S-ar putea să vă placă și
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025De la EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Evaluare: 4.5 din 5 stele4.5/5 (4)
- Torta BRIGADEIRO Master ClassDocument10 paginiTorta BRIGADEIRO Master ClassmilaÎncă nu există evaluări
- Plan Haccp Galletas de SandiaDocument52 paginiPlan Haccp Galletas de SandiaIraida Janice100% (1)
- Ficha Tecnica de WiskyDocument3 paginiFicha Tecnica de WiskyThony Arqueño YllatopaÎncă nu există evaluări
- Manual HACCP LacteosDocument90 paginiManual HACCP LacteosCarlos VizcarraÎncă nu există evaluări
- Informe de QuequeDocument14 paginiInforme de QuequeThony Arqueño Yllatopa100% (1)
- Manual Iso 22000 - SgciaDocument25 paginiManual Iso 22000 - SgciaAlejandra Tamayo100% (1)
- Los 7 Principios Del HACCPDocument4 paginiLos 7 Principios Del HACCPamemora67% (9)
- Examen Haccp - ADocument2 paginiExamen Haccp - ABetsi Carely Ochoa MantillaÎncă nu există evaluări
- Sistema de Refrigeracion MecanicaDocument30 paginiSistema de Refrigeracion MecanicaTahic P100% (1)
- Plan Haccp 2018. Versión 01Document139 paginiPlan Haccp 2018. Versión 01Liz GómezÎncă nu există evaluări
- Analisis Sensorial PastasDocument15 paginiAnalisis Sensorial PastasThony Arqueño Yllatopa100% (2)
- Manual de Poes Aziza Export, S.A. 2020Document96 paginiManual de Poes Aziza Export, S.A. 2020Alfonso José Suárez González100% (2)
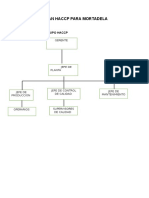
- Plan Haccp para MortadelaDocument11 paginiPlan Haccp para MortadelaThony Arqueño Yllatopa80% (5)
- HACCP en Tripas NaturalesDocument12 paginiHACCP en Tripas NaturalesGiovanni Duarte100% (2)
- Actividad Aplicacion Sistema HACCPDocument6 paginiActividad Aplicacion Sistema HACCPBertha Paternina MercadoÎncă nu există evaluări
- Manual Iso 22000Document27 paginiManual Iso 22000Marcela Pabon ReyesÎncă nu există evaluări
- Plan de Trabajo de Consumo EscolarDocument10 paginiPlan de Trabajo de Consumo EscolarDhyana SalayaÎncă nu există evaluări
- BPM y HACCPDocument12 paginiBPM y HACCPErick Aguilar ÁlvarezÎncă nu există evaluări
- 4 s25 Anexos Mtro - JuanPabloDocument27 pagini4 s25 Anexos Mtro - JuanPabloValeria CaballeroÎncă nu există evaluări
- Nuena Norma HACCP Minsal Chile PDFDocument20 paginiNuena Norma HACCP Minsal Chile PDFMario RevecoÎncă nu există evaluări
- Sistema Haccp - Mango Congelado en CubosDocument16 paginiSistema Haccp - Mango Congelado en CubosJhonathan Paul Becerra VilelaÎncă nu există evaluări
- Plan Haccp CecinaDocument8 paginiPlan Haccp CecinaCesar MendozaÎncă nu există evaluări
- Manual Poes YAN S SACDocument14 paginiManual Poes YAN S SACJaquelyne Rosario Cueva MamaniÎncă nu există evaluări
- Sistema Haccp Enla Elavoracion de Quesos Gouda La Vauqita Feliz WordDocument14 paginiSistema Haccp Enla Elavoracion de Quesos Gouda La Vauqita Feliz Wordantoniorammstein100% (7)
- Sandy Francis Actividad#5Document1 paginăSandy Francis Actividad#5SandyÎncă nu există evaluări
- Haccp de PanDocument80 paginiHaccp de PanRorman Lopez GarciaÎncă nu există evaluări
- Haccp Comidas Preparadas Con Tratamiento Termico Armijo 06.06.2011Document38 paginiHaccp Comidas Preparadas Con Tratamiento Termico Armijo 06.06.2011Pamela Raymondi100% (1)
