S-ar putea să vă placă și
- IndexDocument93 paginiIndexrohit singhÎncă nu există evaluări
- Cipl MJB 1+055.734 DGN 004Document60 paginiCipl MJB 1+055.734 DGN 004rao shoaibÎncă nu există evaluări
- Steel Truss Bridge (Mawlamying), Thanlwin BridgeDocument129 paginiSteel Truss Bridge (Mawlamying), Thanlwin BridgeAyeChan AungÎncă nu există evaluări
- Pile CapDocument7 paginiPile CapBasava SrikanthÎncă nu există evaluări
- Transverse Deck DesignDocument34 paginiTransverse Deck DesignSudip Kumar SwainÎncă nu există evaluări
- R2-Design of PSC I Girder 1x30.0m (10 Skew)Document160 paginiR2-Design of PSC I Girder 1x30.0m (10 Skew)chiranjeevimd2991 MDÎncă nu există evaluări
- SS - 13.0 Bridge Design DocumentDocument141 paginiSS - 13.0 Bridge Design Documentnc mathurÎncă nu există evaluări
- J P Pahuja - Shear-Torsion PresentationDocument75 paginiJ P Pahuja - Shear-Torsion PresentationVarun VermaÎncă nu există evaluări
- Structural Bearing AssembliesDocument8 paginiStructural Bearing AssembliesEdy AcuñaÎncă nu există evaluări
- Design DocumentDocument67 paginiDesign Documentsuresh babuÎncă nu există evaluări
- Colapse of PSC Girder - JPandaDocument15 paginiColapse of PSC Girder - JPandaAkshay Kumar SahooÎncă nu există evaluări
- 4 Standards and Preliminary Design of Bridges 23Document26 pagini4 Standards and Preliminary Design of Bridges 23Praveen BhandariÎncă nu există evaluări
- Structural Design ReportDocument208 paginiStructural Design Reportmohan sundarÎncă nu există evaluări
- Bearing Forces 5 BrgsDocument17 paginiBearing Forces 5 BrgsAmbrishÎncă nu există evaluări
- 8-Bearing PedestalDocument2 pagini8-Bearing Pedestalsanjay vermaÎncă nu există evaluări
- IrcDocument9 paginiIrcAshwani KesharwaniÎncă nu există evaluări
- Design of PSC Structures Course OutlineDocument217 paginiDesign of PSC Structures Course OutlinerohanÎncă nu există evaluări
- Lecture 6 - MR Aditya Sharma On Chapter-5Document43 paginiLecture 6 - MR Aditya Sharma On Chapter-5Sulabh GuptaÎncă nu există evaluări
- Code of Practice For Concrete Road Bridges IRC:112: Case Study 1 - Design of I GirderDocument15 paginiCode of Practice For Concrete Road Bridges IRC:112: Case Study 1 - Design of I GirderSony JsdÎncă nu există evaluări
- Design Report PayaDocument11 paginiDesign Report PayaSabir AliÎncă nu există evaluări
- Bearings & Their Configurations in BridgesDocument14 paginiBearings & Their Configurations in BridgesAltomarÎncă nu există evaluări
- DasdasDocument91 paginiDasdasAnonymous wosn1lyÎncă nu există evaluări
- Design of Balanced Cantilever BridgeDocument37 paginiDesign of Balanced Cantilever BridgeArafat RahmanÎncă nu există evaluări
- 3-Stress Check - Rectangular AbutDocument6 pagini3-Stress Check - Rectangular Abutsanjay vermaÎncă nu există evaluări
- Client:: Government of Andhra Pradesh R & B Department Construction of HLB at KM 0/10 On Atkuru-Ungutur RoadDocument75 paginiClient:: Government of Andhra Pradesh R & B Department Construction of HLB at KM 0/10 On Atkuru-Ungutur RoadPamarthi RadhakrishnaÎncă nu există evaluări
- Design of Superstructure - 25mDocument243 paginiDesign of Superstructure - 25mmrinal kayal0% (1)
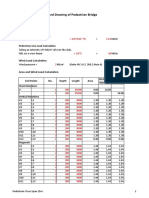
- Preparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsDocument13 paginiPreparation of Standard Drawing of Pedestrian Bridge Span: 45 M Load CalculationsRoshan KejariwalÎncă nu există evaluări
- R0 - Design of Abutment A1 With Open FN MJB CH-599+190Document124 paginiR0 - Design of Abutment A1 With Open FN MJB CH-599+190chiranjeevimd2991 MDÎncă nu există evaluări
- Government of Nepal reviews Tinau River bridge designDocument74 paginiGovernment of Nepal reviews Tinau River bridge designtrichandra maharjanÎncă nu există evaluări
- Nsba Basics of Steel Bridge Design Workshop - Part 2Document72 paginiNsba Basics of Steel Bridge Design Workshop - Part 2Luis CortesÎncă nu există evaluări
- Design of Superstructre 16.12.2020Document54 paginiDesign of Superstructre 16.12.2020Ankush SharmaÎncă nu există evaluări
- SdaaDocument78 paginiSdaaAnonymous wosn1lyÎncă nu există evaluări
- Pier 4X30 M 0+300 Secimic Coefficient CalculationDocument2 paginiPier 4X30 M 0+300 Secimic Coefficient CalculationManvendra NigamÎncă nu există evaluări
- Br. No.-312 ADocument99 paginiBr. No.-312 AShashibhushan SinghÎncă nu există evaluări
- Erd of Bridges and Concrete Dams: Dr. Saurabh ShiradhonkarDocument66 paginiErd of Bridges and Concrete Dams: Dr. Saurabh ShiradhonkarAnubhav ChaudharyÎncă nu există evaluări
- (Paper) IRC Rehabilitation of Sharavathi BridgeDocument24 pagini(Paper) IRC Rehabilitation of Sharavathi BridgeRAJENDRA PRASADÎncă nu există evaluări
- Revised DPR NH-80 - 13-12-2016Document251 paginiRevised DPR NH-80 - 13-12-2016JAIMANGAL SINGHÎncă nu există evaluări
- UNIT-3 (Lecture-3) Bridge BearingsDocument27 paginiUNIT-3 (Lecture-3) Bridge BearingsSabbir hossain100% (1)
- Prestressed - Box Girder PDFDocument49 paginiPrestressed - Box Girder PDFSpirit SeekerÎncă nu există evaluări
- p-11 Gow-Two Track-Pier StabilityDocument34 paginip-11 Gow-Two Track-Pier StabilityBasava SowmyaÎncă nu există evaluări
- The World Bank: Uttarakhand Disaster Recovery ProjectDocument14 paginiThe World Bank: Uttarakhand Disaster Recovery Projectvicky rawatÎncă nu există evaluări
- Load Calculation of Test PileDocument2 paginiLoad Calculation of Test PileRAJAT SHARMAÎncă nu există evaluări
- Abutment With 28 Tonne SBCDocument131 paginiAbutment With 28 Tonne SBCV P GUPTAÎncă nu există evaluări
- EIA Report for 257.881 km Nagpur-Mumbai ExpresswayDocument536 paginiEIA Report for 257.881 km Nagpur-Mumbai Expresswayinfra120Încă nu există evaluări
- 9.0wide 50.0m Cont. Super Structure - R0 PDFDocument38 pagini9.0wide 50.0m Cont. Super Structure - R0 PDFBalamurugan MuruganÎncă nu există evaluări
- 1.design ConditionDocument22 pagini1.design Conditionakshay magarÎncă nu există evaluări
- Trans Mainspan Updated ModifiedDocument413 paginiTrans Mainspan Updated ModifiedANKUR GHOSHÎncă nu există evaluări
- Presentationfinal 181109153810 PDFDocument46 paginiPresentationfinal 181109153810 PDFZohaibShoukatBalochÎncă nu există evaluări
- Design PSC-Superstructure - Type1 Banda-FODocument145 paginiDesign PSC-Superstructure - Type1 Banda-FOsanyogitasawant5Încă nu există evaluări
- Paira Bridge Foundation Drawing IndexDocument11 paginiPaira Bridge Foundation Drawing Indexvenkatd123603Încă nu există evaluări
- AdSec Theory PDFDocument72 paginiAdSec Theory PDFPhan Anh NhậtÎncă nu există evaluări
