S-ar putea să vă placă și
- The Acoustic Emission Monitoring System of Aboveground Storage TanksDocument8 paginiThe Acoustic Emission Monitoring System of Aboveground Storage TanksGonzalo TelleríaÎncă nu există evaluări
- DeepFlex Overview March-2014Document32 paginiDeepFlex Overview March-2014bzkxt100% (1)
- Equivalent Length of A Reducer - Google SearchDocument3 paginiEquivalent Length of A Reducer - Google SearchzoksiÎncă nu există evaluări
- DeepFlex BrochureDocument4 paginiDeepFlex Brochureribeiro30Încă nu există evaluări
- Awwa Flanges: General SpecificationsDocument3 paginiAwwa Flanges: General SpecificationsEHT pipeÎncă nu există evaluări
- Boiler Materials: P.Sundaramoorthy BHEL, TiruchirappalliDocument47 paginiBoiler Materials: P.Sundaramoorthy BHEL, Tiruchirappalliteddy tavaresÎncă nu există evaluări
- Rules For Construction of Power Boilers: Asme Boiler and Pressure Vessel Code An International CodeDocument24 paginiRules For Construction of Power Boilers: Asme Boiler and Pressure Vessel Code An International Codeyohnny florezÎncă nu există evaluări
- 100 300 10stageDocument1 pagină100 300 10stagemsh16000Încă nu există evaluări
- Desuperheater: Variable Nozzle Desuperheater - VND FeaturesDocument4 paginiDesuperheater: Variable Nozzle Desuperheater - VND FeaturesNutthakarn WisatsiriÎncă nu există evaluări
- Descriptive Manual For Power Station: Magma Nusantara LTDDocument29 paginiDescriptive Manual For Power Station: Magma Nusantara LTDAkmalÎncă nu există evaluări
- Gasket Material, Packing & SealsDocument27 paginiGasket Material, Packing & SealsDinesh AdwaniÎncă nu există evaluări
- Gasket Paking ListDocument1 paginăGasket Paking ListIrwansyah MuchtarÎncă nu există evaluări
- HRSG Water Chemistry and Inspection OverviewDocument5 paginiHRSG Water Chemistry and Inspection OverviewRahul ChoubeyÎncă nu există evaluări
- FC Gate Valve TrimDocument1 paginăFC Gate Valve TrimPetrotrim ServicesÎncă nu există evaluări
- Waterbox InspectionDocument2 paginiWaterbox InspectionFallo SusiloÎncă nu există evaluări
- Cameron Ball ValvesDocument31 paginiCameron Ball ValvesJosé Roberto Alejo MirandaÎncă nu există evaluări
- Clyde IsoglideDocument2 paginiClyde IsoglideShaisone ShoopÎncă nu există evaluări
- Flow Measurement Instrumentation from F. MasterDocument20 paginiFlow Measurement Instrumentation from F. Mastershaggy0078Încă nu există evaluări
- 4505 DiaphragmValves RWDocument49 pagini4505 DiaphragmValves RWdbmingoÎncă nu există evaluări
- Static Pressure Calculation SheetDocument24 paginiStatic Pressure Calculation SheetMuhammad ZubairÎncă nu există evaluări
- Shell - Corrosion FatigueDocument3 paginiShell - Corrosion FatiguexaploftÎncă nu există evaluări
- Piping Engineering: Phillips 66 Lake Charles Project Specific AddendumDocument15 paginiPiping Engineering: Phillips 66 Lake Charles Project Specific AddendumChirag ShahÎncă nu există evaluări
- A Guide To The ANSI Z358.1-2009 StandardDocument3 paginiA Guide To The ANSI Z358.1-2009 Standardwatson123Încă nu există evaluări
- Avk Saudi National Price ListDocument46 paginiAvk Saudi National Price Listjanpaul2481Încă nu există evaluări
- Cooling Tower Parts Reference GuideDocument64 paginiCooling Tower Parts Reference GuideLy Ca TieuÎncă nu există evaluări
- Applications Guideline-Flashing (Water)Document2 paginiApplications Guideline-Flashing (Water)strahor7492Încă nu există evaluări
- Controlling Coupling Guard Leakage: Rotating Equipment/MaintenanceDocument3 paginiControlling Coupling Guard Leakage: Rotating Equipment/MaintenanceinterveiwÎncă nu există evaluări
- Liquid Nitrogen CTUDocument15 paginiLiquid Nitrogen CTUsidikkuntobÎncă nu există evaluări
- Scorpion2 Remote Access CrawlerDocument4 paginiScorpion2 Remote Access Crawlerjose ocanaÎncă nu există evaluări
- LPG Spec by EsdmDocument73 paginiLPG Spec by EsdmronaldopasaribuÎncă nu există evaluări
- F10ca004-Gb 0597Document8 paginiF10ca004-Gb 0597gabyorÎncă nu există evaluări