- Aplicación Del Plan Haccp QuesoDocument6 paginiAplicación Del Plan Haccp QuesoLiss DayanaraÎncă nu există evaluări
- Control de AlérgenosDocument2 paginiControl de Alérgenosmanuel_andrade_35Încă nu există evaluări
- Manual Haccp Apidosa 2017Document31 paginiManual Haccp Apidosa 2017Alfonso José Suárez GonzálezÎncă nu există evaluări
- El Plato Del Buen ComerDocument10 paginiEl Plato Del Buen ComerMiRiam HeRrera100% (1)
- PLAN HACCP de Productos LacteosDocument14 paginiPLAN HACCP de Productos LacteosDario Soto BeltranÎncă nu există evaluări
- Actividad 3 InocuidadDocument4 paginiActividad 3 InocuidadMilton Quiroz MuñozÎncă nu există evaluări
- Matriz HaccpDocument52 paginiMatriz HaccpVilla Seca100% (1)
- Plan-Haccp-Hecho-Original Word Terminado y EntregadoDocument29 paginiPlan-Haccp-Hecho-Original Word Terminado y EntregadoSabrina Gutierrez GarciaÎncă nu există evaluări
- Proyecto de Investigacion de Galletas de Yacon AlexDocument21 paginiProyecto de Investigacion de Galletas de Yacon AlexThony Arqueño Yllatopa20% (5)
- Plan HaccpDocument10 paginiPlan HaccpSamanta Contreras100% (1)
- Manual de Auditoria Planta PesqueraDocument50 paginiManual de Auditoria Planta PesqueraEvelyn YaniréÎncă nu există evaluări
- 000 Resumen Modelo Haccp General para El Sacrificio de AvesDocument7 pagini000 Resumen Modelo Haccp General para El Sacrificio de AvesLUÎncă nu există evaluări
- JamonadaDocument21 paginiJamonadaBrenda Gf0% (1)
- Actividad Evaluación N°5Document14 paginiActividad Evaluación N°5Mario ElizondoÎncă nu există evaluări
- Plan RastreabilidadDocument25 paginiPlan RastreabilidadMedaly R. M. Robles100% (1)
- Cuestionario 1 BPMDocument4 paginiCuestionario 1 BPMJohel Espinosa PalaciosÎncă nu există evaluări
- Plan HCCP Pan Aliñado 12-05Document79 paginiPlan HCCP Pan Aliñado 12-05mariana67% (3)
- Sistema HaccpDocument95 paginiSistema HaccpVictor Labarca Bahamondes100% (1)
- 1 RastreabilidadDocument25 pagini1 RastreabilidadgregorioÎncă nu există evaluări
- Taller HaccpDocument2 paginiTaller HaccpALEXBETANCOÎncă nu există evaluări
- In-08 Limpieza y Desinfeccion de Contenedores de BasuraDocument2 paginiIn-08 Limpieza y Desinfeccion de Contenedores de Basurajose zuluagaÎncă nu există evaluări
- Rtca PDFDocument58 paginiRtca PDFGabriel Mateo100% (1)
- 10 Check List BPM (Verificación)Document12 pagini10 Check List BPM (Verificación)Darwin MarioÎncă nu există evaluări
- Sistema Haccp San SebastianDocument35 paginiSistema Haccp San Sebastiandorc198124Încă nu există evaluări
- Informe de AuditoriaDocument6 paginiInforme de AuditoriamarianaÎncă nu există evaluări
- Induccion en Inocuidad AgroalimentariaDocument47 paginiInduccion en Inocuidad AgroalimentariaOscarÎncă nu există evaluări
- Haccp 2023Document15 paginiHaccp 2023Luz Estela Timaná Baca de DíazÎncă nu există evaluări
- Anexo 4. Lista de Chequeo BPM Herramienta de Medición para Las Auditorias Basados en Resolución 2674., Plan de Auditoria.Document23 paginiAnexo 4. Lista de Chequeo BPM Herramienta de Medición para Las Auditorias Basados en Resolución 2674., Plan de Auditoria.Calidad Manjar del Valle100% (1)
