S-ar putea să vă placă și
- Cross Index MaterialDocument4 paginiCross Index MaterialioancÎncă nu există evaluări
- GE EDI Pure Water ProductionDocument5 paginiGE EDI Pure Water ProductionIrfan Ali100% (1)
- Electrodialysis Processes With Bipolar Membranes (EDBM) in Environmental Protection - A ReviewDocument22 paginiElectrodialysis Processes With Bipolar Membranes (EDBM) in Environmental Protection - A Reviewandreas.exaÎncă nu există evaluări
- Boiler Water TreatmentDocument50 paginiBoiler Water Treatmentak_thimiriÎncă nu există evaluări
- Fosroc Nitocote EPS Protective CoatingDocument4 paginiFosroc Nitocote EPS Protective CoatingmangjitÎncă nu există evaluări
- Introduction To ElectrodeionizationDocument103 paginiIntroduction To ElectrodeionizationKrunal Bhosale100% (1)
- Membrane Technology in Water Treatment ApplicationsDocument11 paginiMembrane Technology in Water Treatment ApplicationsleechulmiuÎncă nu există evaluări
- Welding Metallurgy Module 3 GuideDocument151 paginiWelding Metallurgy Module 3 GuideRey Luis Teh100% (1)
- Chapter 40 Water Treatment PlantDocument7 paginiChapter 40 Water Treatment PlantKrishna KantiÎncă nu există evaluări
- Plastics For Corrosion Inhibition 2005Document394 paginiPlastics For Corrosion Inhibition 2005sm_carvalhoÎncă nu există evaluări
- Using Silkworm Excrement and Spent Lead Paste To Prepare Additives ForDocument8 paginiUsing Silkworm Excrement and Spent Lead Paste To Prepare Additives ForDiovani MatosÎncă nu există evaluări
- Membranes 11 00900Document14 paginiMembranes 11 00900koskolanÎncă nu există evaluări
- 4914 11168 2 PBDocument5 pagini4914 11168 2 PBthiagoÎncă nu există evaluări
- 1 s2.0 S2213343722000513 MainDocument11 pagini1 s2.0 S2213343722000513 MainAli AL-ghareebÎncă nu există evaluări
- 1 s2.0 S1383586616308383 MainDocument8 pagini1 s2.0 S1383586616308383 Mainandressa.almeidaÎncă nu există evaluări
- Zero Discharge Process For Dyeing Wastewater TreatmentDocument6 paginiZero Discharge Process For Dyeing Wastewater Treatmentcarlosalfredo35Încă nu există evaluări
- Desalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaDocument7 paginiDesalination: Gholamreza Moussavi, Farzad Majidi, Mahdi FarzadkiaPraveen KumarÎncă nu există evaluări
- CYanide Electrocoagulation PDFDocument7 paginiCYanide Electrocoagulation PDFPraveen KumarÎncă nu există evaluări
- Recovering Hydrogen Sulfide From Sulfurous Waters With PEM Fuel Cells 2016 Energy ProcediaDocument6 paginiRecovering Hydrogen Sulfide From Sulfurous Waters With PEM Fuel Cells 2016 Energy ProcediathaightÎncă nu există evaluări
- Fundamental Insights Into Walnut Shell Bio-Oil Electrochemical Conversion: Reaction Mechanism and Product PropertiesDocument11 paginiFundamental Insights Into Walnut Shell Bio-Oil Electrochemical Conversion: Reaction Mechanism and Product PropertiesTazmeen SalrooÎncă nu există evaluări
- tmp93D TMPDocument8 paginitmp93D TMPFrontiersÎncă nu există evaluări
- Recycling Lithium and Cobalt From LIBs Using Microwave As - 2022 - Materials CheDocument9 paginiRecycling Lithium and Cobalt From LIBs Using Microwave As - 2022 - Materials CherinoamisatoÎncă nu există evaluări
- Review On Comparison Between Waste Water TreatmentDocument4 paginiReview On Comparison Between Waste Water TreatmentrahulÎncă nu există evaluări
- Removal of Petroleum Hydrocarbons From Contaminated Groundwater Using AnDocument7 paginiRemoval of Petroleum Hydrocarbons From Contaminated Groundwater Using AnPraveen KumarÎncă nu există evaluări
