Rubber Deterioration-Cut Growth Using Ross Flexing ApparatusDocument4 paginiASTM D1052 09 - Standard Test Method For Measuring Rubber Deterioration-Cut Growth Using Ross Flexing ApparatusAndre Rodriguez SpirimÎncă nu există evaluări
- No Contents No 1. Aim 2 2. 2 3. Basic Pricnciple 2 4. Experimental Procedure 2 5. Calculation and Discussion 3 6. Questions 4 7. Reference 5Document5 paginiNo Contents No 1. Aim 2 2. 2 3. Basic Pricnciple 2 4. Experimental Procedure 2 5. Calculation and Discussion 3 6. Questions 4 7. Reference 5huze_nedianÎncă nu există evaluări
- Astm C 364Document3 paginiAstm C 364Amar JabarÎncă nu există evaluări
- C611Document5 paginiC611EdgarÎncă nu există evaluări
- Sample Size Determination and Confidence Interval Derivation For Exponential DistributionDocument6 paginiSample Size Determination and Confidence Interval Derivation For Exponential DistributionIsmael NeuÎncă nu există evaluări
- ISO 6892-1 (2019) Test Method BriefDocument6 paginiISO 6892-1 (2019) Test Method Briefotavio stiehlerÎncă nu există evaluări
- Measuring Thickness of Leather Units: Standard Test Method ForDocument2 paginiMeasuring Thickness of Leather Units: Standard Test Method ForfadjarÎncă nu există evaluări
- Ployed in Measuring The Thidescription of Gages: 3.3 Area MeasurementDocument1 paginăPloyed in Measuring The Thidescription of Gages: 3.3 Area Measurementnate anantathatÎncă nu există evaluări
- Fig. 1: Lab Vane Shear ApparatusDocument2 paginiFig. 1: Lab Vane Shear ApparatusKishanÎncă nu există evaluări
- Contact Angle Measurements Using Drop Shape AnalysisDocument7 paginiContact Angle Measurements Using Drop Shape AnalysisThoifah MuthohharohÎncă nu există evaluări
- TT Vishalbharti 89Document2 paginiTT Vishalbharti 89vishalb.tt.21Încă nu există evaluări
- E 986 - 04 (2010)Document3 paginiE 986 - 04 (2010)ruben carcamoÎncă nu există evaluări
- Astm E1703 - E1703m-10 (2023)Document2 paginiAstm E1703 - E1703m-10 (2023)yasirÎncă nu există evaluări
- Designation B 754 - 89Document5 paginiDesignation B 754 - 89Raron1Încă nu există evaluări
- Astm E1703 2000Document2 paginiAstm E1703 2000Nick AndroulakisÎncă nu există evaluări
- E 303 - 93 (2013) PDFDocument5 paginiE 303 - 93 (2013) PDFlucky259Încă nu există evaluări
- Instruction Manual For Testing The Acr CT PhantomDocument16 paginiInstruction Manual For Testing The Acr CT PhantomMuchti IndriyatiÎncă nu există evaluări
- 3.3 Area MeasurementDocument1 pagină3.3 Area Measurementnate anantathatÎncă nu există evaluări
- ACCRETECH E Book Tactile Vs Contactless ENGDocument24 paginiACCRETECH E Book Tactile Vs Contactless ENGpatrikcncÎncă nu există evaluări
- Calculation and Reporting: N 3-Rough Surfaces Make Wear Scar Measurement DifficultDocument1 paginăCalculation and Reporting: N 3-Rough Surfaces Make Wear Scar Measurement DifficultBayu AmartaÎncă nu există evaluări
- Marksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsDe la EverandMarksmanship Fundamentals: Improve Your Shooting By Mastering the BasicsEvaluare: 4.5 din 5 stele4.5/5 (3)
- Primary Eye Examination: A Comprehensive Guide to DiagnosisDe la EverandPrimary Eye Examination: A Comprehensive Guide to DiagnosisJong-Soo LeeÎncă nu există evaluări
- Stereochemistry Practce PDFDocument6 paginiStereochemistry Practce PDFFerminÎncă nu există evaluări
- Valve Actuator Data SheetDocument1 paginăValve Actuator Data SheetRob StorrowÎncă nu există evaluări
- Leveling Limits For Stationary Reciprocating Compressors: Engineering ReferenceDocument2 paginiLeveling Limits For Stationary Reciprocating Compressors: Engineering ReferencealtruismÎncă nu există evaluări