- Propuesta de Implementación Del Plan Haccp para Asegurar La Inocuidad de La Pulpa Congelada de FrutasDocument105 paginiPropuesta de Implementación Del Plan Haccp para Asegurar La Inocuidad de La Pulpa Congelada de FrutasKatly Marsiol Cartolin BarronÎncă nu există evaluări
- Lista de Control de AlergenosDocument6 paginiLista de Control de AlergenosvalentinaÎncă nu există evaluări
- FSSC 22000-2017 Parte 2Document9 paginiFSSC 22000-2017 Parte 2Lizz Paz100% (1)
- Declaracion de Proveedores 001Document13 paginiDeclaracion de Proveedores 001Lorenzo Ormeño MenesesÎncă nu există evaluări
- Plan Hazard Mermelada de FresaDocument15 paginiPlan Hazard Mermelada de FresayamelisÎncă nu există evaluări
- Equipo HaccpDocument8 paginiEquipo HaccpEnioÎncă nu există evaluări
- Test Buenas Prácticas de ManufacturaDocument1 paginăTest Buenas Prácticas de ManufacturaSandraV100% (1)
- Lista de Chequeo PPRDocument9 paginiLista de Chequeo PPRSANDRA MILENA BERMUDEZ BALCEROÎncă nu există evaluări
- Determinación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaDocument23 paginiDeterminación de Mohos y Levaduras en Ambientes de Producción Por El Método de La Placa VertidaRodrigo SanchezÎncă nu există evaluări
- Diseño de Un Plan HACCP Elaborac QuesoDocument8 paginiDiseño de Un Plan HACCP Elaborac QuesoLujan Gaona MeryelÎncă nu există evaluări
- BPM y Haccp 12 2010Document10 paginiBPM y Haccp 12 2010Isaac SarmientoÎncă nu există evaluări
- Actividad 4 - Aplicación Sistema HACCP IDocument5 paginiActividad 4 - Aplicación Sistema HACCP IBarbara Stone100% (6)
- Actividad Aplicacion Sistema Haccp I Semana 4Document8 paginiActividad Aplicacion Sistema Haccp I Semana 4Nicolas AngaritaÎncă nu există evaluări
- Aplicacion Al Sistema Haccp LDocument6 paginiAplicacion Al Sistema Haccp LNatalia TristanchoÎncă nu există evaluări
- Informe de Gaseosa 2Document16 paginiInforme de Gaseosa 2Thony Arqueño YllatopaÎncă nu există evaluări
- Aspectos Generales de La EmpresaDocument10 paginiAspectos Generales de La EmpresaThony Arqueño Yllatopa100% (1)
- Modelo de CVDocument2 paginiModelo de CVThony Arqueño YllatopaÎncă nu există evaluări
- Informe de CervezaDocument28 paginiInforme de CervezaThony Arqueño YllatopaÎncă nu există evaluări
- Proyecto de InvestigacionDocument23 paginiProyecto de InvestigacionThony Arqueño YllatopaÎncă nu există evaluări
- Chicharron de SoyaDocument38 paginiChicharron de SoyaThony Arqueño Yllatopa100% (2)
- La CecinaDocument11 paginiLa CecinaThony Arqueño YllatopaÎncă nu există evaluări
- Diagrama de Proceso Tipo MaterialDocument10 paginiDiagrama de Proceso Tipo MaterialThony Arqueño YllatopaÎncă nu există evaluări
- Pan FrancesDocument31 paginiPan FrancesThony Arqueño YllatopaÎncă nu există evaluări
- Proyecto de Innovacion Conejo AhumadoDocument15 paginiProyecto de Innovacion Conejo AhumadoThony Arqueño Yllatopa50% (2)
- Informe de Conserva de PapaDocument20 paginiInforme de Conserva de PapaThony Arqueño YllatopaÎncă nu există evaluări
- Informe Queque MiriamDocument10 paginiInforme Queque MiriamThony Arqueño YllatopaÎncă nu există evaluări
- Informe de FideoDocument19 paginiInforme de FideoThony Arqueño YllatopaÎncă nu există evaluări
- Informe - Conserva de PapaDocument25 paginiInforme - Conserva de PapaThony Arqueño YllatopaÎncă nu există evaluări
