S-ar putea să vă placă și
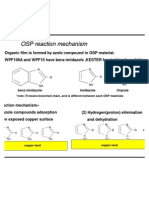
- OSP Reaction MechanismDocument2 paginiOSP Reaction MechanismsmtdrkdÎncă nu există evaluări
- An Overview of The Production and Use of Ammonia in NSR + SCR CoupledDocument11 paginiAn Overview of The Production and Use of Ammonia in NSR + SCR CoupledCicero LimaÎncă nu există evaluări
- Nanoscale Nickel Oxide/nickel Heterostructures For Active Hydrogen Evolution ElectrocatalysisDocument6 paginiNanoscale Nickel Oxide/nickel Heterostructures For Active Hydrogen Evolution ElectrocatalysisChristhy Vanessa Ruiz MadroñeroÎncă nu există evaluări
- Key Chem TheoryDocument8 paginiKey Chem Theoryalex.holdcroft23Încă nu există evaluări
- Unit 1: IC Fabrication: CMOS ProcessDocument42 paginiUnit 1: IC Fabrication: CMOS Processbadrinarayan2210298Încă nu există evaluări
- Supra Super Molecular Architecture DCDocument16 paginiSupra Super Molecular Architecture DCRaja LakshmiÎncă nu există evaluări
- Strongly Emissive Perovskite Nanocrystal Inks For High-Voltage Solar CellsDocument7 paginiStrongly Emissive Perovskite Nanocrystal Inks For High-Voltage Solar CellsAngel Sanchez MuñozÎncă nu există evaluări
- Properties of DiamondDocument13 paginiProperties of DiamondpriyaÎncă nu există evaluări
- Black PassivationDocument12 paginiBlack PassivationZineb100% (1)
- Proteccion de Aceros Contra La Corrosion Mediante Recubrimientos de Polimeros ConductoresDocument8 paginiProteccion de Aceros Contra La Corrosion Mediante Recubrimientos de Polimeros ConductoresedilsonÎncă nu există evaluări
- Ni Inco 4421 Weldingofflakeandspheroidalgraphiteni ResistcastingsDocument6 paginiNi Inco 4421 Weldingofflakeandspheroidalgraphiteni ResistcastingsLeandro Dilkin ConsulÎncă nu există evaluări
- Ni Electroless Plating of ABS Polymer by Palladium and Tin-Free ProcessDocument9 paginiNi Electroless Plating of ABS Polymer by Palladium and Tin-Free ProcessAleksandr BykovÎncă nu există evaluări
- Diat HTT Lect 22 To 24Document13 paginiDiat HTT Lect 22 To 24prakush01975225403Încă nu există evaluări
- Ejigh Sensitivity and Selectivity Methane Gas Sensors Doped With RH A43 A CatalystDocument4 paginiEjigh Sensitivity and Selectivity Methane Gas Sensors Doped With RH A43 A CatalystNEMI CHAND SOODÎncă nu există evaluări
- Fu 2020Document10 paginiFu 2020rizky dwi anandaÎncă nu există evaluări
- Mirkhani2009 Article PhotocatalyticDegradationOfAzoDocument10 paginiMirkhani2009 Article PhotocatalyticDegradationOfAzoAjit Kumar DhankaÎncă nu există evaluări
- 423 Teaching Chapter-2b ProcessingDocument36 pagini423 Teaching Chapter-2b ProcessingmujiÎncă nu există evaluări
- Effect of Impregnation Methids On FT Converison of WaxDocument7 paginiEffect of Impregnation Methids On FT Converison of WaxParavastu VinuthaÎncă nu există evaluări
- ZN Pourbaix DiagramDocument8 paginiZN Pourbaix DiagramHakun MartaÎncă nu există evaluări
- OSP Benzatriazoles and Substituted BenzatriazolesDocument14 paginiOSP Benzatriazoles and Substituted BenzatriazolessmtdrkdÎncă nu există evaluări
- 1103 PDFDocument11 pagini1103 PDFJunaid GodilÎncă nu există evaluări