- BFP ARC Valve FunctionDocument6 paginiBFP ARC Valve FunctionVenkat ShanÎncă nu există evaluări
- Product Data Sheet SP-2888 RGDocument8 paginiProduct Data Sheet SP-2888 RGJR RZÎncă nu există evaluări
- Turbine Bypass System - HORADocument11 paginiTurbine Bypass System - HORAhozipekÎncă nu există evaluări
- Danfoss Price List For 2012Document40 paginiDanfoss Price List For 2012Arbee AquinoÎncă nu există evaluări
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 paginiAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorÎncă nu există evaluări
- Compare ASTM A216 Grade WCB To ASTM A216 Grade WCCDocument3 paginiCompare ASTM A216 Grade WCB To ASTM A216 Grade WCCRachel BaileyÎncă nu există evaluări
- ML 1015998765Document42 paginiML 1015998765ডঃ শুভম চ্যাটার্জীÎncă nu există evaluări
- Carboguard 690: Selection & Specification Data Selection & Specification DataDocument2 paginiCarboguard 690: Selection & Specification Data Selection & Specification DataImran AhmadÎncă nu există evaluări
- NAM Cat CombinedCh1Document16 paginiNAM Cat CombinedCh1Thanh Do VanÎncă nu există evaluări
- Gestra Condensate ManualDocument172 paginiGestra Condensate ManualGeorge ClaessenÎncă nu există evaluări
- R5000 IomDocument26 paginiR5000 Iomfuminori0% (1)
- Long Term Lay-Up and Restart of Process and Industrial Plant - RTDocument15 paginiLong Term Lay-Up and Restart of Process and Industrial Plant - RTAl Rammohan100% (1)
- Rotary Valves ZRSDocument7 paginiRotary Valves ZRSkosmcÎncă nu există evaluări
- 2.familiarization of Centrifugal PumpDocument2 pagini2.familiarization of Centrifugal PumpAayush AgrawalÎncă nu există evaluări
- H2S & Total Sulfur AnalyzersDocument16 paginiH2S & Total Sulfur AnalyzersBryan TungÎncă nu există evaluări
- SCP Series Technical DataDocument8 paginiSCP Series Technical DataJaldhij PatelÎncă nu există evaluări
- Donaldson Differential Pressure Switches & Gauges GuideDocument2 paginiDonaldson Differential Pressure Switches & Gauges GuideManikandan SenthilÎncă nu există evaluări
- Kirloskar Valves Technical Specification CatalogueDocument24 paginiKirloskar Valves Technical Specification CatalogueAbhinay SuratkarÎncă nu există evaluări
- Air Valve Basic TrainingDocument49 paginiAir Valve Basic TrainingGyogi MitsutaÎncă nu există evaluări
- KCDocument3 paginiKCSandheepKumarÎncă nu există evaluări
- Steam Boiler Inspections Using Remote Field TestingDocument11 paginiSteam Boiler Inspections Using Remote Field TestingAnonymous lmCR3SkPrKÎncă nu există evaluări
- Waste Heat Recovery NDocument28 paginiWaste Heat Recovery NranveerÎncă nu există evaluări
- Howco Global BrochureDocument17 paginiHowco Global BrochureGuido FloresÎncă nu există evaluări
- Stress Corrosion Cracking of Stainless Steels in Chlorides EnvironmentsDocument27 paginiStress Corrosion Cracking of Stainless Steels in Chlorides EnvironmentsAmbar Shah100% (1)
- Asme Section Ii A Sa-179 Sa-179m PDFDocument4 paginiAsme Section Ii A Sa-179 Sa-179m PDFHyunjong MoonÎncă nu există evaluări
- Asme Sa 179 - Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesDocument3 paginiAsme Sa 179 - Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser TubesRhozkie Esc'dzÎncă nu există evaluări
- Asme Section II A Sa-179 Sa-179mDocument4 paginiAsme Section II A Sa-179 Sa-179mAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-905Document6 paginiAsme Section Ii A-2 Sa-905Anonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-960Document12 paginiAsme Section Ii A-2 Sa-960Anonymous GhPzn1x100% (1)
- Asme Section Ii A-2 Sa-961Document12 paginiAsme Section Ii A-2 Sa-961Anonymous GhPzn1xÎncă nu există evaluări
- Sa 537Document6 paginiSa 537Mauricio Carestia100% (1)