- JK Prestressing CatalougeDocument60 paginiJK Prestressing Catalougeravi aroraÎncă nu există evaluări
- Bridge EngineeringDocument2.360 paginiBridge EngineeringStructural SpreadsheetsÎncă nu există evaluări
- IRC-6-CNew Clause - 214.5-Approved by B2 in 19th MeetingDocument3 paginiIRC-6-CNew Clause - 214.5-Approved by B2 in 19th MeetingGobinder Singh VirdeeÎncă nu există evaluări
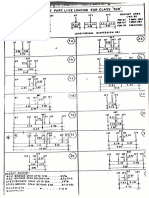
- L.lii: Parl Li Loaoini ClassDocument4 paginiL.lii: Parl Li Loaoini ClassStructural SpreadsheetsÎncă nu există evaluări
- Explanatory Handbook To Irc: 112 February 2014: Ultimate Moment DiagramDocument2 paginiExplanatory Handbook To Irc: 112 February 2014: Ultimate Moment DiagramBhavesh SavaniÎncă nu există evaluări
- Design Basis Report Bearing Replacement Scheme UpDocument14 paginiDesign Basis Report Bearing Replacement Scheme UpShivendra KumarÎncă nu există evaluări
- 1.0 Detailed Design of 16 Span Minor BridgeDocument3 pagini1.0 Detailed Design of 16 Span Minor BridgeAnonymous wosn1ly100% (1)
- Innovations in Tied Arch BridgesDocument23 paginiInnovations in Tied Arch BridgesDhrubojyoti SenguptaÎncă nu există evaluări
- SPH Bearing Draft (09.06.11)Document38 paginiSPH Bearing Draft (09.06.11)rchandra2473Încă nu există evaluări
- Dulles Corridor Metrorail Project: A Cost-Benefit Analysis, Lauren Donnelly, Policy PerspectivesDocument22 paginiDulles Corridor Metrorail Project: A Cost-Benefit Analysis, Lauren Donnelly, Policy PerspectivesTerry MaynardÎncă nu există evaluări
- EU Regulation on Railway Tunnel SafetyDocument34 paginiEU Regulation on Railway Tunnel SafetyDave ThompsonÎncă nu există evaluări
- Efficient Utilisation of Optimal Network ArchesDocument6 paginiEfficient Utilisation of Optimal Network ArchesDave ThompsonÎncă nu există evaluări
- Steel Bridges: Classification Loads & Load Combinations Analysis Plate Girder Bridges Truss BridgesDocument25 paginiSteel Bridges: Classification Loads & Load Combinations Analysis Plate Girder Bridges Truss BridgesDave ThompsonÎncă nu există evaluări
- Quality Control & Quality Assurance Procedures: 2011 EDITIONDocument37 paginiQuality Control & Quality Assurance Procedures: 2011 EDITIONDave ThompsonÎncă nu există evaluări
- Indian Railways Update: 10 IHHA Conference 2013 New DelhiDocument16 paginiIndian Railways Update: 10 IHHA Conference 2013 New DelhiDave ThompsonÎncă nu există evaluări
- Performance Assesment Solutions For Transition Zones Embankment-Bridge Railways Through 3D Numerical SimulationsDocument1 paginăPerformance Assesment Solutions For Transition Zones Embankment-Bridge Railways Through 3D Numerical SimulationsSemana de Engenharia '2010Încă nu există evaluări
- Bridging DesiresDocument4 paginiBridging DesiresDave ThompsonÎncă nu există evaluări
- Bridges IntroDocument18 paginiBridges IntroTarak A PositiveÎncă nu există evaluări
- Trade Register 2008 2013Document172 paginiTrade Register 2008 2013Dave ThompsonÎncă nu există evaluări
- An Investigation On Transversely Prestressed Concrete Bridge DecksDocument28 paginiAn Investigation On Transversely Prestressed Concrete Bridge DecksDave ThompsonÎncă nu există evaluări