- Dispersion and Surface States of Copper Catalysts by Temperature-Programmed-Reduction of Oxidized Surfaces (S-TPR)Document7 paginiDispersion and Surface States of Copper Catalysts by Temperature-Programmed-Reduction of Oxidized Surfaces (S-TPR)Janete Almeida RassiniÎncă nu există evaluări
- A Novel Method To Produce PD Nanoparticle Ink For Ink-Jet Printing TechnologyDocument5 paginiA Novel Method To Produce PD Nanoparticle Ink For Ink-Jet Printing Technologytpjoshi1Încă nu există evaluări
- Optimization of Mechanical Behavior of Ni-P Nanocomposite Coatings Using Taguchi ApproachDocument12 paginiOptimization of Mechanical Behavior of Ni-P Nanocomposite Coatings Using Taguchi ApproachTJPRC PublicationsÎncă nu există evaluări
- High Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIDocument10 paginiHigh Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIkangsungjinÎncă nu există evaluări
- Write Paper DenoxDocument22 paginiWrite Paper DenoxDikra BkÎncă nu există evaluări
- 9 Chapter6Document40 pagini9 Chapter6Ikushou SoÎncă nu există evaluări
- Catalysts: Mechanistic Investigation of The Reduction of NO Over Pt-And Rh-Based LNT CatalystsDocument14 paginiCatalysts: Mechanistic Investigation of The Reduction of NO Over Pt-And Rh-Based LNT CatalystsMoses DevaprasannaÎncă nu există evaluări
- Lecture 03 - Deep Submicron (DSM) Cmos TechnologyDocument27 paginiLecture 03 - Deep Submicron (DSM) Cmos TechnologyAlexandre KennedyÎncă nu există evaluări
- Raman SpectroDocument36 paginiRaman SpectroSanjeeb SinhaÎncă nu există evaluări
- Cmos Fabrication: N - Well ProcessDocument42 paginiCmos Fabrication: N - Well ProcessAnil Kumar KadiyalaÎncă nu există evaluări
- Electroless Ni CoatingDocument23 paginiElectroless Ni CoatingAbdul WasayÎncă nu există evaluări
- High Temperature CorrosionDocument9 paginiHigh Temperature CorrosionnishilgeorgeÎncă nu există evaluări
- Nanocrystalline High-Melting Point Carbides, Borides, and NitridesDocument50 paginiNanocrystalline High-Melting Point Carbides, Borides, and NitridesPratheeshVnÎncă nu există evaluări
- Cmos FabricationDocument42 paginiCmos FabricationAnonymous eWMnRr70qÎncă nu există evaluări
- XiGo Note 103 Silica Surface Area With The Acorn AreaDocument4 paginiXiGo Note 103 Silica Surface Area With The Acorn Areaprakush01975225403Încă nu există evaluări
- CMOS Fabrication Tutorial PDFDocument33 paginiCMOS Fabrication Tutorial PDFNimish PrabhakarÎncă nu există evaluări
- Structure PackingDocument8 paginiStructure PackingKalpesh MoreÎncă nu există evaluări
- The Effect of Niobium On The Corrosion Resistance of Nickel-Base AlloysDocument12 paginiThe Effect of Niobium On The Corrosion Resistance of Nickel-Base Alloysrnd.spÎncă nu există evaluări
- Sputtering 1Document64 paginiSputtering 1.. ..Încă nu există evaluări
- 1 s2.0 S0043164814002841 Main PDFDocument7 pagini1 s2.0 S0043164814002841 Main PDFInzimam ul HaqÎncă nu există evaluări
- Handbook of MetalDocument4 paginiHandbook of MetalLilian RoseÎncă nu există evaluări
- Zhang 2018Document11 paginiZhang 2018dilla zainudinÎncă nu există evaluări