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFDocument12 pagini2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 Composite PDFAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-985 Sa-985mDocument22 paginiAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-985 Sa-985mDocument22 paginiAsme Section Ii A-2 Sa-985 Sa-985mAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-1011 Sa-1011mDocument10 paginiAsme Section Ii A-2 Sa-1011 Sa-1011mAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-995Document4 paginiAsme Section Ii A-2 Sa-995Anonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-1008 Sa-1008mDocument10 paginiAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xÎncă nu există evaluări
- Asme Section Ii A-2 Sa-1010 Sa-1010mDocument4 paginiAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xÎncă nu există evaluări
- Quantification of Residual Stresses in External Attachment Welding ApplicationDocument16 paginiQuantification of Residual Stresses in External Attachment Welding ApplicationAnonymous GhPzn1xÎncă nu există evaluări
- 2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelDocument11 pagini2016 - 10 Influence of Al Interlayer Thickness On Laser Welding of Mg-SteelAnonymous GhPzn1xÎncă nu există evaluări
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDocument12 pagini2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xÎncă nu există evaluări
- Tempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayDocument14 paginiTempering Behavior of The Fusion Boundary Region of Anf22 - 625 Weld OverlayAnonymous GhPzn1xÎncă nu există evaluări
- Fiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsDocument10 paginiFiber Laser Welding of WC Co and Carbon Steel Dissimilar MaterialsAnonymous GhPzn1xÎncă nu există evaluări
- 2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFDocument12 pagini2018.016 EBW and LBW of Additive Manufactured Ti6AI4V Products PDFAnonymous GhPzn1xÎncă nu există evaluări
- 2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionDocument16 pagini2018.001 Toward Process-Based Quality Through A Fundamental Understading of Weld Microstructural EvolutionAnonymous GhPzn1xÎncă nu există evaluări
- 2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWDocument9 pagini2017 - 03 Simultaneous Sensing of Weld Pool and Keyhole in Controlled-Pulse PAWAnonymous GhPzn1xÎncă nu există evaluări
- Girth Welding of API 5L X70 and X80 Sour Service PipesDocument8 paginiGirth Welding of API 5L X70 and X80 Sour Service PipesAnonymous GhPzn1xÎncă nu există evaluări
- 2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernDocument9 pagini2016 - 12 Optical and Spectroscopic Study of A Submerged Arc Welding CavernAnonymous GhPzn1xÎncă nu există evaluări
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDocument14 pagini2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xÎncă nu există evaluări
- 2016 - 10 Hollow Cathode Centered Negative Pressure ArcDocument14 pagini2016 - 10 Hollow Cathode Centered Negative Pressure ArcAnonymous GhPzn1xÎncă nu există evaluări
- 2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsDocument9 pagini2017 - 03 Quasi Static Spot Weld Strength of Advanced High-Strength Sheet SteelsAnonymous GhPzn1xÎncă nu există evaluări
- 2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsDocument11 pagini2017 - 05 Observation and Analysis of Three Dimensional Weld Pool Oscillation Dynamic BehaviorsAnonymous GhPzn1xÎncă nu există evaluări
- 2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeDocument12 pagini2017 - 12 - Repairing Ultrasonic Welded Carbon Fiber - Reinforced Nylon 66 CompositeAnonymous GhPzn1xÎncă nu există evaluări
- 2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingDocument9 pagini2017 - 05 Mechanized Oxyfuel Control With Ion Current SensingAnonymous GhPzn1xÎncă nu există evaluări
- Fiber Laser WeldingDocument10 paginiFiber Laser WeldingAnonymous GhPzn1xÎncă nu există evaluări
- Fiber Laser WeldingDocument10 paginiFiber Laser WeldingAnonymous GhPzn1xÎncă nu există evaluări
- Aws D8.14M-2008Document34 paginiAws D8.14M-2008Lalit Bom Malla100% (1)