- Treatment of Sugar Industry Wastewater UsingDocument4 paginiTreatment of Sugar Industry Wastewater UsingInternational Journal of Research in Engineering and TechnologyÎncă nu există evaluări
- Direct Integration of CSTR-UASB Reactors ForDocument12 paginiDirect Integration of CSTR-UASB Reactors Foryanet vazquezÎncă nu există evaluări
- Cest2017 00711 Poster Paper PDFDocument5 paginiCest2017 00711 Poster Paper PDFHaman BihinaÎncă nu există evaluări
- Ijee 6 (2) - 07Document8 paginiIjee 6 (2) - 07Ali Abdul-RahmanÎncă nu există evaluări
- Reverse Osmosis Applied To Metal Finishing WastewaterDocument6 paginiReverse Osmosis Applied To Metal Finishing WastewaterBarbara RicciÎncă nu există evaluări
- 1 s2.0 S0043135415002675 MainDocument12 pagini1 s2.0 S0043135415002675 MainTomas Barrientos BrunaÎncă nu există evaluări
- Li 2018Document24 paginiLi 2018Yu AndiÎncă nu există evaluări
- A Review On The Electrochemical Treatment of The Salty Organic WastewaterDocument5 paginiA Review On The Electrochemical Treatment of The Salty Organic WastewaterN.Ngọc LinhÎncă nu există evaluări
- Bilge WaterDocument4 paginiBilge WaterVania FrimasgitaÎncă nu există evaluări
- 1 s2.0 S0360319915310880 MainDocument8 pagini1 s2.0 S0360319915310880 MainElena CazzulaniÎncă nu există evaluări
- Journal of Water Process Engineering: SciencedirectDocument8 paginiJournal of Water Process Engineering: SciencedirectEricke Nandita MaharaniÎncă nu există evaluări
- IOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringDocument9 paginiIOSRJEN (WWW - Iosrjen.org) IOSR Journal of EngineeringIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalÎncă nu există evaluări
- 1 s2.0 S0032386119303970 MainDocument10 pagini1 s2.0 S0032386119303970 Mainali kasiriÎncă nu există evaluări
- Chemical Engineering and Processing: Process Intensi FicationDocument8 paginiChemical Engineering and Processing: Process Intensi FicationMaliha CheemaÎncă nu există evaluări
- Sub/Supercritical Carbon Dioxide Induced Phase Switching For The Reaction and Separation in Ils/MethanolDocument5 paginiSub/Supercritical Carbon Dioxide Induced Phase Switching For The Reaction and Separation in Ils/MethanolDoni RopawandiÎncă nu există evaluări
- 1 s2.0 S2666016423001366 MainDocument10 pagini1 s2.0 S2666016423001366 MainChan Yong SoonÎncă nu există evaluări
- Jean-Wash WaterDocument7 paginiJean-Wash WaterSchaelCooperÎncă nu există evaluări
- Comparison of The Property of Homogeneous and Heterogeneous Ion Exchange Membranes During Electrodialysis ProcessDocument8 paginiComparison of The Property of Homogeneous and Heterogeneous Ion Exchange Membranes During Electrodialysis ProcessALAM DEWANTORO JATIÎncă nu există evaluări
- 10 1016@j Desal 2006 09 007 PDFDocument6 pagini10 1016@j Desal 2006 09 007 PDFMimi TanÎncă nu există evaluări
- 10 11648 J Ajche 20160401 11 PDFDocument8 pagini10 11648 J Ajche 20160401 11 PDFchristian roldanÎncă nu există evaluări
- Self Polarized CNT PVDF Nanocomposites With Ul - 2023 - Colloids and Surfaces ADocument9 paginiSelf Polarized CNT PVDF Nanocomposites With Ul - 2023 - Colloids and Surfaces ADana MateiÎncă nu există evaluări
- 7207hoelderich 1273Document15 pagini7207hoelderich 1273Muhammad Abdur RokhimÎncă nu există evaluări
- The Treatment of Baker - S Yeast Wastewater by An Up Flow Anaerobic Sludge Blanket (UASB) Reactor (#409483) - 448477Document6 paginiThe Treatment of Baker - S Yeast Wastewater by An Up Flow Anaerobic Sludge Blanket (UASB) Reactor (#409483) - 448477AlexandraGuajánÎncă nu există evaluări