- 5-Post Combustion Methods For Control of NOx EmissionsDocument16 pagini5-Post Combustion Methods For Control of NOx EmissionsNojus DekerisÎncă nu există evaluări
- Gemini SurfactantDocument14 paginiGemini SurfactantThuy Dung PhamÎncă nu există evaluări
- 02 14917 TolstoyDocument10 pagini02 14917 TolstoyelumalaipcÎncă nu există evaluări
- CH 2Document54 paginiCH 2balayogeshÎncă nu există evaluări
- Selective Catalytic Reduction of Nox: Kushagra Abhishek 11/Ch/25Document13 paginiSelective Catalytic Reduction of Nox: Kushagra Abhishek 11/Ch/25Kushagra AbhishekÎncă nu există evaluări
- CIRP Annals - Manufacturing Technology 58 (2009) 243-246 PDFDocument4 paginiCIRP Annals - Manufacturing Technology 58 (2009) 243-246 PDFfbraysÎncă nu există evaluări
- v1 CoveredDocument24 paginiv1 Covered918Kiss Secret TipsÎncă nu există evaluări
- Artigo Sobre TécnicaDocument4 paginiArtigo Sobre TécnicaRodrigo PS4Încă nu există evaluări
- Preparation of CR (N, O) Thin Films by RF Reactive Unbalanced Magnetron SputteringDocument4 paginiPreparation of CR (N, O) Thin Films by RF Reactive Unbalanced Magnetron SputteringNassima JagharÎncă nu există evaluări
- Donnet Et Al. 2006. The Difference Between Iodine Number and Nitrogen Surface Area Determination For Carbon BlacksDocument15 paginiDonnet Et Al. 2006. The Difference Between Iodine Number and Nitrogen Surface Area Determination For Carbon BlacksMaira Alejandra Cubillos TorresÎncă nu există evaluări
- Nitric Acid Synthesis Nitric Acid SynthesisDocument9 paginiNitric Acid Synthesis Nitric Acid SynthesisMarianne Eka ViariÎncă nu există evaluări
- Basic Well Logging Analysis - 8 (Neutron Log)Document22 paginiBasic Well Logging Analysis - 8 (Neutron Log)César Correa GonzálezÎncă nu există evaluări
- Continuous Gas Analyzers Publication 201404 Ns 328 Emission Monitoring in Nitric Acid Plants Data PDFDocument6 paginiContinuous Gas Analyzers Publication 201404 Ns 328 Emission Monitoring in Nitric Acid Plants Data PDFnelson_budiniÎncă nu există evaluări
- Journal: Multiple-Quantum Magic-Angle Spinning O NMR Studies of Borate, Borosilicate, and Boroaluminate GlassesDocument10 paginiJournal: Multiple-Quantum Magic-Angle Spinning O NMR Studies of Borate, Borosilicate, and Boroaluminate Glasses奇峰束Încă nu există evaluări
- Micro 66Document4 paginiMicro 66Sudheer NairÎncă nu există evaluări
- The Foseco Foundryman's Handbook: Facts, Figures and FormulaeDe la EverandThe Foseco Foundryman's Handbook: Facts, Figures and FormulaeT.A. BurnsEvaluare: 3 din 5 stele3/5 (2)
- The Chemistry of Non-Sag TungstenDe la EverandThe Chemistry of Non-Sag TungstenL. BarthaÎncă nu există evaluări
- Why Creation of Universe Is Not An AccidentDocument48 paginiWhy Creation of Universe Is Not An AccidentsmtdrkdÎncă nu există evaluări
- Estrogen Dominance-The Silent Epidemic by DR Michael LamDocument39 paginiEstrogen Dominance-The Silent Epidemic by DR Michael Lamsmtdrkd75% (4)
- The Story of Spanish MossDocument10 paginiThe Story of Spanish MosssmtdrkdÎncă nu există evaluări
- Generic Project Plan Template On ExcelDocument3 paginiGeneric Project Plan Template On Excelsmtdrkd100% (36)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 paginiStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdÎncă nu există evaluări