- Bhopal Gas Tragedy Case StudyDocument10 paginiBhopal Gas Tragedy Case StudyAbhijith MadabhushiÎncă nu există evaluări
- Track roller repairDocument2 paginiTrack roller repairKhincho ayeÎncă nu există evaluări
- REEM Document SubmissionDocument8 paginiREEM Document Submissionkiller120Încă nu există evaluări
- Estimating and Quantity Surveying Materials for Construction ProjectsDocument3 paginiEstimating and Quantity Surveying Materials for Construction ProjectsAldrin SerranoÎncă nu există evaluări
- AC - ADENIYI MARUF OPEYEMI - FEBRUARY, 2023 - 2148745001 - FullStmtDocument6 paginiAC - ADENIYI MARUF OPEYEMI - FEBRUARY, 2023 - 2148745001 - FullStmtmophadmophadÎncă nu există evaluări
- A Detailed Report ON Incense Stick ProductionDocument6 paginiA Detailed Report ON Incense Stick Productionanand agarwalÎncă nu există evaluări
- Chain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentDocument1 paginăChain-On-Edge Spindle Conveyor Coating Systems: Processes & EquipmentRavindra MahadeokarÎncă nu există evaluări
- Effect of CSR on Corporate Reputation and PerformanceDocument13 paginiEffect of CSR on Corporate Reputation and PerformanceAnthon AqÎncă nu există evaluări
- Checklist For BrickworkDocument2 paginiChecklist For Brickworkइंजि कौस्तुभ पवारÎncă nu există evaluări
- FC102 Pid PDFDocument1 paginăFC102 Pid PDFKwameOpareÎncă nu există evaluări
- Manual de Teatro en Casa Nuevo PanasonicDocument56 paginiManual de Teatro en Casa Nuevo PanasonicMiguel Angel Aguilar BarahonaÎncă nu există evaluări
- The Comeback of Caterpillar (CAT), 1985-2001Document12 paginiThe Comeback of Caterpillar (CAT), 1985-2001Anosh IlyasÎncă nu există evaluări
- DNS Amplification Attacks ExplainedDocument13 paginiDNS Amplification Attacks ExplainedhammÎncă nu există evaluări
- DA 65we EnglishDocument2 paginiDA 65we EnglishAlvin NguyenÎncă nu există evaluări
- Techsheet ZerowasteDocument2 paginiTechsheet ZerowastesunillimayeÎncă nu există evaluări
- Netapp Simulator - Installation Steps UbuntuDocument2 paginiNetapp Simulator - Installation Steps UbuntukodurumanojkumarÎncă nu există evaluări
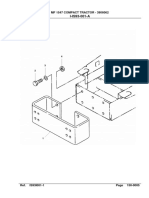
- MF1547Front Linkage - Seat PDFDocument18 paginiMF1547Front Linkage - Seat PDFAhmad Ali NursahidinÎncă nu există evaluări
- Nov-23 Main Fcom QRH FCTM Changes A320Document17 paginiNov-23 Main Fcom QRH FCTM Changes A320Joe FalchettoÎncă nu există evaluări
- TC 1265Document8 paginiTC 1265Sameh El-SabbaghÎncă nu există evaluări
- Section 3.3.4 Neutral Earthing Resistors R1Document7 paginiSection 3.3.4 Neutral Earthing Resistors R1waelabouelelaÎncă nu există evaluări
- Approved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Document4 paginiApproved List of Manufacturers: Line Pipes (Carbon/Alloy Steel)Sourav Kumar GuptaÎncă nu există evaluări
- ACAS II Operations in The European RVSM EnvironmentDocument45 paginiACAS II Operations in The European RVSM Environmentali4957270Încă nu există evaluări
- Low-cost DIY ECG Patient Simulator for under $20Document3 paginiLow-cost DIY ECG Patient Simulator for under $20cv bayariÎncă nu există evaluări
- GT Kompetitor parts list comparisonDocument4 paginiGT Kompetitor parts list comparisonrachmad syahputraÎncă nu există evaluări
- Regulatory Affairs Transformation SupportDocument4 paginiRegulatory Affairs Transformation SupportDhiraj LokhandeÎncă nu există evaluări
- Terminals of Ecm: For M/TDocument4 paginiTerminals of Ecm: For M/TTdco SonicoÎncă nu există evaluări
- Fire Fighting System Case StudyDocument8 paginiFire Fighting System Case StudyBhakti WanaveÎncă nu există evaluări
- Finaldc 2Document10 paginiFinaldc 2Noel BactonÎncă nu există evaluări
- Company Profile - QuosphereDocument5 paginiCompany Profile - QuosphereDivya Rao100% (2)
- Design of Water Cooled Electric Motors Using CFD and Thermography TechniquesDocument6 paginiDesign of Water Cooled Electric Motors Using CFD and Thermography TechniquesNicolas JerezÎncă nu există evaluări