- Treatment of Industrial Electroplating Wastewater For Metals Removal Via Electrocoagulation Continous Ow ReactorsDocument12 paginiTreatment of Industrial Electroplating Wastewater For Metals Removal Via Electrocoagulation Continous Ow ReactorsDaniel ArcondoÎncă nu există evaluări
- Hydrogen Production From Wastewater Using A Microbial Electrolysis CellDocument6 paginiHydrogen Production From Wastewater Using A Microbial Electrolysis Cellavinash jÎncă nu există evaluări
- Schorer (2019) Membrane Based Purification of Hydrogen SystemDocument7 paginiSchorer (2019) Membrane Based Purification of Hydrogen SystemAbraham Becerra AranedaÎncă nu există evaluări
- Photocatalytic and Electrochemical Combined Treatment of Textile Wash WaterDocument8 paginiPhotocatalytic and Electrochemical Combined Treatment of Textile Wash Waterapi-3828788Încă nu există evaluări
- Removal of Oil From Biodiesel Wastewater by Electrocoagulation MethodDocument8 paginiRemoval of Oil From Biodiesel Wastewater by Electrocoagulation MethodhusseinhshÎncă nu există evaluări
- 2009 Biological Treatment of Oilfield ProducedDocument6 pagini2009 Biological Treatment of Oilfield ProducedVictor ArnaudÎncă nu există evaluări
- 1 Makale 1.1Document8 pagini1 Makale 1.1Kaan CaktiÎncă nu există evaluări
- H. Comparison Study On Sonodirect and Sonoalternate CurrentDocument13 paginiH. Comparison Study On Sonodirect and Sonoalternate CurrentAbreham BekeleÎncă nu există evaluări
- Fayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08Document27 paginiFayaz Report On Challenges Associated With Sepn of Hcl-Water Azeotrope 04.08fayaz5uin1234Încă nu există evaluări
- (2022) PEM WS For H2 - Desafios Por ComponenteDocument19 pagini(2022) PEM WS For H2 - Desafios Por ComponenteLeivy GarciaÎncă nu există evaluări
- Journal of The Taiwan Institute of Chemical Engineers: Rasheed A. Adewale, Abdallah S. Berrouk, Satyadileep DaraDocument8 paginiJournal of The Taiwan Institute of Chemical Engineers: Rasheed A. Adewale, Abdallah S. Berrouk, Satyadileep DaraMary Grace VelitarioÎncă nu există evaluări
- 1 s2.0 S2214714419316903 MainDocument18 pagini1 s2.0 S2214714419316903 MainLuciano MagalhãesÎncă nu există evaluări
- Lin 2001Document8 paginiLin 2001Navid AhadiÎncă nu există evaluări
- Factibilidad técnica del proceso de electrodeionización para el tratamiento del agua de reposición del ciclo térmico de la central nuclear CAREM-25Document17 paginiFactibilidad técnica del proceso de electrodeionización para el tratamiento del agua de reposición del ciclo térmico de la central nuclear CAREM-25Luis EnriqueÎncă nu există evaluări
- Utilization of waste freshwater mussel shell as an economic catalyst for biodiesel productionDocument9 paginiUtilization of waste freshwater mussel shell as an economic catalyst for biodiesel productionDarshak SakhreliyaÎncă nu există evaluări
- Sophia 2015Document9 paginiSophia 2015Ganavi JÎncă nu există evaluări
- Journal of Semipermeable Membrane andDocument8 paginiJournal of Semipermeable Membrane andMichael Bryan PrajogoÎncă nu există evaluări
- Biohydrogen III: Renewable Energy System by Biological Solar Energy ConversionDe la EverandBiohydrogen III: Renewable Energy System by Biological Solar Energy ConversionÎncă nu există evaluări
- Master: - Solid-State Resistance Upset Welding: A Process With Unique Advantages FOR Advanced MaterialsDocument22 paginiMaster: - Solid-State Resistance Upset Welding: A Process With Unique Advantages FOR Advanced Materialssm_carvalhoÎncă nu există evaluări