- PCB Surface Finishes Presentation by MultekDocument54 paginiPCB Surface Finishes Presentation by Multeksmtdrkd100% (1)
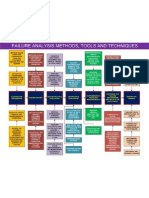
- Failure Analysis Tools, Techniques and Process FlowDocument1 paginăFailure Analysis Tools, Techniques and Process Flowsmtdrkd100% (1)
- Myths and Beliefs in Modern Electronic Assembly and Soldering TechniquesDocument8 paginiMyths and Beliefs in Modern Electronic Assembly and Soldering TechniquessmtdrkdÎncă nu există evaluări
- SMCWP 001Document37 paginiSMCWP 001Wandyy GonçalvesÎncă nu există evaluări
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 paginiE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Simple Project Management Template On ExcelDocument2 paginiSimple Project Management Template On Excelsmtdrkd100% (1)
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 paginiWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Stencil Aperture and Area Ratio Table For Optimum PrintingDocument4 paginiStencil Aperture and Area Ratio Table For Optimum PrintingsmtdrkdÎncă nu există evaluări
- Fantastic TripDocument68 paginiFantastic Tripabiramikdevi100% (17)
- Carnatic Music Composition DatabaseDocument142 paginiCarnatic Music Composition Databasesmtdrkd86% (14)
- Manufacturable Lead Free SMT ProcessDocument4 paginiManufacturable Lead Free SMT Processsmtdrkd100% (1)
- Best Practices FactoryDocument207 paginiBest Practices FactorysmtdrkdÎncă nu există evaluări
- Lead Free Reliability Study by BoeingDocument23 paginiLead Free Reliability Study by Boeingsmtdrkd100% (1)
- Andhragaaru RecipesDocument38 paginiAndhragaaru Recipessmtdrkd100% (5)
- Impact of PB Free On Test and Inspection by TeradyneDocument3 paginiImpact of PB Free On Test and Inspection by TeradynesmtdrkdÎncă nu există evaluări
- Lead Free Hand Soldering - Process and Material IssuesDocument3 paginiLead Free Hand Soldering - Process and Material Issuessmtdrkd50% (2)
- Dasa SahityaDocument23 paginiDasa Sahityasmtdrkd100% (3)
- Glycemic Index and Glycemic LoadDocument36 paginiGlycemic Index and Glycemic LoadsmtdrkdÎncă nu există evaluări
- Area Ratio and Stencil Thickness CalculatorDocument6 paginiArea Ratio and Stencil Thickness Calculatorsmtdrkd100% (1)
- Funniest QuestionsDocument34 paginiFunniest QuestionssmtdrkdÎncă nu există evaluări
- 6th Central Pay Commission Salary CalculatorDocument15 pagini6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Carnatic Music Composition DatabaseDocument142 paginiCarnatic Music Composition Databasesmtdrkd86% (14)
- Kadi Jokes1Document14 paginiKadi Jokes1smtdrkd67% (3)
- Idli Recipes FromDocument42 paginiIdli Recipes Fromsmtdrkd100% (6)
- 12.1 ANSYS CompositePrepPostDocument2 pagini12.1 ANSYS CompositePrepPostLakmal ArandaraÎncă nu există evaluări
- Hot Process Liquid SoapmakingDocument11 paginiHot Process Liquid SoapmakingPanacea PharmaÎncă nu există evaluări
- WorldShop CatalougeDocument200 paginiWorldShop Catalougee2ashÎncă nu există evaluări
- Methanol Technologies of Tkis: A Brief OverviewDocument12 paginiMethanol Technologies of Tkis: A Brief OverviewMuhammad NaeemÎncă nu există evaluări