- GalletasDocument4 paginiGalletasThony Arqueño YllatopaÎncă nu există evaluări
- Elaboracion de Queso MantecoDocument5 paginiElaboracion de Queso MantecoThony Arqueño YllatopaÎncă nu există evaluări
- Proyecto de Investigacion - PiononoDocument22 paginiProyecto de Investigacion - PiononoThony Arqueño Yllatopa100% (1)
- La MorcillaDocument21 paginiLa MorcillaThony Arqueño Yllatopa100% (1)
- Hermilio ValdizánDocument2 paginiHermilio ValdizánThony Arqueño YllatopaÎncă nu există evaluări
- Postre Chajá de Gross - El GourmetDocument2 paginiPostre Chajá de Gross - El GourmetKarina OÎncă nu există evaluări
- Ingles (Ta2) DialogoDocument2 paginiIngles (Ta2) DialogoJair SaavedraÎncă nu există evaluări
- Mercadona - Compra Online - Ticket Final 10-12Document2 paginiMercadona - Compra Online - Ticket Final 10-12DaniÎncă nu există evaluări
- Encuesta TecnosolDocument22 paginiEncuesta TecnosolIsaias Morales RudasÎncă nu există evaluări
- Produccion de AzucarDocument48 paginiProduccion de AzucarDominicSaraviaÎncă nu există evaluări
- Actividad Práctica de Laboratorio Unidad 2Document9 paginiActividad Práctica de Laboratorio Unidad 2david puchetaÎncă nu există evaluări
- Cetona SDocument10 paginiCetona SwendyÎncă nu există evaluări
- Aberdeen AngusDocument11 paginiAberdeen AngusEmanuela CasanovaÎncă nu există evaluări
- Dieta Escalera DUKAN 1 Semana - Docx Versión 1Document7 paginiDieta Escalera DUKAN 1 Semana - Docx Versión 1Irene Rodriguez GarciaÎncă nu există evaluări
- Abono Te EstiercolDocument7 paginiAbono Te EstiercolAstrid DianaÎncă nu există evaluări
- 1 Poda y Entutorado Del Tomate PDFDocument6 pagini1 Poda y Entutorado Del Tomate PDFpirrakas08Încă nu există evaluări
- INFORMEANALISISDEPLANTAS ProfertilDocument40 paginiINFORMEANALISISDEPLANTAS ProfertilGustavo PilcoÎncă nu există evaluări
- La Ecología Social de Los ChimpancésDocument5 paginiLa Ecología Social de Los ChimpancésKLEYSON OSWALDO CERDaN LOBATOÎncă nu există evaluări
- Tema 2 3º ESODocument5 paginiTema 2 3º ESOJaime TorresÎncă nu există evaluări
- La Organizacion Del Cuerpo Humano - PpsDocument73 paginiLa Organizacion Del Cuerpo Humano - PpsVictor GarciaÎncă nu există evaluări
- Acondicionamiento de La Materia Prima para Los ProcesosDocument6 paginiAcondicionamiento de La Materia Prima para Los ProcesosGustavo Fernández ChapoñánÎncă nu există evaluări
- Módulo 1Document19 paginiMódulo 1wilkerlins1822100% (1)
- Curvas de Secado UvaDocument9 paginiCurvas de Secado UvaTips&TICs Ysmael ArandaÎncă nu există evaluări
- Tecnología de Los AlimentosDocument395 paginiTecnología de Los AlimentosCarlos Jose SolaresÎncă nu există evaluări
- Lípidos PauDocument6 paginiLípidos PauDavinia García MolinaÎncă nu există evaluări
- Ensayo Sobre Desnutrición HospitalariaDocument5 paginiEnsayo Sobre Desnutrición HospitalariaVeronica Rebolledo0% (3)
- Dieta Semanal Base de 1600kcalDocument8 paginiDieta Semanal Base de 1600kcalJessica GonzálezÎncă nu există evaluări
- Tesis de Maribel Ultimaver 2015Document165 paginiTesis de Maribel Ultimaver 2015rrmiguelomÎncă nu există evaluări
- Mini DulcesDocument10 paginiMini Dulcesfrangelys100% (1)
- Observación en CasaDocument2 paginiObservación en CasaWENDY VALEROÎncă nu există evaluări