- North AmericaDocument22 paginiNorth AmericaMarcoFranchinottiÎncă nu există evaluări
- Pilbara Iron Ore Industry Growth StoryDocument15 paginiPilbara Iron Ore Industry Growth StoryDave ThompsonÎncă nu există evaluări
- Middle East Contracts March 2014Document7 paginiMiddle East Contracts March 2014Dave ThompsonÎncă nu există evaluări
- Update From Nordic Heavy Haul: Per-Olof Larsson-Kråik, Swedish Rail Administration Thomas Nordmark, LKAB R&DDocument13 paginiUpdate From Nordic Heavy Haul: Per-Olof Larsson-Kråik, Swedish Rail Administration Thomas Nordmark, LKAB R&DDave ThompsonÎncă nu există evaluări
- Bridge Investment Analysis StrategiesDocument30 paginiBridge Investment Analysis StrategiesDave Thompson100% (1)
- Cue Presentation RevisedDocument13 paginiCue Presentation RevisedDave ThompsonÎncă nu există evaluări
- Wind Load CalculationDocument9 paginiWind Load CalculationManoj Manoharan0% (1)
- Phpapp01Document14 paginiPhpapp01Dave ThompsonÎncă nu există evaluări
- EB PilotsDocument1 paginăEB PilotsDave ThompsonÎncă nu există evaluări
- 251 262 PDFDocument12 pagini251 262 PDFDave ThompsonÎncă nu există evaluări
- 04 CapersDocument59 pagini04 CapersDave ThompsonÎncă nu există evaluări
- FNLDocument84 paginiFNLDave ThompsonÎncă nu există evaluări
- Accelerated Bridge ConstructionDocument82 paginiAccelerated Bridge ConstructionDave Thompson100% (1)
- PL 05003Document65 paginiPL 05003Dave ThompsonÎncă nu există evaluări
- FNLDocument84 paginiFNLDave ThompsonÎncă nu există evaluări
- An Investigation On Transversely Prestressed Concrete Bridge DecksDocument28 paginiAn Investigation On Transversely Prestressed Concrete Bridge DecksDave ThompsonÎncă nu există evaluări
- Intro Bridge ProjectDocument30 paginiIntro Bridge ProjectDave ThompsonÎncă nu există evaluări
- Update From Nordic Heavy Haul: Per-Olof Larsson-Kråik, Swedish Rail Administration Thomas Nordmark, LKAB R&DDocument13 paginiUpdate From Nordic Heavy Haul: Per-Olof Larsson-Kråik, Swedish Rail Administration Thomas Nordmark, LKAB R&DDave ThompsonÎncă nu există evaluări
- Experiment No. 6: To Determine The Load Point Deflection of A Simply Supported Beam Subjected To An Eccentric LoadDocument11 paginiExperiment No. 6: To Determine The Load Point Deflection of A Simply Supported Beam Subjected To An Eccentric LoadMahrukh ChaudharyÎncă nu există evaluări
- Ce2404 Pcs NotesDocument49 paginiCe2404 Pcs NotesChockalingamÎncă nu există evaluări
- Taller3 Modeling Concepts in Buried Pipe AnalysisDocument29 paginiTaller3 Modeling Concepts in Buried Pipe AnalysisFSAAVEDRAF100% (1)
- Dynamic Analysis of Tunnel in Weathered Rock Subjected To Internal Blast LoadingDocument18 paginiDynamic Analysis of Tunnel in Weathered Rock Subjected To Internal Blast LoadingSanjivani SharmaÎncă nu există evaluări
- User Subroutines Reference Manual in AbaqusDocument569 paginiUser Subroutines Reference Manual in AbaqusNguyễn Hữu HàoÎncă nu există evaluări
- Fatigue Behaviour of The Aeronautical Al-Li (2198) Aluminum AlloyDocument28 paginiFatigue Behaviour of The Aeronautical Al-Li (2198) Aluminum AlloyRichard HilsonÎncă nu există evaluări
- Stress, Strain and Deformation in SolidsDocument38 paginiStress, Strain and Deformation in SolidsBalajee Mech100% (1)