- Recipes G.garvin Copy1 Scribd 5Document7 paginiRecipes G.garvin Copy1 Scribd 5Peggy Bracken StagnoÎncă nu există evaluări
- Procrustes AlgorithmDocument11 paginiProcrustes AlgorithmShoukkathAliÎncă nu există evaluări
- SPM Chemistry Form 5 - Redox Part 1Document4 paginiSPM Chemistry Form 5 - Redox Part 1ysheng98Încă nu există evaluări
- Website Catalog MOTORS v2 PDFDocument8 paginiWebsite Catalog MOTORS v2 PDFИгорь КернякевичÎncă nu există evaluări
- Curriculum Jaime Alvarado (Jaime Alvarado)Document3 paginiCurriculum Jaime Alvarado (Jaime Alvarado)yuly aldanaÎncă nu există evaluări
- A Practical Approach To Classical YogaDocument39 paginiA Practical Approach To Classical Yogaabhilasha_yadav_1Încă nu există evaluări
- ANG Coupe Coco Mangue PassionDocument1 paginăANG Coupe Coco Mangue PassionRicardo Rovira ChalerÎncă nu există evaluări
- Geology and Mineralization of The Maggie Creek DistrictDocument28 paginiGeology and Mineralization of The Maggie Creek DistrictRockstone Research Ltd.Încă nu există evaluări
- Acc05 SCG116Document42 paginiAcc05 SCG116Hilal HazaaÎncă nu există evaluări
- Advanced Logic Synthesis: Multiple Choice QuestionsDocument16 paginiAdvanced Logic Synthesis: Multiple Choice QuestionsmanojkumarÎncă nu există evaluări
- HYW-17 T5 S5: Industrial Range MobileDocument6 paginiHYW-17 T5 S5: Industrial Range MobileghostshotÎncă nu există evaluări
- Origami Undergrad ThesisDocument63 paginiOrigami Undergrad ThesisEduardo MullerÎncă nu există evaluări
- Definition of Logistics ManagementDocument4 paginiDefinition of Logistics ManagementzamaneÎncă nu există evaluări
- Pezzol Catalog 21 - INTERNATIONALDocument74 paginiPezzol Catalog 21 - INTERNATIONALAhmed CapoÎncă nu există evaluări
- Submittal ReviewDocument22 paginiSubmittal ReviewuddinnadeemÎncă nu există evaluări
- Jetline: Theoretical Working Point Performance ChartDocument1 paginăJetline: Theoretical Working Point Performance ChartMohamed GamalÎncă nu există evaluări
- Ilmu KhotifDocument28 paginiIlmu KhotifAndré Martins78% (27)
- FlazasulfuronDocument2 paginiFlazasulfuronFenologiaVinhaÎncă nu există evaluări
- 34 Plaza Newsletter 101317 FINALDocument4 pagini34 Plaza Newsletter 101317 FINALJosef SzendeÎncă nu există evaluări
- Traditional EmbroideryDocument38 paginiTraditional EmbroiderySabrina SuptiÎncă nu există evaluări
- Thesis On Population GeographyDocument6 paginiThesis On Population Geographyggzgpeikd100% (2)
- Journal Homepage: - : IntroductionDocument9 paginiJournal Homepage: - : IntroductionIJAR JOURNALÎncă nu există evaluări
- Soal Test All GrammarDocument2 paginiSoal Test All GrammarAnonymous D7lnJMJYÎncă nu există evaluări
- Anatomia Dezvoltarii PancreasuluiDocument49 paginiAnatomia Dezvoltarii Pancreasuluitarra abuÎncă nu există evaluări
- Material Safety Data Sheet: KOMATSU Supercoolant AF-NAC (50/50 Pre-Diluted)Document5 paginiMaterial Safety Data Sheet: KOMATSU Supercoolant AF-NAC (50/50 Pre-Diluted)Thais Roberta CamposÎncă nu există evaluări
- PricelistDocument4 paginiPricelistMAYMART CASABAÎncă nu există evaluări