- L02-EIP Module User ManualDocument37 paginiL02-EIP Module User ManualSergio Mauricio Acuña BravoÎncă nu există evaluări
- 13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilDocument9 pagini13 - Wool-And-Coir-Fiber-Reinforced-Gypsum-Ceiling-Tiles-Wit - 2021 - Journal-of-BuilJenifer TejadaÎncă nu există evaluări
- Public Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityDocument7 paginiPublic Key Cryptography: S. Erfani, ECE Dept., University of Windsor 0688-558-01 Network SecurityAbrasaxEimi370Încă nu există evaluări
- Bilstein SZ SL Sls 2010Document16 paginiBilstein SZ SL Sls 2010Wimin HungÎncă nu există evaluări
- Tesla Regen, Brakes and Sudden AccelerationDocument66 paginiTesla Regen, Brakes and Sudden AccelerationmartinvvÎncă nu există evaluări
- P2 Chp5 RadiansDocument28 paginiP2 Chp5 RadiansWaqas KhanÎncă nu există evaluări
- Fundamentals of Neural Networks by Laurene FausettDocument476 paginiFundamentals of Neural Networks by Laurene Fausettsivakumar89% (18)
- Superconductivity in RH S and PD Se: A Comparative StudyDocument5 paginiSuperconductivity in RH S and PD Se: A Comparative StudyChithra ArulmozhiÎncă nu există evaluări
- Ema 312 Unit 4Document22 paginiEma 312 Unit 4Ahbyna AmorÎncă nu există evaluări
- A320 CBT Test 1 PDFDocument107 paginiA320 CBT Test 1 PDFCesarÎncă nu există evaluări
- GAS-INSULATED SWITCHGEAR MODELS 72kV ADVANCED ENVIRONMENTALLY FRIENDLYDocument6 paginiGAS-INSULATED SWITCHGEAR MODELS 72kV ADVANCED ENVIRONMENTALLY FRIENDLYBudi SantonyÎncă nu există evaluări
- Submittal Chiller COP 6.02Document3 paginiSubmittal Chiller COP 6.02juan yenqueÎncă nu există evaluări
- Challenges of Merchandising in Pridebay Holdings: A Garments Buying HouseDocument35 paginiChallenges of Merchandising in Pridebay Holdings: A Garments Buying HouseAli AhmadÎncă nu există evaluări
- A Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingDocument10 paginiA Design and Analysis of A Morphing Hyper-Elliptic Cambered Span (HECS) WingJEORJEÎncă nu există evaluări
- Analisis Pengaruh Profitabilitas, Strategi Diversifikasi, Dan Good Corporate Governance Terhadap Nilai PerusahaanDocument16 paginiAnalisis Pengaruh Profitabilitas, Strategi Diversifikasi, Dan Good Corporate Governance Terhadap Nilai PerusahaanEra ZsannabelaÎncă nu există evaluări
- MSYS-1 0 11-ChangesDocument3 paginiMSYS-1 0 11-ChangesCyril BerthelotÎncă nu există evaluări
- Windows Mbox Viewer User Manual 1.0.3.4Document33 paginiWindows Mbox Viewer User Manual 1.0.3.4Billy NoelÎncă nu există evaluări
- CH 07Document27 paginiCH 07Jessica Ibarreta100% (1)
- Reboilers and VaporizersDocument20 paginiReboilers and Vaporizers58 - Darshan ShahÎncă nu există evaluări
- This HandoutDocument11 paginiThis HandoutAnonymous QM0NLqZOÎncă nu există evaluări
- Turbine Buyers Guide - Mick Sagrillo & Ian WoofendenDocument7 paginiTurbine Buyers Guide - Mick Sagrillo & Ian WoofendenAnonymous xYhjeilnZÎncă nu există evaluări
- 10th Term Exams Computer Science PaperDocument2 pagini10th Term Exams Computer Science PaperMohammad Tariq JavaidÎncă nu există evaluări
- The Professional DesktopDocument318 paginiThe Professional Desktopalintuta2Încă nu există evaluări
- AMD OverDrive Utility 4.3.1.0698 Release NotesDocument1 paginăAMD OverDrive Utility 4.3.1.0698 Release Notesbayu_gendeng666Încă nu există evaluări
- Leroy Somer 3434c - GB-NyDocument28 paginiLeroy Somer 3434c - GB-NyCris_eu09100% (1)
- SDH TechnologyDocument26 paginiSDH TechnologyJayesh SinghalÎncă nu există evaluări
- View DsilDocument16 paginiView DsilneepolionÎncă nu există evaluări