- 236885e5fe4c044 EkDocument226 pagini236885e5fe4c044 Ekcrls_marcosÎncă nu există evaluări
- ME208: Fundamentals of Machine DesignDocument3 paginiME208: Fundamentals of Machine Designs_nimalanÎncă nu există evaluări
- Sap ConcDocument143 paginiSap ConcJose Luis Velasco CadavidÎncă nu există evaluări
- 1Document227 pagini1api-3838442Încă nu există evaluări
- Thin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Document8 paginiThin Cylinder Experiment: Apparatus We Have Used A Thin Cylinder SM1007Rohan Kumar0% (1)
- Sample Questions 3Document4 paginiSample Questions 3MA KAYE NICCA DALLUAYÎncă nu există evaluări
- Applications of Theory of Elasticity in Rock MechanicsDocument25 paginiApplications of Theory of Elasticity in Rock MechanicsRMolina65Încă nu există evaluări
- Ur - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional VesselsDocument6 paginiUr - A2 - Rev3 - Cor1 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional Vesselsqiuliang shiÎncă nu există evaluări
- Is 1786 2008Document19 paginiIs 1786 2008Anonymous YHcvra8Xw6Încă nu există evaluări
- AM2212 Mechanics of Composite Materials: 4 (L) - 0 (T) - 0 (P) - 4 (CR) Introduction: (4 HRS)Document1 paginăAM2212 Mechanics of Composite Materials: 4 (L) - 0 (T) - 0 (P) - 4 (CR) Introduction: (4 HRS)murari_vÎncă nu există evaluări
- Finite Element Analysis of The Human Mandible at 3 Different Stages of LifeDocument9 paginiFinite Element Analysis of The Human Mandible at 3 Different Stages of Lifesandipan121Încă nu există evaluări
- DMM 1 Assignment Questions FinalDocument2 paginiDMM 1 Assignment Questions FinalSrimanthula SrikanthÎncă nu există evaluări
- FRP Flange DesignDocument29 paginiFRP Flange DesignSubhadip RoyÎncă nu există evaluări
- Astm D 2241Document9 paginiAstm D 2241edwinbadajosÎncă nu există evaluări
- Advanced Powder Technology: Varun Gupta, Xin Sun, Wei Xu, Hamid Sarv, Hamid FarzanDocument13 paginiAdvanced Powder Technology: Varun Gupta, Xin Sun, Wei Xu, Hamid Sarv, Hamid FarzanneusonÎncă nu există evaluări
- Metallic Materials and Products GuideDocument10 paginiMetallic Materials and Products GuideMartin John RamirezÎncă nu există evaluări
- CVE 230. Lab Report 3 (Compression Tests On Douglar Fir and Ponderosa Pine Wood) .Document7 paginiCVE 230. Lab Report 3 (Compression Tests On Douglar Fir and Ponderosa Pine Wood) .Juan VillaÎncă nu există evaluări
- Dual Packer Module PsDocument2 paginiDual Packer Module PsCARLOSELSOARESÎncă nu există evaluări
- Stress Estimation in Rock - A Brief History and ReviewDocument17 paginiStress Estimation in Rock - A Brief History and ReviewMartinÎncă nu există evaluări
- 2019 - Nov (Sec)Document22 pagini2019 - Nov (Sec)Arnel Descalzo Pecatoste100% (2)
- Ground Improvement Techniques For Railway Embankments Malaysia (Published Version)Document12 paginiGround Improvement Techniques For Railway Embankments Malaysia (Published Version)Eric ChanÎncă nu există evaluări
- Strain Thresholds in Soil Dynamics: January 2009Document9 paginiStrain Thresholds in Soil Dynamics: January 2009Gracie AzevedoÎncă nu există evaluări
- Calhoun-Propulsion Shafting Arrangement and AlignmentDocument381 paginiCalhoun-Propulsion Shafting Arrangement and AlignmentAwan AJaÎncă nu există evaluări