- Operating Salt Spray (Fog) Apparatus: Standard Practice ForDocument11 paginiOperating Salt Spray (Fog) Apparatus: Standard Practice ForFelipeMoriÎncă nu există evaluări
- 1 s2.0 S1350630722008962 MainDocument1 pagină1 s2.0 S1350630722008962 Mainsm_carvalhoÎncă nu există evaluări
- Pressure Test Best Pratices Hardy2009Document5 paginiPressure Test Best Pratices Hardy2009sm_carvalhoÎncă nu există evaluări
- Electrodynamic Straightening of Elements of Sheet Welded StructuresDocument6 paginiElectrodynamic Straightening of Elements of Sheet Welded Structuressm_carvalhoÎncă nu există evaluări
- Resistance Welding Manual RWMADocument27 paginiResistance Welding Manual RWMAsm_carvalhoÎncă nu există evaluări
- 1 s2.0 S0924013618300359 MainDocument5 pagini1 s2.0 S0924013618300359 Mainsm_carvalhoÎncă nu există evaluări
- Walker 1964Document6 paginiWalker 1964sm_carvalhoÎncă nu există evaluări
- Applsci 11 03308Document13 paginiApplsci 11 03308sm_carvalhoÎncă nu există evaluări
- Jordan 2011Document7 paginiJordan 2011sm_carvalhoÎncă nu există evaluări
- Enabling Technology High Capacity Wet Mateable Optic Connection-Jenkins2012Document7 paginiEnabling Technology High Capacity Wet Mateable Optic Connection-Jenkins2012sm_carvalhoÎncă nu există evaluări
- Bennex ACT: Advanced Cable TerminationDocument25 paginiBennex ACT: Advanced Cable Terminationsm_carvalhoÎncă nu există evaluări
- Connectortheory 20180411Document62 paginiConnectortheory 20180411sm_carvalhoÎncă nu există evaluări
- Operational Considerations For Underwater-Mateable ConnectorsDocument6 paginiOperational Considerations For Underwater-Mateable Connectorssm_carvalhoÎncă nu există evaluări
- Material Selection Buggy2004Document6 paginiMaterial Selection Buggy2004sm_carvalhoÎncă nu există evaluări
- Reference Manual On Interference Seals and Connectors For Undersea Electrical ApplicationsDocument303 paginiReference Manual On Interference Seals and Connectors For Undersea Electrical Applicationssm_carvalhoÎncă nu există evaluări
- An Analysis of The Causes and Impact of ReworkDocument143 paginiAn Analysis of The Causes and Impact of Reworksm_carvalhoÎncă nu există evaluări
- ENG DS 1-1773837-2 Power Systems Topside 0120Document8 paginiENG DS 1-1773837-2 Power Systems Topside 0120sm_carvalhoÎncă nu există evaluări
- LLT-Pososidade em CompositoDocument10 paginiLLT-Pososidade em Compositosm_carvalhoÎncă nu există evaluări
- ENG DS 1-1773723-5 Offshoreoptics 0214 1-1773723-5 OffshoreFiberOpticDocument12 paginiENG DS 1-1773723-5 Offshoreoptics 0214 1-1773723-5 OffshoreFiberOpticsm_carvalhoÎncă nu există evaluări
- FMT - 7Document4 paginiFMT - 7sm_carvalhoÎncă nu există evaluări
- 2004 RioBrazil RioOilandGas IBP213 04Document54 pagini2004 RioBrazil RioOilandGas IBP213 04sm_carvalhoÎncă nu există evaluări
- Probabilidade de Detecção de Defeitos em Compósito Reforçado Com Fibradecarbono-3Document9 paginiProbabilidade de Detecção de Defeitos em Compósito Reforçado Com Fibradecarbono-3sm_carvalhoÎncă nu există evaluări
- LIT em Composito-Fibra de Vidro-1Document8 paginiLIT em Composito-Fibra de Vidro-1sm_carvalhoÎncă nu există evaluări
- ENG DS 2355003-1 Seacon-Deutsch-Products 0322Document20 paginiENG DS 2355003-1 Seacon-Deutsch-Products 0322sm_carvalhoÎncă nu există evaluări
- Inspection On SiC Coated Carbon-Carbon Composite With Subsurface-5Document7 paginiInspection On SiC Coated Carbon-Carbon Composite With Subsurface-5sm_carvalhoÎncă nu există evaluări
- Testing and Evaluation of Carbon-Fibre-Reinforced - 4Document11 paginiTesting and Evaluation of Carbon-Fibre-Reinforced - 4sm_carvalhoÎncă nu există evaluări
- Mechanical Damage Assessment of Polymer-Matrix Composites Fibra de Vidro-2Document27 paginiMechanical Damage Assessment of Polymer-Matrix Composites Fibra de Vidro-2sm_carvalhoÎncă nu există evaluări
- Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesDocument10 paginiWelded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser TubesIng. Adolfo GarciaÎncă nu există evaluări
- Use of N2 Gas For Purging in GTAW of SSDocument4 paginiUse of N2 Gas For Purging in GTAW of SSrondulf goÎncă nu există evaluări
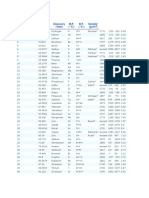
- Symbol Hebrew תירבע Trans-literation* Discovery (Year) M.P. (°C) B.P. (°C) Density* (g/cm)Document79 paginiSymbol Hebrew תירבע Trans-literation* Discovery (Year) M.P. (°C) B.P. (°C) Density* (g/cm)Kameswar MandhataÎncă nu există evaluări
- Stoichiometry: Angel Jane A. RoulloDocument39 paginiStoichiometry: Angel Jane A. RoulloLoren EsguerraÎncă nu există evaluări
- Aluminum 6351-T6 6351-T651Document2 paginiAluminum 6351-T6 6351-T651Mathi Engineers And Builders Private LimitedÎncă nu există evaluări
- Assignment No.1Document2 paginiAssignment No.1Ayesha MahnoorÎncă nu există evaluări
- Recipes For MilletsDocument20 paginiRecipes For MilletsRavi TejaÎncă nu există evaluări
- Enzymatic Desizing of Cotton FabricsDocument7 paginiEnzymatic Desizing of Cotton Fabricseshaniqbal100% (1)
- SCH 206-Carboxylic Acids PDFDocument48 paginiSCH 206-Carboxylic Acids PDFCon Amor Para TlaxcalaÎncă nu există evaluări
- PHPA TestDocument2 paginiPHPA TestRagha RagÎncă nu există evaluări
- Rate CardDocument6 paginiRate CardRavi SrivastavaÎncă nu există evaluări
- Anderol General BrochureDocument12 paginiAnderol General BrochureepesanoÎncă nu există evaluări
- Experiment 3 KineticsDocument20 paginiExperiment 3 KineticsNItha100% (1)
- Murex Tig Poster 2008 PDFDocument1 paginăMurex Tig Poster 2008 PDFPCÎncă nu există evaluări
- EN-standardi Za AluminijDocument31 paginiEN-standardi Za AluminijRenato PericÎncă nu există evaluări
- Gardner 1980Document10 paginiGardner 1980thomas cookÎncă nu există evaluări
- Model Answer Key For Grade 11Document5 paginiModel Answer Key For Grade 11Rohit Sur100% (1)
- Exam1 S14Document33 paginiExam1 S14Asad Javed MehmoodÎncă nu există evaluări
- Training Oilfield Production Chemicals 20 - 23 J - 220614 - 111151Document3 paginiTraining Oilfield Production Chemicals 20 - 23 J - 220614 - 111151Lusia PratiwiÎncă nu există evaluări
- SCH3U0 Stoichiometry LabDocument12 paginiSCH3U0 Stoichiometry Lab732185Încă nu există evaluări
- Manufacturing Processes: by Premchand Kumar Deoghar (Jharkhand)Document49 paginiManufacturing Processes: by Premchand Kumar Deoghar (Jharkhand)PremKumarÎncă nu există evaluări
- SDS Hydrochloric Acid InhibitorDocument4 paginiSDS Hydrochloric Acid InhibitorJahidul IslamÎncă nu există evaluări
- Cutting HardoxDocument20 paginiCutting HardoxapÎncă nu există evaluări
- Orgo2 Lab Report1Document2 paginiOrgo2 Lab Report1api-382264943Încă nu există evaluări
- Wireline Logging Using ExcelDocument2 paginiWireline Logging Using ExcelYoussef ElbouazaouiÎncă nu există evaluări
- Flushing and Passivation SystemDocument2 paginiFlushing and Passivation Systemmyo myint aungÎncă nu există evaluări
- ASTM D6224 Eksploataciono Praćenje UljaDocument14 paginiASTM D6224 Eksploataciono Praćenje UljaDejan DejanovicÎncă nu există evaluări